1.本技术涉及焊接定位工装的领域,尤其是涉及一种用于置物架生产的焊接定位机构。
背景技术:
2.随着生活用品的种类与数量增加,置物架的应用也越来越广泛,置物架能用于分类归纳不同种类的生活用品,以便于人们寻找所需生活用品。置物架通常会在边角处使用u形管,以使置物架的边角处较为平滑,称u形管两端的弯折部分为连接部,中间平直的部分为固定部。置物架生产加工时,需要在u形管的连接部焊接套管,以在u形管的连接部组装其余部件,便于后续安装工序的进行。
3.焊接时,需要对u形管和套管进行定位,从而使u形管的连接部和套管能精准连接在一起,从而提升所组成的置物架的品质。实际加工中u形管和套管的定位常直接通过操作人员直接手动进行定位,而手动定位对操作人员的操作要求较高,且定位花费时间较长,不利于置物架的快速加工生产。
技术实现要素:
4.为了提升u形管与套管焊接的精准度,本技术提供一种用于置物架生产的焊接定位机构。
5.本技术提供的一种用于置物架生产的焊接定位机构采用如下的技术方案:
6.一种用于置物架生产的焊接定位机构,包括机架,所述机架上设置有用于将u形管的连接部对准套管的定位组件,定位组件包括供套管嵌套的定位块,定位块与机架连接,定位块配套有用于放置u形管的连接部的放置板,放置板上设置有用于限定连接部位置的放置槽;定位组件还包括用于将连接部推向定位块的推送件。
7.通过采用上述技术方案,定位时,先将套管套设在定位柱上,再将u形管的连接部放置于放置板的放置槽中进行定位,使套管与u形管的连接部对准,再通过推送件将u形管的连接部推向定位块,使u形管的连接部与定位块上的套管抵紧,从而提升u形管与套管之间定位的精准度,降低对操作人员的操作要求,减少定位所花费的时间,进而加快置物架的加工生产。
8.可选的,所述推送件采用推拉式快速夹钳,推拉式快速夹钳安装于机架。
9.通过采用上述技术方案,推拉式快速夹钳在日常生活中易于获取,便于推拉式快速夹钳的维修和替换。
10.可选的,所述推拉式快速夹钳包括推送杆,推送杆与u形管抵接的一端设置有弹性垫。
11.通过采用上述技术方案,弹性垫能减小推送杆与u形管之间的挤压,从而使u形管的表面不易变形损坏,提升u形管的完整性。
12.可选的,所述机架上设置有放置框。
13.通过采用上述技术方案,放置框能用于放置待加工的套管和u形管,便于操作人员拿取,提升操作人员加工时的便捷度。
14.可选的,所述机架上设置有用于承载u形管的固定部的升降板,升降板与机架之间设置有驱动升降板升降的驱动组件,推送件安装于升降板。
15.通过采用上述技术方案,升降组件能带动升降板进行升降,从而带动u形管的固定部升降,固定部升降时将导致连接部与套管之间的角度改变,从而使u形管能和套管以不同的角度进行连接,满足u形管和套管焊接的多样性的需求。
16.可选的,所述驱动组件包括与升降板连接的齿条,机架铰接有与齿条啮合的齿轮,齿轮同轴设置有蜗轮,蜗轮配套有蜗杆,蜗杆与机架铰接。
17.通过采用上述技术方案,由蜗杆带动蜗轮,蜗轮再带动齿轮进行转动,齿轮与齿条啮合,而齿条与升降板连接,从而实现升降板的升降功能,且蜗轮和蜗杆自身具有自锁功能,能在升降的同时实现随时锁定,便于操作人员对升降板的调节。
18.可选的,所述机架与升降板之间设置有配合升降板升降的稳固组件。
19.通过采用上述技术方案,稳固组件能提升升降板升降时的稳定性,从而使升降板在升降的过程中更加稳定。
20.可选的,所述稳固组件包括设置于机架的导柱和设置于升降板的导套。
21.通过采用上述技术方案,导柱和导套的摩擦力小,且稳固性较好,能使升降板的升降更加稳定顺畅。
22.综上所述,本技术包括以下有益技术效果:
23.1、通过定位块、防止板的放置槽和推拉式快速夹钳能提升套管与u形管之间定位的精准性,同时能降低焊接操作对操作人员的操作要求,减小定位所花费的时间,从而提升套管和u形管的焊接效率,加快置物架的生产加工进程;
24.2、升降板和升降组件能调节u形管的连接部与套管之间的角度,从而满足不同的焊接要求,提升本技术满足u形管和套管焊接的不同需求。
附图说明
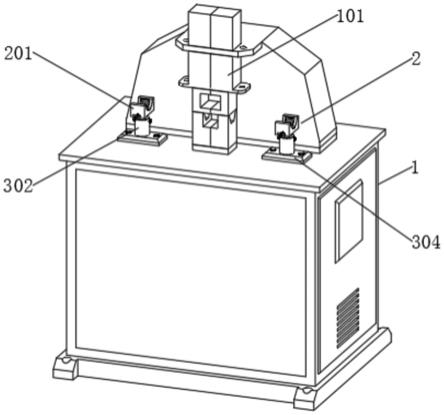
25.图1是本技术实施例1的一种用于置物架生产的焊接定位机构的整体结构示意图。
26.图2是图1中的a的放大结构示意图。
27.图3是图1中的b的放大结构示意图。
28.图4是本技术实施例2的升降组件的结构示意图。
29.图5是本技术实施例2的稳固组件的结构示意图。
30.附图标记说明:
31.1、机架;11、定位块;111、插入部;112、支撑部;12、放置板;121、放置槽;13、推拉式快速夹钳;131、推送杆;1311、弹性垫;132、按压部;14、放置框;15、升降板;151、齿条;152、齿轮;153、连动杆;154、蜗轮;155、蜗杆;156、导柱;157、导套;16、承载板;2、u形管;21、连接部;22、固定部;3、套管。
具体实施方式
32.以下对本技术作进一步详细说明。
33.实施例1:
34.本实施例公开一种用于置物架生产的焊接定位机构,参照图1~3,包括机架1,机架1上设置有用于将u形管2的连接部21对准套管3的定位组件,定位组件包括供套管3嵌套的定位块11,定位块11配套有用于放置u形管2的连接部21的放置板12,放置板12上设置有用于限定连接部21位置的放置槽121;定位组件还包括用于将连接部21推向定位块11的推送件。
35.结合图1,机架1顶端设置有承载板16,承载板16呈长方形板状,水平设置,承载板16的底面与机架1固定连接。结合图2,定位块11位于承载板16长度方向的两端,且位于承载板16长度方向的一端。定位块11包括插入部111和支撑部112。支撑部112呈圆柱状,轴线竖直设置,支撑部112的底端与机架1固定连接。插入部111同样呈圆柱状,轴线与支撑部112的轴线重合,插入部111的外径小于支撑部112的外径,插入部111的底端与支撑部112的顶端固定连接。套管3套入插入部111时,套管3的底端与支撑部112的顶端抵接。
36.放置板12位于承载板16长度方向的两端,竖直设置,放置板12的底端与承载板16的顶面固定连接。放置槽121贯穿放置板12的板面,且u形管2放置在放置槽121时,u形管2的连接部21朝向定位块11。
37.结合图3,推送件采用推拉式快速夹钳13。推拉式快速夹钳13安装于承载板16,且推拉式快速夹钳13位于承载板16长度方向远离定位块11的一侧。推拉式快速夹钳13包括推送杆131和按压部132,通过按压按压部132能将推送杆131推出。推送杆131的推送方向朝向与承载板16的宽度方向平行,推送杆131用于推送u形管2的一端设置有弹性垫1311,弹性垫1311与推送杆131固定连接。
38.结合图1,承载板16两端的机架1上设置有放置框14。放置框14呈长框状,开口向上,长度方向与承载板16的长度方向垂直,放置框14的底面与机架1固定连接。
39.本实施例的一种用于置物架生产的焊接定位机构的实施原理为:定位时,将套管3套入定位块11,将u形管2放入放置槽121,再通过推拉式快速夹钳13将u形管2推向定位块11,从而使u形管2的连接部21与套管3抵接,实现套管3与u形管2的定位,减小操作人员定位时的操作难度,减少定位套管3与u形管2所花费的时间,使套管3和u形管2的焊接速度快,加快置物架加工进程。
40.实施例2:
41.参照图4,本实施例与实施例1的不同之处在于,承载板16上方设置有用于承载u形管2的固定部22的升降板15。升降板15呈长板状,水平设置,方向与承载板16的长度方向平行。推拉式快速夹钳13安装于升降板15,且位于升降板15长度方向远离定位块11的一侧。
42.结合图5,承载板16的下方设置有用于驱动升降板15升降的升降组件,升降组件包括设置于机架1上的齿轮152。齿轮152的轴线处穿设有连动杆153。连动杆153呈长圆杆状,水平设置,轴线与齿轮152的轴线重合。连动杆153长度方向的两端与承载板16铰接,铰接轴方向与承载板16的长度方向平行,且连动杆153与齿轮152固定连接。齿轮152与升降板15之间设置有齿条151。齿条151的一端与齿轮152啮合,另一端穿过承载板16与升降板15的底端固定连接。
43.连动杆153上套设有蜗轮154,蜗轮154的轴线与连动杆153的轴线重合,且蜗轮154与连动杆153固定连接。蜗轮154配套有蜗杆155,蜗杆155与蜗轮154相啮合,且蜗杆155铰接
与承载板16。
44.结合图4,升降板15与承载板16之间设置有稳固组件。稳固组件包括若干导柱156。导柱156呈长圆柱状,竖直设置,导柱156的底端与承载板16的顶面固定连接,若干导柱156分别位于升降板15的边角处。升降板15的边角处对应设置有导套157,导套157套设在导柱156外部。
45.实施例2的实施原理为:通过蜗轮154蜗杆155能带动升降板15升降,并且随时实现自动锁定,升降板15能调节u形管2的固定部22的高度,使u形管2的连接部21与套管3的角度改变,从而u形管2能和套管3以不同的角度进行焊接。导柱156和导套157能使升降板15在升降过程中更加顺滑稳定。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。