1.本实用新型涉及办公用品加工技术领域,尤其是涉及一种桌椅支架自动焊接机械手。
背景技术:
2.在金属制的办公桌椅的生产过程中,通常需要利用自动焊接机械手来对桌椅的支架进行焊接固定。
3.相关技术中,自动焊接机械手主要包括底座以及转动设置于底座上的机械臂,机械臂可三轴移动,机械手远离底座的一端设置有用于焊接支架的焊头,底座的一侧还设置有用于放置需要焊接的支架的工作台,焊接时,驱动机械臂移动,调整机械臂的位置,使焊头能够对支架进行焊接。
4.但是,相关技术中的自动焊接机械手,焊接时产生的金属残渣会与焊头粘连,随着焊接时间的增加,焊头上积攒的金属残渣越来越多,影响焊接质量。
技术实现要素:
5.为了改善相关技术中的自动焊接手在焊接时,金属残渣积攒在焊头上影响焊接质量的现象,本技术提供一种桌椅支架自动焊接机械手。
6.本技术提供的一种桌椅支架自动焊接机械手采用如下的技术方案:
7.一种桌椅支架自动焊接机械手,包括底座以及转动设置在所述底座上的机械臂,所述机械臂远离所述底座的一端设置有焊头,所述焊头外套设有套筒,且所述套筒与所述焊头滑移连接,所述套筒背离所述机械臂的一端设置弹性刮片,所述弹性刮片抵接于所述焊头的侧壁,所述机械臂上设置有用于驱动所述套筒相对所述焊头滑移的驱动组件。
8.通过采用上述技术方案,在焊接时,通过驱动机械臂转动,调整焊头的位置,使焊头抵接于支架并对支架进行焊接,通过驱动组件驱动套筒沿焊头的长度方向朝靠近或远离机械臂的方向移动,使套筒带动弹性刮片对焊接时残留在焊头侧壁上的金属残渣进行清理。相较于相关技术中的自动焊接机械手,本身请能够在焊接时,通过驱动组件驱动套筒移动,从而带动弹性刮片对焊头的侧壁上的金属残渣进行清理,有效地避免了因随着焊接时间的增加,焊头上的金属残渣积攒得越来越多,影响了焊接质量的现象。
9.优选的,所述弹性刮片包括四片弧形的弹片,四片所述弹片配合形成供焊头穿过的通孔,且四片所述弹片均抵接于所述焊头的侧壁。
10.通过采用上述技术方案,使弹片在清理焊头的侧壁上的金属残渣时清理的更干净。
11.优选的,所述驱动组件包括固定连接于所述机械臂上的气缸座以及设置在气缸座上的气缸,所述气缸的活塞杆与所述焊头平行,且所述气缸的活塞杆连接有连接座,所述连接座可拆卸连接于所述套筒。
12.通过采用上述技术方案,气缸伸缩以驱动套筒沿焊头的长度方向朝靠近或远离机
械臂的方向移动,从而令弹片能够稳定地对焊头的侧壁上的金属残渣进行清理。
13.优选的,所述套筒包括两个半圆座,两个所述半圆座可拆卸连接,且两个所述半圆座之间设置有用于使两者连接固定的固定组件。
14.通过采用上述技术方案,使套筒能够从焊头上拆卸下来,方便对套筒进行清洗。
15.优选的,所述固定组件包括管夹,所述管夹套设于所述两个半圆座的侧壁,且管夹的两侧通过螺栓固定连接。
16.通过采用上述技术方案,管夹能够箍紧两个半圆座,并且通过螺栓将两个半圆座固定,使两个半圆座拆卸更简单。
17.优选的,所述连接座背离气缸的一侧开设有两个相互平行的燕尾槽,两个所述燕尾槽均沿垂直于所述气缸的活塞杆的长度方向设置,且两个所述燕尾槽内均设置有用于与所述燕尾槽滑移配合的滑块,两个所述滑块分别固定连接于所述两个半圆座。
18.通过采用上述技术方案,将两个半圆座抱合时,带动两个滑块均沿燕尾槽的长度方向朝相互靠近的方向移动,当两个半圆座抱合呈圆柱形时,通过管夹将两个半圆座箍紧固定,使两个滑块固定在滑槽内,需要将两个半圆座拆卸时,通过管夹将两个半圆座分开,并驱动两个滑块沿燕尾槽向相互远离的方向移动,从燕尾槽中滑出即可完成分离,操作简便。
19.优选的,所述焊头的侧壁设置有凸块,所述套筒内壁设置有用于与所述凸块滑移配合的滑轨。
20.通过采用上述技术方案,凸块与滑轨滑移配合,在套筒沿焊头的长度方向滑移时,对套筒起到导向作用,使套筒不易从焊头上偏移。
21.优选的,四片所述弹片上均设置有尼龙保护垫。
22.通过采用上述技术方案,尼龙垫能够在弹片在清理焊头的侧壁上的金属残渣时,对焊头起到保护作用。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.本技术能够在焊接时,通过驱动气缸带动套筒沿焊头的长度方向朝靠近或远离机械臂的方向移动,从而带动弹性刮片沿焊头的长度方向移动,进而对焊头的侧壁上的金属残渣进行清理,避免了随着焊接时间的增加,积攒在焊头上的金属残渣越来越多,导致焊接质量的现象;
25.2.本技术中用于清理金属残渣的弹片上均设置有尼龙保护垫,能够有效地避免弹片在清理焊头上的金属残渣时对焊头造成损害。
附图说明
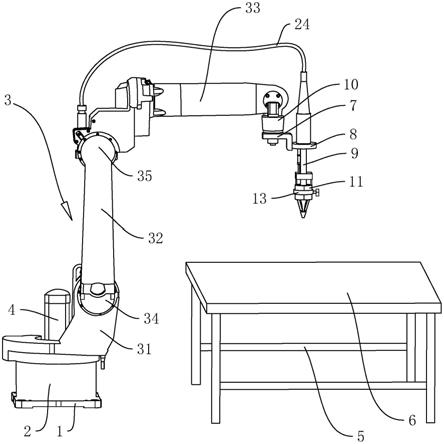
26.图1是本实施例的整体结构示意图;
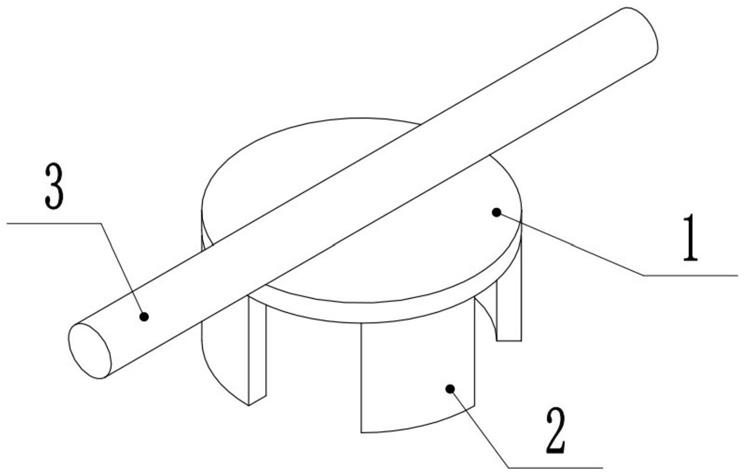
27.图2是用于焊头座、套筒以及焊头之间的配合关系示意图。
28.附图标记说明:1、底座;2、旋转平台;3、机械臂;31、第一机械臂;32、第二机械臂;33、焊臂;34、第一转盘;35、第二转盘;4、第一电机;5、机架;6、工作台;7、转动座;8、焊头座;9、焊头;10、第二电机;11、套筒;12、半圆座;13、管夹;14、滑槽;15、凸块;16、弹片;18、气缸;19、连接座;20、燕尾槽;21、滑块;22、连杆;23、尼龙保护垫;24、气管。
具体实施方式
29.以下结合附图1-2对本技术作进一步详细说明。
30.一种桌椅支架自动焊接机械手,参照图1,包括底座1、转动设置于底座1上的旋转平台2以及设置在旋转平台2上的机械臂3。其中,底座呈方体状设置,旋转平台2呈圆柱状设置,底座上设置有用于驱动旋转平台2转动的第一电机4,第一电机4的输出轴固定连接旋转平台2的中心,底座1的一侧设置有机架5,机架5上设置有工作台6,工作台6用于放置需要焊接的支架。
31.参照图1,机械臂3包括第一机械臂31、第二机械臂32、以及焊臂33,第一机械臂31转动安装于旋转平台2上,第一机械臂可相对旋转平台2沿水平方向旋转。第一机械臂31远离旋转平台2的一侧设置有第一转盘34,第一转盘34呈竖向分布,且第一转盘34转动安装于第一机械臂31的侧壁,第一转盘34背离第一机械臂31的一侧固定连接有第二机械臂32,第二机械臂32远离第一转盘34的一侧设置有第二转盘35,第二转盘35转动安装于第二机械臂32的侧壁,第二机械臂32可相对第一机械臂31上下翻转。第二转盘35背离第二机械臂32的一侧固定连接于焊臂33,焊臂33可相对第二机械臂32上下翻转。此外,第一转盘34、第二转盘35上均设置有分别用于驱动第一转盘34和第二转盘35转动的驱动电机(图中未标示出),驱动电机的输出轴分别连接于第一转盘34和第二转盘35。
32.参照图1,焊臂33远离第二机械臂32的一端转动设置有转动座7,转动座7的侧壁固定连接有焊头座8,焊头座8的底侧设置有用于焊接支架的焊头9。焊头座8背离焊头9的一侧连接有气管24,气管24与焊头9的朝向焊头座8的一端连通。焊臂33上设置有用于驱动转动座7转动的第二电机10,第二电机10的输出轴固定连接于转动座7。
33.参照图1和图2,本实施例中,焊头9呈圆柱体状设置,焊头9外套设有套筒11,套筒11滑移连接于焊头9,且套筒11能沿焊头9的长度方向滑移。套筒11包括两个半圆座12,两个半圆座12可拆卸连接,且两个半圆座12之间设置有用于使两个半圆座12连接固定的固定组件。
34.具体的,固定组件包括用于箍紧抵接于两个半圆座12的管夹13、以及用于将管夹13的两端连接固定的螺栓。
35.参照图1和图2,两个半圆座12的内壁均开设有滑槽14,滑槽14沿焊头9的长度方向设置,焊头9的侧壁上设置有用于与两个滑槽14滑移配合的凸块15,两个凸块15固定连接于焊头9的侧壁,且两个凸块15对称分布于焊头9的两侧。
36.套筒11背离焊头座8的一侧设置有用于清理焊头9上的金属残渣的弹性刮片,弹性刮片抵接于焊头9的侧壁。弹性刮片包括四片弧形的弹片16,四片弹片16配合形成供焊头9穿过的通孔,且四片弹片16均抵接于焊头9的侧壁。焊头座8上还设置有用于驱动套筒11沿焊头9的长度方向滑移的驱动组件。
37.具体的,驱动组件包括固定连接于焊头座8的底侧的气缸座,气缸座上设置有气缸18,气缸18的活塞杆沿套筒11的长度方向设置,且气缸18的活塞杆连接有连接座19,连接座19可拆卸连接于套筒11。通过驱动气缸18伸展或收缩,带动套筒11沿焊头9的长度方向朝靠近或远离焊头座8的方向移动,从而令弹性刮片在套筒11的带动下对焊头9的侧壁上的金属残渣进行清理。
38.参照图1和图2,连接座19背离气缸18的一侧开设有燕尾槽20,燕尾槽20沿垂直于
焊头9的长度方向设置,且燕尾槽20贯穿于连接座19的两侧,燕尾槽20内设置有两个用于与燕尾槽20滑移配合的滑块21,滑块21可沿燕尾槽20的长度方向滑移,且滑块21可从燕尾槽20的两端滑出。两个滑块21与两个半圆座12之间均设置有连杆22,连杆22的两端分别固定连接于滑块21和半圆座12。通过驱动两个半圆座12朝相互靠近的方向移动,带动两个滑块21沿燕尾槽20的长度方向朝相互靠近的方向移动,当半圆座12的两侧相互抵接时,通过管夹13将两个半圆座12连接固定,从而令两个滑块21固定在滑槽14内,当需要拆卸时,将管夹13上的螺栓松开,使两个半圆座12分离,同时驱动两个半圆座12朝相互远离的方向移动,带动两个滑块21沿滑槽14的方向朝相互远离的方向移动,当滑块21从滑槽14的端部滑出时,即可完成对两个半圆座12的拆卸。
39.此外,为防止弹片16在清理焊头9的侧壁上的金属残渣时对焊头9造成损伤,在弹片16的表面均设置有耐高温性能良好的尼龙保护垫23。
40.本技术的实施原理为:焊接时,将支架放置在工作台6上,通过驱动第一电机4、第二电机10以及驱动电机转动,调节机械臂3相对于工作台6的位置,使头抵接于支架需要焊接的位置,通过驱动气缸18使套筒11沿焊头9的长度方向朝靠近焊头座8的方向移动,此时焊头9对支架进行焊接,当支架的一个焊点完成后,驱动第一电机4、第二电机10以及驱动电机转动,使焊头9的位置改变,并驱动焊头9前往下一焊点,此时驱动气缸18使套筒11沿焊头9的长度方向朝远离焊头座8的方向移动,使弹片16在套筒11的带动下对焊头9的侧壁进行清理,当焊头9到达下一焊点时,驱动气缸18使套筒11沿焊头9的长度方向朝靠近焊头座8的方向移动,如此反复通过驱动气缸18带动套筒11沿焊头9的长度方向朝靠近或远离焊头座8的方向移动,在焊头9焊接完一个焊点前往下一个焊点时,弹片16对焊头9的侧壁上的金属残渣进行清理。
41.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。