用于高速处理布的设备
1.相关申请的交叉引用该申请要求享有2019年10月4日提交的美国临时申请62/910,938的优先权权益。
技术领域
2.本发明大体上涉及用于高速处理布的方法和设备,且更特别地涉及一种用于在网处理机器中激光处理以高速平移的宽网非织造布的设备。
背景技术:
3.用于将宽网材料处理为通常尺寸和/或构造的转换机器大体上需要以高速移动网来实现生产效率。此类机器典型地处理在宽度上范围最多达110 cm(约43英寸)的以最多达3.6 m/s(700英尺/分钟)的速度移动通过机器的宽网材料。切割和穿孔操作常规地由横向越跨过网且接触网以对材料切割或穿孔的辊等来执行。使用使接片(未切断的网的部分)在6 mm至25 mm范围的间距上变化于0.5 mm与2 mm之间的穿孔图案,沿网的穿孔间距可接近于100 mm(4英寸)。当使用机械穿孔手段(means)时,改变穿孔图案需要显著的机器停机时间(大约2至4小时),以便改变穿孔切割器元件。此类停机时间代表显著的生产损失。
4.激光器示为适于对一些材料执行某些处理操作。激光器不像机械切割器那样磨损,且因此不需要周期地削尖。此外,它们具有容易重新配置成实施期望的穿孔图案或以最少的机器停机时间适应不同材料特性的益处。然而,已知的激光处理系统大体上受限于最多达0.5 m/s(100英尺/分钟)的处理速度,远低于使用机械穿孔手段的机器的能力。
5.除了速度外,穿孔质量在激光系统中成问题。在激光材料处理中,扫描区域受激光焦点可保持在平面工件的表面上的程度所限制。由于激光具有良好的适应性、精度和可重复性,激光处理的进步已指向金属、陶瓷、玻璃和聚合物的处理。脉冲激光(尤其是飞秒或皮秒激光)在工件上产生不显著的热影响区(热影响区将需要后处理的热处理),产生干净的处理质量,且提供良好的物理可重复性。
6.大体上采用两种方法。第一种是使用以一定高度定位在工件上方的激光器头,该高度固定为激光器头中的会聚透镜的焦距。激光器头通过机械手段(典型为链/带驱动)来移动,以使激光束扫掠跨过工件。该构造在扫描上可缓慢,受机械运动机构所限制,远少于使用机械穿孔器可能的每分钟2100次穿孔。
7.第二种是使用平场扫描透镜(通常称为f-theta透镜)来将激光束以平的焦平面输送到工件。供束扫描仪使用的常规球面透镜光学件仅能在曲面上保持聚焦精度。f-theta透镜通过允许在平的平面中保持聚焦精度来解决球面透镜的限制,但通常限制了视场。至今,同时地获得跨过大视场的快速扫描速度以及可接受地保持对于产生期望结果所必需的焦斑尺寸和激光强度依然是有挑战性的。
8.已知的激光处理系统不能在布网上保持对于大量生产的(commercial)生产效率所必需的可接受的束聚焦精度和强度控制。这主要是在束扫掠跨过材料网的整个宽度时在网材料上保持激光精确聚焦方面的限制的结果。为了增加处理区域,常规的方法是增加激
光焦斑的尺寸,其对应地降低束的峰值强度和空间分辨率。束扫掠速率以及不能保持精确控制束焦点和功率,限制材料网可由激光处理所处的速度,且因此限制生产效率。
9.已广泛地开发了自适应光学件来动态地校正激光束波前中的偏差。波前是在法向于波传播方向的平面中的相位的2d图。首先,波前的偏差是由于在不同的束追踪路径之间的光学路径长度(opl)的差异。类似地,通过引入opl改变,还可改变波前以补偿偏差。通过将zernike模态添加到激光束波前,可在大于共焦长度(rayleigh长度的两倍)的范围内调节焦斑的轴向(沿束传播方向)位置,同时在整个调节范围内保持横向斑尺寸(以及因此峰值强度和分辨率)。
10.可变形镜是可用来改变波前的一类自适应光学装置。可变形镜由许多镜段组成,这些镜段可独立地控制来偏移和/或倾斜。因为任何波前可分解为zernike模态且低阶zernike模态可通过以正确的偏移和倾斜角设置每段镜来实现,任何波前可通过所有段镜的叠加来获得,因此补偿波前的失真和扩大可在其上应用激光的网的尺寸。
11.提供允许基于激光的网处理系统在布材料的网上使用的方法和设备将是有利的,其通过使用允许精确控制束焦点和强度的自适应光学件控制激光束的波前来扩展处理区域,从而允许增加在基于辊的机器中的网处理速度。额外的优点将通过一种可容易重新配置成实施不同穿孔图案或适应不同网材料的基于激光的网处理系统来实现。另外的优点将通过一种结合激光处理的光学反馈以允许实时优化和细化网处理的基于激光的系统来实现。
技术实现要素:
12.相应地,本发明(在本文中描述的实施例中的任何中)可提供以下优点中的一个或多个:本发明的目标在于提供一种用于在以高速移动通过网处理机器的非织造布材料的网上实施穿孔处理的基于激光的处理系统,其匹配可相比的基于机械的穿孔处理系统的材料吞吐量。
13.本发明的目标还在于提供一种用于在非织造布材料的网上实施穿孔处理的基于激光的处理系统,其中激光操作由控制器管理,该控制器允许穿孔特性容易重新配置,达到和包括在机器操作期间实时地重新配置。另外,可包括光学传感器以向控制器提供反馈和允许激光的实时调整来适应网特性上的变化和提供最优的网穿孔。
14.本发明的另一目标在于提供一种用于在以高速移动通过网处理机器的材料网上实施处理的基于激光的处理系统,其中束焦点调整机构使激光的焦点精确地保持在由材料网与其中激光扫掠跨过网宽度的网平面中的线的交集所限定的路径上。调整焦点允许单个激光器使用最优的激光功率有效地处理宽网材料,以最大限度地减少对网材料的损坏。
15.本发明的另一目标在于提供一种用于在以高速移动通过网处理机器的材料网上实施处理的基于激光的处理系统,其中施加到网材料的激光功率通过激光的精确控制来管理,以针对待执行的处理和网材料的特性来优化激光。
16.本发明的另外的目标在于提供一种用于在以高速移动通过网处理机器的材料网上实施处理的基于激光的处理系统,其中调整在激光束波前内的功率分布以基于网材料的属性来优化束切割的有效性。关于容易由过量的激光能量所焦化或变色的材料(诸如非织
造布),束功率的精确控制是必要的(essential)。束功率控制还允许调整使得束可配置成输送足够的能量来干净地切割较致密的材料,诸如箔或膜。
17.本发明的还另外的目标在于提供一种用于在以高速移动通过网处理机器的材料网上实施处理的基于激光的处理系统,其中施加到网材料的激光功率通过激光脉冲频率和泵电流大小的精确控制来管理,以针对待执行的处理和网材料的特性来优化激光。
18.本发明通过提供一种用于以高速激光处理非常宽的非织造布材料的设备来克服上文的限制。通过精确地管理束在网上的焦点处的聚焦和强度,该发明允许激光束在布以高速从一个辊传送到另一辊的同时在整个宽度上以规则或不规则的空间间隔对平面地设置的大件布材料进行切断、穿孔和图案化。管理激光处理系统的控制系统允许快速重新配置穿孔图案。布可为具有均匀或不均匀厚度的织造或非织造的均质或非均质的材料。提供光学传感器以在激光处理执行时感测激光处理和向系统控制器提供反馈以实时地优化激光处理性能。
附图说明
19.在考虑本发明的以下详细公开内容时,该发明的优点将是明显的,尤其是在连同附图进行时,其中:图1提供包括呈可变形镜形式的动态聚焦系统的本发明的第一实施例的图;图2提供包括呈f-theta透镜形式的动态聚焦系统的本发明的第二实施例的图;图3示出在束扫掠跨过材料网的宽度时束焦距上的改变;图4示出产生垂直于网移动方向的穿孔所需要的束扫掠路径;图5示出用于调整激光处理系统以提供网的最优处理的感测布置;图6示出使用动态调焦器的波前的改变;图7示出用于供本发明使用的备选的反射器和束会聚手段;图8是沿剖切线8-8截取的图7的截面图;以及图9是沿剖切线9-9截取的图7的截面图。
具体实施方式
20.在该发明中使用的紧固、连接、处理及其它手段和构件中的许多个在所描述的发明的领域中广泛地已知和使用,且它们准确的性质或类型对于由本领域技术人员理解和使用本发明来说不是必需的,且因此不会显著地详细论述它们。此外,本文中对用语“左”或“右”、“向前”或“向后”的任何引用是为方便起见所使用的,且通过当材料在机器中处理时在材料移动方向上的观察来确定。如对“水平”或“竖直”平面的任何引用,“向上”和“向下”的定向是相对于地面或操作表面的。此外,本文中示出或描述为用于该发明的任何特定应用的各种构件可如由该发明所预期的那样变化或改变,且任何元件的特定应用的实施可已经在本领域中由本领域技术人员广泛地已知或使用,且因此同样不会显著地详细论述每个。在参照图时,相似的部分在所有图中编号相同。
21.本发明的第一实施例使用动态调焦系统来在束横向地扫掠跨过网时保持精确的束焦点。在该布置中,使用扫描仪来使激光束横向地扫掠跨过网,且应用动态调焦系统来在束扫掠穿孔期间不断地改变激光焦点以保持它精确地聚焦于网表面上。一个示例性动态调
焦系统是可变形镜。网在该处理期间以平面的(平的)布置来保持。该实施例的优点是可在网上执行操作而不使网供给路径从平面的布置改变。显著的缺点包括需要同步与网速度和激光运动控制相关的仪器,以及在保持精确的光学对准方面的困难。图1示出该实施例的基本布置。
22.动态移焦方法是优选的,因为它允许束扫掠速度充分地快速以允许在期望的网行进速度和网宽度的情况下操作。考虑了其它实施例,但基于设计的固有限制而不受重视。考虑了使光学发射器横向振荡跨过材料网的机械驱动器。此类驱动机构在市场上是成熟的,使机构的获取和维护较容易。它们提供非常小的焦点,其使非常高的激光强度应用到网上(由于激光接近于网),其继而允许使用低功率(较低成本)的激光器。振荡的该实施例的显著缺点包括由于机械驱动系统的限制所造成的有限的扫描速度(~4 m/s,相对于40 m/s的目标光学头驱动速度);机器上必需的用于人员保护以防机械驱动器故障的额外安全特征;以及材料磨损和疲劳的担忧。
23.只要构造的特性是已知的且相应地调整动态调焦系统,也可实现非平面构造中的网材料的激光处理。还考虑了其中网在由激光扫掠的区域中弯曲以匹配扫描仪的弯曲焦平面而不动态调焦以最大限度地减少在激光横穿网宽度时焦距上变化的实施例。虽然它就处理速度来说享有动态移焦方法的许多优点且消除对于动态移焦机构的需要,在使高速材料网从平的转变成均匀弯曲的定向且然后恢复成平的定向方面的困难抵消那些优点并可使方法不实用(取决于一些网材料)。
24.考虑了结合使束光学件机械地往复上下运动的装置的实施例,其中束引导到定位在网上方的倾斜镜以在光学件往复时输送激光束横向地跨过网。可结合动态调焦系统来调制激光的波前,以管理由倾斜镜反射之后的束尺寸和形状。该实施例的优点是它在平的材料网上操作且提供紧凑的光学头和变焦系统。缺点包括倾斜镜必需大尺寸和高光学质量,以及变焦系统对于补偿网行进速度来说是必需的。
25.通过原型测试,确定了结合动态变焦系统且最大限度地减少使用机械驱动系统来移动激光器或光学扫描仪设备的实施例,以提供能力和经济性的最佳平衡。
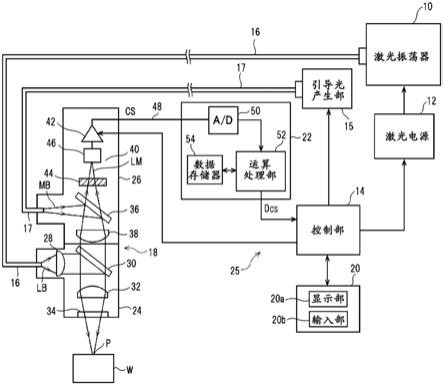
26.结合动态调焦的束输送系统的第一实施例在图1中示出。激光束输送系统10包括:超快激光器(包括激光器头、功率供应部和冷却器)20,其发射束200;控制器30,其用于经由信号导体302、304、305、308、312来管理激光束输送系统的操作;准直系统60,其包括一个或多个透镜61、62、63以将束的发散调整至与网100的第一表面101上的参考位置110对应的标称焦距f0;检流计扫描仪50,其包括功率供应部和用于引导束横向跨过邻近于束源的网的第一表面101的一个或多个可移动镜51、52;以及呈可变形镜(包括镜组件和驱动器)42形式的动态调焦器40,其用于在束从参考位置由扫描仪50横向地偏转跨过网表面时将束聚焦到经调整的焦距f1。可提供额外的镜70来使束重定向以适应其中可定位系统的空间限制。激光束输送系统10适用于供常规网处理机器使用,该常规网处理机器具有用于将材料网100输送到激光束输送系统10以用于处理的供给路径。网沿供给路径的移动由包括供给传送器120的一个或多个辊来实现,该供给传送器120可被提供功率或以其它方式管理来控制网通过机器的速度。供给传送器120的速度控制由控制器30管理且与激光束输送系统10的操作相协调。
27.参照图4,控制器30还可将束扫掠轴线105a的角度相对于横向于网移动方向(如图
4中的方向v所示出的)的轴线105以角度θ进行调整。该角度调整对于抵消在束扫掠的时间间隔期间网行进的距离来说是必需的,使得网所得到的激光处理横向(垂直)于网。在示例性机器中,网以最多达3.6 m/s(700英尺/分钟)的速度沿供给路径移动。束扫掠的速度必需快速以适应约100 mm(4英寸)的沿网的期望最小穿孔间距,其等于束每分钟扫掠跨过网约2100次(~35hz的扫掠速率)。
28.激光束是通过烧蚀网来对网材料穿孔的手段。束功率和强度的精确控制是必要的。诸如丙烯基非织造物之类的材料容易由过量的激光能量所焦化或变色。系统应充分地有能力来输送足够的能量以干净地切割较致密的材料,诸如箔或膜。对于穿孔处理,扫描仪50引导定形的且焦距经调整的激光束204横向地跨过网,暂时地中断束来以期望的穿孔图案留下网的部分未切断。备选地,激光器20自身的束可暂时地中断(关闭至off状态),以留下网的部分未切断来产生期望的穿孔图案。典型的穿孔图案使接片宽度(未切断的网的部分)在0.5 mm与2 mm之间变化,其中在接片之间的间距(网的切断部分)范围在6 mm至25 mm。激光器20还可在扫掠期间连续地操作以沿束路径完全地切断网。
29.示例性激光器20是由light conversion, uab供应的pharos型号的飞秒激光器,其配置有1027 /
‑ꢀ
5纳米(nm)的高斯束中心波长、170飞秒(fs)的脉冲持续期、1 khz的重复频率和6瓦(w)的最大的平均功率。脉冲持续期和/或重复频率上的调整允许管理输送到网的功率。关于对通常利用该方法处理的一种网材料穿孔的最佳结果在输送到网的功率为1.8瓦(w)的情况下获得。
30.准直系统60从可变形镜42接收焦距经调整的束202,且使引导到扫描仪50的束定形,产生焦距经调整的且定形的束206。该步骤改进在其中束冲击于网的第一表面101上的点处的束形状,以提供所需要的束强度和改进网切割/穿孔性能。准直系统60包括一个或多个透镜61、62、63,以将束的发散调整至与网100的第一表面101上的参考位置110对应的标称焦距f0。准直控制跨过束宽度的能量分布,以在束内产生更均匀的能量分布。效果是产生更干净的网材料“切割”。
31.激光强度还可由控制器30和/或准直系统60操纵以增加激光能量由布或网的吸收率(无论是在操作期间实时地,还是优选地在针对已知网材料的初始机器设置配置期间)。激光强度的操纵还可允许使用较低功率且因此更经济的激光器用于给定的处理应用中。非织造材料的网大体上非常薄,且在一些情况下,纤维(fiber)非常稀疏地布网,导致在网介质中的大空隙空间,其减少由网吸收的能量。为了理想的穿孔性能,增加由网吸收的激光能量可通过操作处于非常高强度的激光来实现,使得网的原子和分子可同时地或顺序地吸收多个光子。增加束强度增进网的吸收率,同时允许使用较低功率的激光器。该机构改变网材料的折射率,且因此偏移原始入射激光束的波长。偏移的波长与网的相互作用不同,且因此可在网中施加与不受操纵的激光束相比更多的能量。激光强度的操纵还可允许使用较低功率且因此更经济的激光器用于给定的处理应用中。
32.激光脉冲形状还可由控制器30调制以充分地增加脉冲的时间梯度(即,激光强度(i)相对于时间(t)的导数,di/dt)使得自相位调制(spm)在网中发生。该机构偏移原始入射激光束的波长,从而将网材料的折射率从光谱(spectrum)的线性吸收部分改变至光谱的非线性吸收部分。偏移的波长与网的相互作用不同,且因此引起与原始未偏移的束波长相比由网吸收更大的能量。
33.示例性准直系统60包括具有-100 mm焦距的thorlabs型号lc1120-b的第一透镜61、具有 500 mm焦距的thorlabs型号la1908-b的第二透镜62,以及具有 1000 mm焦距的thorlabs型号la 1464-b的第三透镜63。
34.扫描仪50控制激光束从初始位置110a跨过网到最终位置110b的移动。对于穿孔,扫描仪50向控制器30提供指示在网上的束冲击位置的信号。控制器30然后发起信号来使激光束在束扫掠期间在标记模态(on状态)与跳过模态(off状态)之间循环以在网上生成期望的穿孔图案。示例性扫描仪50是由scanlab制造的型号hurryscan
®
20的x-y扫描仪。
35.可变形镜42是光机械装置,其有能力基于在光学件与引导束所处的网的第一表面101之间的距离来改变它的形状以校正和/或调整激光束的波前。可变形镜42可在跨过网宽度的多个位置处校准,且在动态调焦处理中应用插值算法来设置系数。可变形镜42可包括用于常见扫描仪构造的预先限定的设置(例如,平面表面从升高的固定位置横向扫掠)。确立可变形镜42的设置在激光束扫描跨过网宽度时改变激光焦距,保证束焦点精确地定位在网的第一表面101上。示例性可变形镜是由iris ao制造的型号ptt111。
36.控制器30包括对于管理系统10的操作所必需的计算机硬件和软件。控制器30可操作成经由信号导体302、304、305、308、312从激光器20、动态调焦器40、网传送器120和检流计扫描仪50接收输入信号和向它们引导输出信号。在束扫描跨过材料网100时,控制器30使用动态调焦器40来动态地调整激光束焦点。在示例性系统中,控制器30包括运行定制控制应用的常规个人计算机,该定制控制应用在labview
®
和matlab
®
的编程和仿真软件中产生。
37.激光操作、调焦以及扫描仪操作和同步经由控制器30来软件控制。输入可通过预先开发的文件上传来提供,或使用与系统的用户界面来直接地提供到控制计算机系统中(例如,控制输入站,其包括监测器和输入装置)。这允许激光束输送系统10的配置容易输入或改变。模块化布置允许每个子系统单独地配置和测试。限定期望的穿孔构造的穿孔参数(例如,穿孔速度以及每个切口和凹口的位置)、材料属性等可在输入文件的库中预先限定以允许容易由用户选择。可变形镜42可触发或停用,取决于网的宽度和对于网处理来说必须保持束焦点所具有的精度。激光状态可通过脉冲选择器来独立地控制,该脉冲选择器典型地构建于激光子系统中。对于速度和位置以及迭代级数,扫描仪可独立地控制。每个模块包括错误监测,以增进系统设置和故障排除。虽然此类输入通常在机器针对给定成串的材料所设置时提供,系统有能力实时调整。
38.束波前的控制对于保持网上的穿孔质量来说是必要的。在没有动态调焦器的情况下,束仅在它的共焦范围内依然聚焦。在示例性实施例中,这使焦点控制限于工件宽度的约四分之一。在该范围之外,因为到网边缘的光学路径长度与到网中心的光学路径长度不同,斑失焦。使用动态调焦来控制束与网相互作用处的每个位置处的波前允许跨过网整个宽度的一致的束与网的相互作用(烧蚀)。
39.参照图6来解释使用动态调焦器的波前的改变。波前模型将焦平面位置确立为与网的束冲击位置的函数,将网的横向中心线用作零参考点来表达。作为垂度距离s(距离ob)的函数的动态调焦器的曲率改变由模态4的zernike系数来确定。计算出的动态调焦器曲率aod(实线307)由球面曲率aod(虚线309)来近似。球体的曲率半径是rm,以点c为中心。边缘点到光轴(oc)的高度是h。zemax建模优化zernike系数以将激光束聚焦于给定的图像平面位置处。初始地,基于与参考位置110(在图6中标识为点“o”)对应的平的参考平面306来设
置动态调焦器。当设置zernike模态以改变相位时,表面变为非平面的。示例性系统中的整个光学系统是轴对称的,因此仅考虑zernike序列的散焦模态(模态4)。zernike模态4(z4)在柱坐标系中的多项式表达为:其中,ρ是归一化到孔径的径向距离。
40.动态调焦器的弯曲表面轮廓aod是通过由系数a4所缩放的zernike模态4来表达的抛物面。计算出的抛物面曲率由通过点a、o和d的球面表面的曲率来近似。假设球体的中心在c处,那么球体的曲率半径是rm(ac的长度)。示例性动态调焦器的入口直径是3.5 mm(h = 1.75 mm,如图6中示出的)。对于垂度距离s (ob),它等同于在ρ=0与ρ=1之间的长度差。
41.半径rm可在直角三角形abc中计算为:垂度距离的平方与h的平方相比非常小,且可在计算中省略。
42.示例性动态调焦器的入口处的入射波前曲率半径是ri = 19 m。假设激光传播方向与动态调焦器法线之间的角度是小的,在动态调焦器之后的所得到的波前曲率半径ro可计算为:结果,所得到的波前的曲率可通过设置模态4系数a4来控制。因此,可通过设置a4来调整图像平面位置。
43.设置模态4系数a4以改变图像平面位置是对光学系统建模的“正向方法”。“逆向方法”是设置图像平面位置和确定a4来实现在图像平面上的聚焦。因为工作距离焦距是已知的且可预先设置,逆向方法被证明更有益。
44.在示例性实施例中,网100具有107厘米(42英寸)的宽度w且以最多达3.6 m/s(700英尺/分钟)的速度v移动通过网处理机器。网100设置在平面中,其导致当束扫掠跨过网时在束从扫描仪50到与网的邻近表面101的冲击点的长度上的改变。使扫描仪50相对于网的宽度居中,标称焦距f0(在图3中由206a所代表)确立最小焦距;在束冲击相对于网中心线移位的网的部分时对焦距的调整需要在相对于网中心线110的束冲击位置位移增加时在焦距f0 d(在图3中由206b所代表)上递增的增加2061。当相对于网中心线110的束冲击位置位移在网110a、110b的边缘处到达它的最大时,最大焦距值f1(在图3中由206c所代表)需要超过标称焦距f0(在图3中由206a所代表)的最大增加2062。
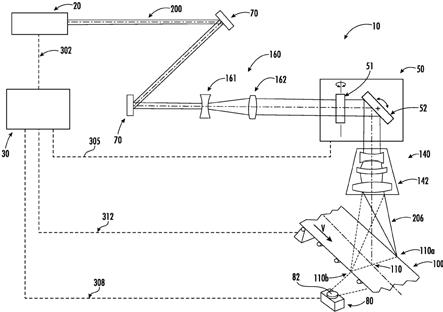
45.结合动态调焦的束输送系统的第二实施例在图2中示出。激光束输送系统10包括:超快激光器(包括激光器头、功率供应部和冷却器)20,其发射束;控制器30,其用于管理激光器的操作;准直系统160,其包括一个或多个透镜161、162以将束的发散调整至与网100的第一表面101上的参考位置110对应的标称焦距f0;检流计扫描仪50,其包括功率供应部和用于引导束横向跨过邻近于束源的网的第一表面101的至少一个可移动镜51、52;以及呈平场扫描透镜142(通常称为f-theta透镜)形式的调焦器140,其用于在束从参考位置由扫描仪50横向地偏转跨过网表面时将束聚焦到经调整的焦距f1。可提供额外的镜70来使束重定
向以适应其中可定位系统的空间限制。
46.平场扫描透镜142调焦器允许束在扫描仪将束从一个边缘扫掠到相反边缘时依然聚焦于平面(在该情况下为邻近表面101的平面)上。平场扫描透镜142是无源构件,其(与在此前描述的第一实施例中使用的可变形镜相比)会改进激光束输送系统10的可靠性和耐用性。f-theta透镜的额外优点是准直系统160简化,因为平场扫描透镜用作束调整光学件的部分,因此与使用可变形镜的系统相比减少系统中必需的分立透镜的数量。
47.在示例性第二实施例中,准直系统160包括具有-100 mm焦距的thorlabs型号lc1120-b的第一透镜161和具有 500 mm焦距的thorlabs型号la1908-b的第二透镜162。离开准直系统的束引导穿过示例性检流计扫描仪50(由scanlab制造的型号hurryscan
®
20)。扫描偏转的束引导到平场扫描f-theta透镜142(sill optics型号s4lft0910/328),其调整束的最终会聚且取决于从标称位置110(焦距f0)朝网110a、110b的边缘(经调整的焦距f1)的束偏转的程度来改变束的焦距。
48.激光束输送系统10还包括光学传感器80,该光学传感器80具有感测元件82,该感测元件82定位成观察网的观察表面且检测通过网的激光束的部分。激光束的该部分指示激光已切割网。观察表面可为第一表面101(观测在表面上的激光冲击)、与邻近的第一表面101相反的网102的第二表面(直接地观察穿透网的激光),或邻近于网的第二表面102定位的观察基底130(当激光束在基底上反射时,间接地观察通过网的激光束的部分)。激光器可发射具有落在可见或不可见光谱中的波长的束。可见光谱的光可直接地由感测元件82观察,其中亮度阈值在束通过网材料时确立。不可见光谱的激光可通过将观察基底130邻近于第二表面102放置来由感测元件82检测。在激光束穿透网材料时,它与观察基底130相互作用,引起光学信号。对于感测元件82,光学信号是可见的,且因此可用来记录信号的位置和亮度。光学传感器80感测元件82配置成感测束位置和束强度,其指示由束所引起的网中穿孔的程度和构造。传感器80然后生成指示穿孔程度和构造的信号,且将这些反馈信号传送到控制器30。控制器30将反馈信号与由用户选择性输入的目标值比较且生成输出信号来管理激光器的操作以实施网的期望的激光穿孔。光学传感器80感测激光在执行穿孔中的有效性,其是由网材料吸收的能量。对激光器20的调整因此旨在改变所吸收的能量且可通过改变激光脉冲速率、激光脉冲能量或其组合来实现。
49.光学传感器80允许基于网材料和/或所需要的处理类型来优化激光束输送系统10。光学传感器80可检测穿孔图案和间距间隔且向控制器30提供反馈,其与输入的穿孔参数比较,且允许实时调整处理参数,诸如网速度、扫掠速率、束扫掠角度θ或者标记和跳过状态控制,使得期望的穿孔构造最优地应用于网。激光功率可通过使束输出强度变化、使束脉冲化或通过改变泵电流来控制。与束中的连续能量水平不同,束可在on状态与off状态之间快速地循环(调制)以进一步控制到网材料中的能量输入。能量输入的精确管理允许对热敏材料(诸如聚丙烯)的切割在不燃烧材料或使材料变色的情况下实现。束强度(能量)、脉冲频率和脉冲持续期可单独或组合地变化,以实现理想的切割性能。另外,扫描仪控制的束扫掠移动跨过网的速度也可在由通过机器的网速度所迫使的限制内调整以及影响到材料中的能量输入。所有的这些变量可由控制器30使用来自光学传感器80的实时性能反馈来管理。
50.图5示出光学传感器80的一个实施例,其中,观察基底130邻近于材料网100的第二
表面102定位。在激光束穿透网材料时,它与观察基底130相互作用,引起光学信号形成,即使激光束波长可不在光谱的可见部分中。在观察基底上形成的光学信号产生对于感测元件82是可见的且由感测元件82检测的图案。第二光学传感器84可定位成观察邻近表面101且检测在过量激光功率的情况下可发生的网材料的变色。具有感测元件86的第二光学传感器84还可操作地与控制器30连接。控制算法可配置成从第一传感器80和第二传感器84接收输入,且基于两个反馈输入的组合来管理激光器的功率输出。
51.光学传感器80配置成感测激光束,无论是直接地还是间接地观察,诸如在束从观察基底130反射时。在示例性系统中,光学传感器80是聚焦于观察基底130上的常规网络相机,诸如来自logitech的型号c270。当激光对网穿孔且冲击在基底上时,可见的光学信号形成且由传感器检测。控制器30在激光触发之前从光学传感器80接收观察基底130的基础(baseline)图像。控制器30然后在激光与观察基底相互作用时比较来自光学传感器的信号且“减去”基础图像以实现穿孔图案的表现。然后将该表现与存储在控制器中的期望图案比较。控制器然后可调整激光器20、扫描仪50和/或动态调焦器40以实现期望的穿孔图案和穿孔质量。
52.示例性第二光学传感器84还可包括常规网络相机,诸如来自logitech的型号c270。第二传感器84的目的在于检测网材料的燃烧或焦化。优选的网材料在颜色上通常是白色的。控制器30配置成使来自第二光学传感器84的图像信号从rgb格式转换成灰度格式以用于更容易比较。燃烧阈值就邻近于激光路径的灰度像素数来说。控制器30然后将灰度信号与阈值比较且相应地调整激光功率以最大限度地减少网基底的变色。
53.可变形镜可与平场扫描透镜组合地结合,以允许控制器响应于机器上的改变状况来调整束的标称焦距。由于机器的热增长或网厚度上的变化所造成的光学路径上的改变可通过由光学传感器检测的穿孔质量上的改变来检测且通过可变形镜的调整来补偿。不像第一实施例(其中使用可变形镜来调整对于每次束扫掠的焦距),该构造将补偿随时间发生的相对于初始机器校准的改变状况。
54.参照图7至图9,操纵激光能量吸收和相对于网100物理地构造束输送系统10的备选手段。在该构造中,束操纵的最终阶段邻近于网的第二侧102(其是与激光源20和扫描仪50相反的侧部)发生。在该布置中,最终准直步骤(在更早描述的实施例中由准直透镜63或平场扫描透镜142来实现)现在由邻近于第二表面102定位的反射部件67来实现,该反射部件67反射较低强度的激光束204,激光束204通过网100到第二表面102来从那侧对网穿孔。反射部件67包括反射抛物线通道68,其邻近于第二表面102定位,在图8中最佳地示出。反射抛物线通道68的长度至少与网100的宽度一样大。抛物线通道68的面向内的表面设有镜状光洁度。抛物线通道68构造有一定焦距以反射所透射的较低强度的束204且将束(焦距经调整的且定形的束206)缩合至在网的第二表面102上的焦斑209。如在其它实施例中那样,束横向地扫掠跨过网,以在网上实施穿孔。在横向轴线上的弧状曲率(在图9中示出)补偿从固定位置扫描仪50的成角度投射。抛物线通道可由金属、陶瓷材料或聚合物制成,且应用镜状光洁度的薄膜涂层。
55.将理解的是,为解释本发明的性质所描述和示出的部分的细节、材料、步骤和布置上的改变将由本领域技术人员在阅读该公开内容之后在本发明的原理和范围内想到且可做出。前面的描述示出本发明的优选实施例;然而,构思(如基于描述的)可在不脱离本发明
的范围的情况下用于其它实施例中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。