1.本发明属于建筑钢筋骨架中钢筋车丝加工及控制技术领域,涉及一种柱钢筋端头自动切割及车丝一体化设备及方法。
背景技术:
2.高层建筑混凝土结构的建筑物,在建造过程中,其柱钢筋随着层数的不断升高而升高,多个柱钢筋与钢筋箍组成钢筋骨架,再进行混凝土浇筑钢筋结构的柱体,此过程中,钢筋骨架中的柱钢筋处于竖直状态,需要在每层浇筑完成后对柱钢筋上端端头进行对接,对接时需要将两根钢筋端头车丝,再采用螺纹管将两根对接的钢筋进行焊接,以提高其对接时的强度。
3.目前,柱钢筋通常采用在钢筋骨架制作前对其进行处理,其处理方式是采用钢筋车丝机对钢筋端头进行车丝,车丝过程中采用钢筋车丝机对钢筋端头进行车丝,钢筋车丝机主要包括驱动车丝头的车丝机构,该机构具备正反方向旋转已驱动车丝头车丝和退出钢筋,采用减速机构和拨叉机构与齿轮啮合的传动方式,存在的问题是,钢筋在出厂前其端头采用剪切存在不平整,车丝后需要对钢筋端头进行打磨以提高对接时的接触面,车丝和钢筋端头的打磨平整处理不能同时在钢筋车丝机上完成,降低了加工效率;其次,钢筋车丝过程中采用人工手动进给,不能控制钢筋车丝的长度,车丝段过长则导致螺纹外漏,车丝段过短则导致两根钢筋端头不能完全接触。
技术实现要素:
4.本发明所要解决的技术问题是提供一种柱钢筋端头自动切割及车丝一体化设备及方法,采用在机箱上侧面设置夹持滑移机构、切割机构和车丝装置与其滑动接触,切割机构位于夹持滑移机构和车丝装置之间,夹持滑移机构上承托槽和车丝装置的车丝头位于同一水平轴线上,切割机构的切割盘位于该水平轴线一侧且与其径向垂直,钢筋位于承托槽内被夹板夹持,夹持滑移机构带动被夹持的钢筋向车丝头的方向运动,切割机构将钢筋端头切断使其保持平整,进量机构驱动车丝装置对钢筋端头进行车丝,并精确控制钢筋端头的车丝长度,避免钢筋端头的螺纹段过长或过短,端头平整处理和车丝一体化自动完成,无需二次装夹,加工效率高。
5.为解决上述技术问题,本发明所采用的技术方案是:一种柱钢筋端头自动切割及车丝一体化设备,它包括机箱、夹持滑移机构、切割机构和车丝装置;所述夹持滑移机构、切割机构和车丝装置皆位于机箱上侧面与其滑动配合,切割机构位于夹持滑移机构和车丝装置之间;夹持滑移机构上承托槽和车丝装置的车丝头位于同一水平轴线上,切割机构的切割盘位于该水平轴线一侧且与其径向垂直。
6.所述机箱为矩形的箱体,其上侧面一端设置第一导向槽和第二导向槽与夹持滑移机构配合,上侧面另一端设置的第三导向槽与车丝装置滑动配合;机箱一侧设置限位槽板与夹持滑移机构的导向板滑动配合。
7.所述机箱上侧面设置第一传感器和第二传感器,第一传感器和第二传感器的感应头分别朝向切割盘的两侧,第一传感器靠近车丝头。
8.所述夹持滑移机构包括夹持座滑动配合的梯形块,以及与梯形块竖直连接的夹板,两个梯形块和两个夹板分别位于夹持座的支撑板两侧,支撑板上端面设置弧形结构的承托槽。
9.所述夹持座包括水平板上侧面竖直连接的支撑板,以及位于水平板下侧面连接的滑块,滑块与机箱上的第一导向槽滑动配合;夹持座一侧配合的轴向丝杆与轴向电机的输出端连接。
10.所述梯形块与纵向丝杆配合,纵向丝杆与纵向电机的输出端连接;纵向丝杆上设置的正反方向的两段螺纹分别与两个梯形块配合;纵向丝杆上配合的轴承座与机箱上的第二导向槽滑动配合;纵向电机连接的导向板与机箱侧面的限位槽板配合。
11.所述切割机构包括滑台连接的切割电机和电推杆,切割盘与切割电机的输出端连接;滑台下侧面设置的凹槽与滑座连接,滑座与滑轨配合,滑轨沿机箱上侧面径向布设。
12.所述车丝装置包括车丝电机输出端连接的车丝头。
13.所述车丝装置还包括进量机构;进量机构包括进量丝杆配合的丝杆座,以及与进量丝杆一端连接的进量电机,丝杆座位于机箱内并穿过机箱上的第三导向槽与车丝电机连接,进量电机固定于机箱外一侧。
14.如上所述的柱钢筋端头自动切割及车丝一体化设备的切割和车丝方法,它包括如下步骤:s1,上料,将钢筋一端放置于承托槽上,朝向车丝头一端的钢筋端头伸出承托槽外;s2,夹持,纵向丝杆启动,驱动纵向丝杆旋转带动两个梯形块相互靠近,使夹板夹持钢筋;s3,调整,轴向电机启动,驱动轴向丝杆旋转推动夹持座沿第一导向槽向车丝头的方向运动,与此同时,被夹板夹持钢筋钢筋随其同步移动;此步骤中,轴承座沿第二导向槽滑移,导向板位于限位槽板内滑移;s4,切割,当钢筋的端头被第一传感器感应时,轴向电机停止;同时切割电机和电推杆启动,电推杆推动滑台沿滑轨轴向运动,切割盘将钢筋端头切断,使钢筋端头保持平整;s5,切割机复位,电推杆回缩,拉动滑台复位,与此同时,切割电机停止;s6,车丝,进量电机启动,驱动丝杆座沿第三导向槽滑动带动车丝电机向被切割的钢筋端头靠近,与此同时,车丝电机启动驱动车丝头旋转,车丝头对钢筋进行车丝;s7,车丝进量控制,当车丝头被第二传感器感应时,车丝电机驱动车丝头反向旋转,与此同时,进量电机反向旋转拉动车丝电机复位。
15.本发明的有益效果在于:采用在机箱两端的上侧面设置第一导向槽、第二导向槽、第三导向槽,对夹持滑移机构和车丝装置进行限位,使夹持后的钢筋在同一水平轴向方向运动,提高切割的平整度和车丝的精度。
16.纵向丝杆上的两段正反螺纹分别与两个梯形块配合,纵向丝杆旋转时驱动两个梯
形块相互靠近或远离,靠近时夹板夹持钢筋,远离时释放被夹持的钢筋。
17.轴向丝杆驱动被第一导向槽限位的夹持座带动被夹持的钢筋向车丝头方向运动,与此同时,导向板被限位槽板限位,并沿其槽体的方向运动,轴承座还与第二导向槽滑动配合,避免纵向电机发生径向翻转,提高夹持滑移机构整体运动时的稳定性。
18.当第一传感器感应到被夹持的钢筋端头时,夹持滑移机构停止动作,位于第一传感器和第二传感器之间的切割盘对钢筋端头进行切割,从而保证每根钢筋端头切割时的余量一致。
19.被夹持的钢筋端头切割后,车丝装置的车丝头对钢筋端头进行车丝,在同一设备上完成切割和车丝。
20.被夹持的钢筋端头切割后,进量机构驱动车丝装置向被切割的钢筋端头靠近,对钢筋进行车丝,避免钢筋频繁装夹。
21.当第二传感器感应到车丝头时,进量机构停止并回退复位,精确控制钢筋端头车丝段的长度,保证每根钢筋的车丝段长度一致。
附图说明
22.下面结合附图和实施例对本发明作进一步说明:图1为本发明的结构示意图。
23.图2为图1的主视示意图。
24.图3为图2的左视示意图。
25.图4为图2的右视示意图。
26.图5为图2的俯视示意图。
27.图6为本发明夹持滑移机构的结构示意图。
28.图7为图6的主视示意图。
29.图8为本发明进量机构与车丝装置连接的结构示意图。
30.图9为图8的左视示意图。
31.图10为本发明机箱的结构示意图。
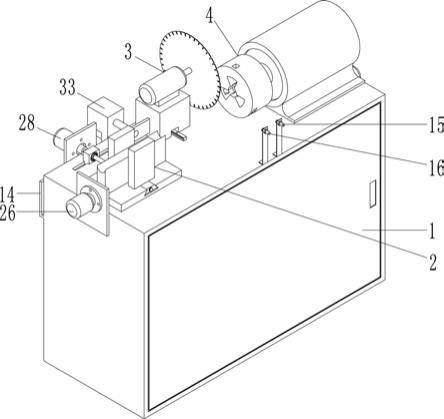
32.图11为本发明的使用状态图。
33.图中:机箱1,第一导向槽11,第二导向槽12,第三导向槽13,限位槽板14,第一传感器15,第二传感器16,夹持滑移机构2,夹持座21,梯形块22,夹板23,承托槽24,轴向丝杆25,轴向电机26,纵向丝杆27,纵向电机28,轴承座29,导向板20,切割机构3,滑台31,切割电机32,电推杆33,切割盘34,滑座35,滑轨36,车丝装置4,车丝电机41,车丝头42,进量机构5,进量丝杆51,丝杆座52,进量电机53。
具体实施方式
34.如图1~图11中,一种柱钢筋端头自动切割及车丝一体化设备,它包括机箱1、夹持滑移机构2、切割机构3和车丝装置4;所述夹持滑移机构2、切割机构3和车丝装置4皆位于机箱1上侧面与其滑动配合,切割机构3位于夹持滑移机构2和车丝装置4之间;夹持滑移机构2上承托槽24和车丝装置4的车丝头42位于同一水平轴线上,切割机构3的切割盘34位于该水平轴线一侧且与其径向垂直。使用时,钢筋位于承托槽24内被夹板23夹持,夹持滑移机构2
带动被夹持的钢筋向车丝头42的方向运动,切割机构3将钢筋端头切断使其保持平整,进量机构5驱动车丝装置4对钢筋端头进行车丝,并精确控制钢筋端头的车丝长度,避免钢筋端头的螺纹段过长或过短,端头平整处理和车丝一体化自动完成,无需二次装夹,加工效率高。
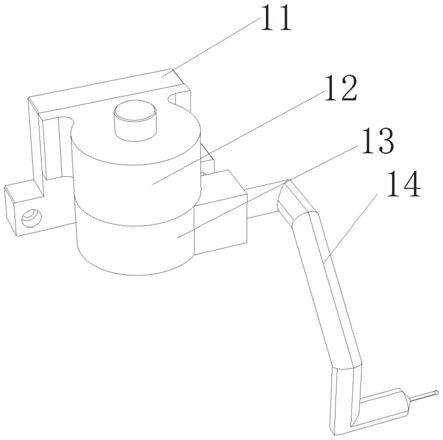
35.优选的方案中,所述机箱1为矩形的箱体,其上侧面一端设置第一导向槽11和第二导向槽12与夹持滑移机构2配合,上侧面另一端设置的第三导向槽13与车丝装置4滑动配合;机箱1一侧设置限位槽板14与夹持滑移机构2的导向板20滑动配合。安装时,第一导向槽11用于对夹持座21进行限位,第二导向槽12用于对轴承座29进行限位,第三导向槽13用于对车丝电机41进行限位,限位槽板14与机箱1一侧组成的槽体对导向板20进行限位。
36.优选的方案中,所述机箱1上侧面设置第一传感器15和第二传感器16,第一传感器15和第二传感器16的感应头分别朝向切割盘34的两侧,第一传感器15靠近车丝头42。使用时,第一传感器15用于感应切割前的钢筋端头,第二传感器16用于感应车丝头42,以便于精确控制钢筋端头的切割量和切割后的钢筋端头的车丝长度。
37.优选的方案中,所述夹持滑移机构2包括夹持座21滑动配合的梯形块22,以及与梯形块22竖直连接的夹板23,两个梯形块22和两个夹板23分别位于夹持座21的支撑板两侧,支撑板上端面设置弧形结构的承托槽24。使用时,两个梯形块22位于支撑板的两侧,梯形块22相互靠近时带动两个夹板23同步运动夹持承托槽24上的钢筋。
38.优选的方案中,所述夹持座21包括水平板上侧面竖直连接的支撑板,以及位于水平板下侧面连接的滑块,滑块与机箱1上的第一导向槽11滑动配合;夹持座21一侧配合的轴向丝杆25与轴向电机26的输出端连接。安装时,夹持座21的水平板下侧面设置的t型结构的滑块与第一导向槽11滑动配合,并与水平板下侧面连接;使用时,轴向电机26驱动夹持座21沿第一导向槽11的轴向方向滑动。
39.优选地,水平板上设置的梯形槽与梯形块22滑动配合,梯形槽穿过水平板上侧面的支撑板。
40.优选的方案中,所述梯形块22与纵向丝杆27配合,纵向丝杆27与纵向电机28的输出端连接;纵向丝杆27上设置的正反方向的两段螺纹分别与两个梯形块22配合;纵向丝杆27上配合的轴承座29与机箱1上的第二导向槽12滑动配合;纵向电机28连接的导向板20与机箱1侧面的限位槽板14配合。使用时,纵向电机28驱动纵向丝杆27旋转,纵向丝杆27旋转时驱动两个梯形块22相互靠近或远离,与此同时,两个夹板23随梯形块22同步动作相互靠近或远离。
41.优选地,轴承座29底部设置的t型结构的滑块与第二导向槽12配合,在夹持座21滑移的过程中轴承座29随其同步滑移,轴承座29滑移时纵向电机28连接的导向板20与限位槽板14滑动接触,避免纵向电机28遭到触碰时发生径向翻转,从而避免纵向丝杆27旋转导致被夹持的钢筋松动。
42.优选的方案中,所述切割机构3包括滑台31连接的切割电机32和电推杆33,切割盘34与切割电机32的输出端连接;滑台31下侧面设置的凹槽与滑座35连接,滑座35与滑轨36配合,滑轨36沿机箱1上侧面径向布设。使用时,电推杆33驱动滑台31沿滑轨36的轴向方向运动,滑台31带动切割电机32向钢筋端头靠近,切割电机32旋转带动切割盘34对钢筋进行切割。
43.优选的方案中,所述车丝装置4包括车丝电机41输出端连接的车丝头42。使用时,车丝电机41驱动车丝头42旋转,车丝头42对钢筋端头进行车丝;装配时,车丝头42选用现有的钢筋车丝头,车丝电机41采用扭矩可控电机。
44.优选的方案中,所述车丝装置4还包括进量机构5;进量机构5包括进量丝杆51配合的丝杆座52,以及与进量丝杆51一端连接的进量电机53,丝杆座52位于机箱1内并穿过机箱1上的第三导向槽13与车丝电机41连接,进量电机53固定于机箱1外一侧。使用时,进量电机53驱动进量丝杆51带动丝杆座52沿进量丝杆51的轴向方向运动,丝杆座52在第三导向槽13的限位下带动车丝电机41同步运动;车丝完成后,车丝电机41反向旋转退出钢筋端头,与此同时进量电机53反向旋转复位。
45.优选的方案中,如上所述的柱钢筋端头自动切割及车丝一体化设备的切割和车丝方法,它包括如下步骤:s1,上料,将钢筋一端放置于承托槽24上,朝向车丝头42一端的钢筋端头伸出承托槽24外;s2,夹持,纵向丝杆27启动,驱动纵向丝杆27旋转带动两个梯形块22相互靠近,使夹板23夹持钢筋;s3,调整,轴向电机26启动,驱动轴向丝杆25旋转推动夹持座21沿第一导向槽11向车丝头42的方向运动,与此同时,被夹板23夹持钢筋钢筋随其同步移动;此步骤中,轴承座29沿第二导向槽12滑移,导向板20位于限位槽板14内滑移;s4,切割,当钢筋的端头被第一传感器15感应时,轴向电机26停止;同时切割电机32和电推杆33启动,电推杆33推动滑台31沿滑轨36轴向运动,切割盘34将钢筋端头切断,使钢筋端头保持平整;s5,切割机复位,电推杆33回缩,拉动滑台31复位,与此同时,切割电机32停止;s6,车丝,进量电机53启动,驱动丝杆座52沿第三导向槽13滑动带动车丝电机41向被切割的钢筋端头靠近,与此同时,车丝电机41启动驱动车丝头42旋转,车丝头42对钢筋进行车丝;s7,车丝进量控制,当车丝头42被第二传感器16感应时,车丝电机41驱动车丝头42反向旋转,与此同时,进量电机53反向旋转拉动车丝电机41复位。
46.上述方法使钢筋端头的平整处理和车丝在同一设备上完成,同时能够精准控制钢筋端头的切割余量和切割后钢筋端头的车丝段长度,钢筋切割和车丝无需二次装夹,切割和车丝一次性自动完成,不仅提高了加工效率,还大幅度提高了批量加工精度。
47.上述的实施例仅为本发明的优选技术方案,而不应视为对于本发明的限制,本技术中的实施例及实施例中的特征在不冲突的情况下,可以相互任意组合。本发明的保护范围应以权利要求记载的技术方案,包括权利要求记载的技术方案中技术特征的等同替换方案为保护范围。即在此范围内的等同替换改进,也在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。