1.本发明涉及电缆材料技术领域,具体为一种架空电缆绑线材料及其制造工艺。
背景技术:
2.目前架空线路中绝缘导线固定在杆塔上的绝缘子上是使用传统的固定方法,把导线放入绝缘子的侧槽后,用软铝丝或者铁丝手工绑线反复缠绕导线和绝缘柱,将导线固定在绝缘柱上,安装费工费时,人为因素大,不同施工人员安装的效果也不一样,且安装处导线易磨损,线路运行一段时间后,在微风振动下固定处容易出现松动,甚至有滑落现象,软铝手工绑线对作业人员的操作要求高,绑线自身强度低,运行可靠性差,对线缆和绝缘柱损伤厉害,在带电作业操作中容易产生涡流从而危及到作业人员的人生安全。
技术实现要素:
3.针对背景技术中提出的现有架空电缆绑线材料在使用过程中存在的不足,本发明提供了一种架空电缆绑线材料及其制造工艺,具备优良的力学性能、固定更加牢靠的优点,解决了上述背景技术中提出的技术问题。
4.本发明提供如下技术方案:一种架空电缆绑线材料,由以下材料组成:pvc树脂、稳定剂、cpe、石墨烯、润滑剂、pa-757k、纳米锡酸锌、紫外线吸收剂、阻燃剂、高岭土、抗氧剂抗uv;各原材的基础配比如下:pvc树脂6028.8%稳定剂31.44%pa-757k10048%纳米锡酸锌104.8%紫外线吸收剂0.30.144%cpe104.8%阻燃剂20.96%石墨烯12.56%高岭土104.8%抗氧剂抗uv0.30.146%润滑剂0.20.11%;所述的pvc的聚合度优选900-1500;所述的pa-757k为镇江奇美含胶量20%丙烯腈共聚体;所述的稳定剂采用脂肪酸盐类;所述的阻燃剂锡酸锌复配。
5.一种架空电缆绑线材料的制造工艺,由以下步骤组成:s1、所述基础配方原料经过高速混合机进行高温捏合,依次将聚氯乙烯,稳定剂,阻燃剂,cpe,润滑剂,pa-757k,抗氧剂抗un高岭土等加入高混机内高速搅拌;s2、所述捏合完成后的原材料经过电热鼓风干燥箱进行冷却干燥,高速拌料到
25min左右或者料温达到145℃将粉料排入冷却装置冷却到85℃时加入到挤出喂料机内;s3、所述干燥完成后的原料经过转矩流变仪中的挤压出料装置实现挤压出料;s4、所述挤压出料后的原料经过真空干燥箱实现成品冷却塑形,经过双螺杆造粒机组后热进行风冷热切制得造粒制成一种架空电缆绑线材料.s5、双螺杆造粒机中各区的温度控制为:进料区为150℃~180℃,塑化区为150℃~185℃,机头温度为190℃~195℃。
6.一种架空电缆绑线材料制造工艺,所述挤压出料装置包括壳体,所述壳体的左侧顶端固定连接有进料管,所述进料管的上端固定连接有进料斗,所述壳体的右侧底端固定连接有塑形组件,所述塑形组件的内部设有电缆塑形机构,所述塑形组件的上端固定连接有切割组件,所述切割组件的内部设有电缆切割机构,所述壳体的内部设有挤压定料机构;所述挤压定料机构包括滑动连接在壳体内顶部的支撑板,所述支撑板的底壁固定连接有伸缩套,所述伸缩套的底壁固定连接有第二电磁铁,所述第二电磁铁的另一端固定连接在壳体的内壁上。
7.优选的,所述支撑板的底壁固定连接有弹性连接筋,所述弹性连接筋位于伸缩套的外侧,所述弹性连接筋的另一端设有连接套,所述连接套的底壁固定连接在壳体的内底壁上,所述弹性连接筋的底壁固定连接在连接套的顶端。
8.优选的,所述弹性连接筋呈弯曲弧形形状,所述弹性连接筋沿伸缩套的外侧等间距设置,所述支撑板设置为磁性材质,所述壳体的前后内侧壁均固定连接有连接套,所述连接套沿壳体的竖直方向等间距设置六组,所述连接套的内部固定连接有导电块。
9.优选的,所述电缆切割机构包括固定连接在切割组件顶壁的第一电磁铁,所述第一电磁铁的底壁固定连接有弹簧,所述弹簧的另一端固定连接有永磁铁,所述永磁铁的外侧设有限位轨,所述永磁铁滑动连接在限位轨的内部,所述永磁铁的底壁左侧固定连接有第一限位齿,所述第一限位齿的右侧且位于永磁铁的底壁固定连接有切割刀;所述电缆切割机构还包括固定连接在塑形组件内底壁的支撑座,所述支撑座的顶端左侧固定连接有第二限位齿,所述第二限位齿的右侧且位于支撑座的顶壁开设有收卷槽,所述收卷槽与切割刀相互适配。
10.优选的,所述电缆塑形机构包括开设在塑形组件内部的螺旋塑形槽,所述螺旋塑形槽的左侧延伸至壳体的内部,所述螺旋塑形槽的右侧延伸至支撑座的左侧。
11.优选的,所述支撑板的前后侧均开设有滑槽,每个所述滑槽的内部均滑动连接有连杆,每个连杆的另一端均固定连接在导电片的内壁上,所述导电片的顶壁与底壁均开设有限位槽,所述导电片设置为弹性材质,所述滑槽的弧长长度值与连接套的弧长长度值保持一致。
12.优选的,所述壳体的底壁固定连接有裙底,所述裙底的底壁固定连接有三个支撑柱,每个所述支撑柱与裙底的底壁中心的间距值保持一致。
13.本发明具备以下有益效果:1、本发明通过第二电磁铁的电磁吸附实现支撑板的下移,同时通过导电块、导电片、连接套之间的配合设置实现对原料的均匀挤压定料,根据相邻连接套的间距值达到原料塑形精确定量的效果,显著提高了每段电缆原料塑形的精确性,提高了塑形效率。
14.2、本发明通过支撑板下移挤压出料过程中实现多个弹性连接筋的内陷进而实现
对原料的引流混合,同时通过导电片与导电块之间的配合设置实现将焦耳热量经过弹性连接筋传递至原料,进而达到增强原料塑形的效率。
15.3、本发明通过电缆切割机构实现对塑形完成电缆的按需求切割,同时通过第一电磁铁、切割刀之间的配合设置实现对电缆的截断,与此同时通过第一限位齿、第二限位齿的设置实现对电缆外壁的开槽,便于电缆后续与限位条的卡接限位。
16.4、本发明通过定量挤压的原料进过螺旋塑形槽的塑形挤压达到电缆的螺旋式塑形的效果,使得绑线的螺旋与限位齿条对导线进行轴向和径向的固定,固定更加牢靠,结构简单,设计合理,安装极为方便,徒手即可安装且秒/只,显著提高了安装效率。
附图说明
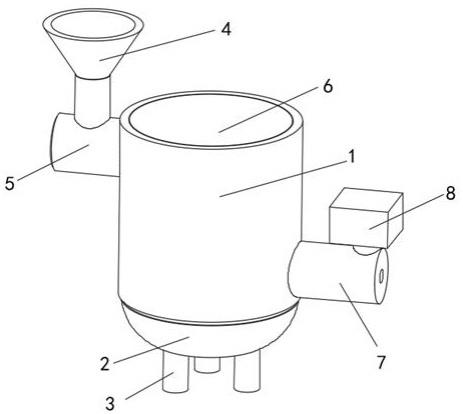
17.图1为本发明立体结构示意图;图2为本发明壳体内部剖视立体结构示意图;图3为本发明图2中a处结构放大示意图;图4为本发明支撑板俯视结构示意图;图5为本发明图4中b处结构放大示意图;图6为本发明切割组件内部结构示意图。
18.图中:1、壳体;2、裙底;3、支撑柱;4、进料斗;5、进料管;6、顶板;7、塑形组件;71、螺旋塑形槽;8、切割组件;81、第一电磁铁;82、弹簧;83、永磁铁;84、限位轨;85、切割刀;86、第一限位齿;87、支撑座;88、收卷槽;89、第二限位齿;9、支撑板;91、滑槽;92、连杆;10、导电片;101、限位槽;11、连接套;12、导电块;13、伸缩套;14、弹性连接筋;15、第二电磁铁;16、底套。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.一种架空电缆绑线材料,由以下材料组成:pvc树脂、稳定剂、cpe、石墨烯、润滑剂、pa-757k、纳米锡酸锌、紫外线吸收剂、阻燃剂、高岭土、抗氧剂抗uv;各原材的基础配比如下:pvc树脂6028.8%稳定剂31.44%pa-757k10048%纳米锡酸锌104.8%紫外线吸收剂0.30.144%cpe104.8%阻燃剂20.96%石墨烯12.56%高岭土104.8%
抗氧剂抗uv0.30.146%润滑剂0.20.11%;的pvc的聚合度优选900-1500;的pa-757k为镇江奇美含胶量20%丙烯腈共聚体;的稳定剂采用脂肪酸盐类;的阻燃剂锡酸锌复配。
21.一种架空电缆绑线材料的制造工艺,由以下步骤组成:s1、基础配方原料经过高速混合机进行高温捏合,依次将聚氯乙烯,稳定剂,阻燃剂,cpe,润滑剂,pa-757k,抗氧剂抗un高岭土等加入高混机内高速搅拌;s2、捏合完成后的原材料经过电热鼓风干燥箱进行冷却干燥,高速拌料到25min左右或者料温达到145℃将粉料排入冷却装置冷却到85℃时加入到挤出喂料机内;s3、干燥完成后的原料经过转矩流变仪中的挤压出料装置实现挤压出料;s4、挤压出料后的原料经过真空干燥箱实现成品冷却塑形,经过双螺杆造粒机组后热进行风冷热切制得造粒制成一种架空电缆绑线材料.s5、双螺杆造粒机中各区的温度控制为:进料区为150℃~180℃,塑化区为150℃~185℃,机头温度为190℃~195℃架空电缆绑线材料物性测试的实验结果如下:性能实施例1实施例2实施例3实施例4缺口冲击强度14kj/m212kj/m211kj/m210kj/m2拉伸强度42mpa40mpa38mpa36mpa弯曲强度60mpa59mpa57mpa54mpa热变形温度95℃87℃82℃75℃阻燃级别ul94v-0ul94v-0ul94v-0ul94v-0耐寒性(-30℃落球冲击)不破裂不破裂不破裂不破裂表面电阻100ω.m101ω.m102ω.m103ω.m以上合理调整了pvc和pa-757k的比例,可以显著改善材料的机械性能,而其中cpe,石墨的加入能够改善pvc和pa-757k的加工性的同时使材料在-40℃下仍具有加好的韧性;阻燃剂的加入可使绑线的阻燃性能达到美国ul94v-0级要求;热稳定剂的加入,可使pvc和pa-757k防止pvc加工过程中发生热分解;抗氧剂的加入,又使得pvc和pa-757k材料具有较强的抗氧化能力;润滑剂的加入使得绑线具有很好的加工性能。高岭土的加入使得绑线的综合机械性能达到最佳状态。
22.从以上案例数据对比来看本发明架空绑线材料保持阻燃性能的同时,还具有优异的低温耐冲击性能。耐低温-40℃,耐候性抗紫外线优良,表面电阻可达到100ω.m,电性能稳定可达地、到永久防静电,阻燃环保无挥发。
23.请参阅图1-6,一种架空电缆绑线材料及其制造工艺,挤压出料装置包括壳体1,壳体1的左侧顶端固定连接有进料管5,进料管5的上端固定连接有进料斗4,壳体1的右侧底端固定连接有塑形组件7,塑形组件7的内部设有电缆塑形机构,塑形组件7的上端固定连接有切割组件8,切割组件8的内部设有电缆切割机构,壳体1的内部设有挤压定料机构;挤压定料机构包括滑动连接在壳体1内顶部的支撑板9,支撑板9的底壁固定连接有伸缩套13,伸缩套13的底壁固定连接有第二电磁铁15,第二电磁铁15的另一端固定连接在壳体1的内壁上。
24.支撑板9的底壁固定连接有弹性连接筋14,弹性连接筋14位于伸缩套13的外侧,弹性连接筋14的另一端设有底套16,底套16的底壁固定连接在壳体1的内底壁上,弹性连接筋14的底壁固定连接在底套16的顶端。
25.弹性连接筋14呈弯曲弧形形状,弹性连接筋14沿伸缩套13的外侧等间距设置,支撑板9设置为磁性材质,壳体1的前后内侧壁均固定连接有连接套11,连接套11沿壳体1的竖直方向等间距设置六组,连接套11的内部固定连接有导电块12,首先将原料经进料斗4加入壳体1内部,接着开启第二电磁铁15,在电磁的吸附力作用下,使得支撑板9下移,进而使得伸缩套13挤压收缩,此时支撑板9外侧的导电片10与连接套11内部的导电块12接触通电,此时,导电片10发生凹陷弯折,使得连杆92朝着支撑板9的侧壁滑动,进而使得整个装置内部密闭性完整,通过腔内的容积变化实现挤压出料,至此实现一次定量取料,此时原料经过支撑板9的挤压经过塑形组件7挤压出料,当出料完成后,增大第二电磁铁15的电流,使得电磁吸附力增大,带动支撑板9进一步下移,与下一个相邻的导电块12接触通电,如此往复进而实现多次取料,通过第二电磁铁15的电磁吸附实现支撑板9的下移,同时通过导电块12、导电片10、连接套11之间的配合设置实现对原料的均匀挤压定料,根据相邻连接套11的间距值达到原料塑形精确定量的效果,显著提高了每段电缆原料塑形的精确性,提高了塑形效率。
26.电缆切割机构包括固定连接在切割组件8顶壁的第一电磁铁81,第一电磁铁81的底壁固定连接有弹簧82,弹簧82的另一端固定连接有永磁铁83,永磁铁83的外侧设有限位轨84,永磁铁83滑动连接在限位轨84的内部,永磁铁83的底壁左侧固定连接有第一限位齿86,第一限位齿86的右侧且位于永磁铁83的底壁固定连接有切割刀85;电缆切割机构还包括固定连接在塑形组件7内底壁的支撑座87,支撑座87的顶端左侧固定连接有第二限位齿89,第二限位齿89的右侧且位于支撑座87的顶壁开设有收卷槽88,收卷槽88与切割刀85相互适配。
27.电缆塑形机构包括开设在塑形组件7内部的螺旋塑形槽71,螺旋塑形槽71的左侧延伸至壳体1的内部,螺旋塑形槽71的右侧延伸至支撑座87的左侧,定量挤压出料的物料经过塑形组件7的内部的螺旋塑形槽71的限位作用实现螺旋式弯曲,进而达到本发明预期的设计理念;当导电片10与导电块12接触通电时,产生电信号,此时开启第一电磁铁81,实现对塑形完成的原料进行切割,此时在磁斥力的作用下使得永磁铁83下移,使得弹簧82伸长,切割刀85与第一限位齿86同步下移,使得对电缆的及时切割截断,自此处,由于第一限位齿86和第二限位齿89的错位设置,使得电缆断口出的左侧留下多个限位凹槽,便于后期的电缆与限位齿条的安装固定,通过电缆切割机构实现对塑形完成电缆的按需求切割,同时通过第一电磁铁81、切割刀85之间的配合设置实现对电缆的截断,与此同时通过第一限位齿86、第二限位齿89的设置实现对电缆外壁的开槽,便于电缆后续与限位条的卡接限位。
28.支撑板9的前后侧均开设有滑槽91,每个滑槽91的内部均滑动连接有连杆92,每个连杆92的另一端均固定连接在导电片10的内壁上,导电片10的顶壁与底壁均开设有限位槽101,导电片10设置为弹性材质,滑槽91的弧长长度值与连接套11的弧长长度值保持一致,在支撑板9下移的过程中,固定连接在支撑板9底壁的弹性连接筋14随之发生弯曲内陷,在导电片10与导电块12接触过程中,产生的焦耳热经过弹性连接筋14均匀传递至原料内部。随之弹性连接筋14形变的过程中也对原料起到了引流的作用。
29.壳体1的底壁固定连接有裙底2,裙底2的底壁固定连接有三个支撑柱3,每个支撑柱3与裙底2的底壁中心的间距值保持一致,确保装置底壁的稳定性。
30.本发明的使用方法(工作原理)如下:首先将原料经进料斗4加入壳体1内部,接着开启第二电磁铁15,在电磁的吸附力作用下,使得支撑板9下移,进而使得伸缩套13挤压收缩,此时支撑板9外侧的导电片10与连接套11内部的导电块12接触通电,此时,导电片10发生凹陷弯折,使得连杆92朝着支撑板9的侧壁滑动,进而使得整个装置内部密闭性完整,通过腔内的容积变化实现挤压出料,至此实现一次定量取料,此时原料经过支撑板9的挤压经过塑形组件7挤压出料,当出料完成后,增大第二电磁铁15的电流,使得电磁吸附力增大,带动支撑板9进一步下移,与下一个相邻的导电块12接触通电,如此往复进而实现多次取料;在支撑板9下移的过程中,固定连接在支撑板9底壁的弹性连接筋14随之发生弯曲内陷,在导电片10与导电块12接触过程中,产生的焦耳热经过弹性连接筋14均匀传递至原料内部。随之弹性连接筋14形变的过程中也对原料起到了引流的作用;定量挤压出料的物料经过塑形组件7的内部的螺旋塑形槽71的限位作用实现螺旋式弯曲,进而达到本发明预期的设计理念;当导电片10与导电块12接触通电时,产生电信号,此时开启第一电磁铁81,实现对塑形完成的原料进行切割,此时在磁斥力的作用下使得永磁铁83下移,使得弹簧82伸长,切割刀85与第一限位齿86同步下移,使得对电缆的及时切割截断,自此处,由于第一限位齿86和第二限位齿89的错位设置,使得电缆断口出的左侧留下多个限位凹槽,便于后期的电缆与限位齿条的安装固定;当取料切割完成后,闭合第二电磁铁15,此时磁性吸附消失,原先压缩到底部的伸缩套13恢复至初始位置,再次加工时,重复上述工作原理。
31.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。