1.本发明涉及助焊剂组合物、焊料组合物以及电子基板的制造方法。
背景技术:
2.焊料组合物是将助焊剂组合物(包含松香类树脂、活化剂和溶剂等的组合物)与焊料粉末混炼成糊状而得到的混合物。在该焊料组合物中,要求焊料熔融性、焊料易于润湿铺展的性质(焊料润湿铺展)等的焊接性。并且,为了满足这些要求,对助焊剂组合物中的活化剂等进行了研究(例如,文献1(日本特开2013-169557号公报))。
3.另一方面,智能手机等移动终端朝着小型化和多功能化发展。它们中使用的电子部件也细微化。需要用少量的焊料组合物将这样的电子部件的微小面积的焊盘接合。此外,焊料组合物也用于大型基板。在该大型基板中使用焊料组合物的情况下,需要延长回流工序中的预热时间。此外,在大型基板的情况下,热容量较大、到达预热温度需要时间,其结果,存在基板在回流炉中加热的时间变长的倾向。在这样的情况下,低分子量的有机酸这样的活化剂容易失活,微小面积中的熔融性降低。另一方面,在增加活化剂的量的情况下,容易产生铜腐蚀这样的问题。如上所述,需要一种能够应对电子部件的细微化,同时也能够应对大型基板的焊料组合物。
技术实现要素:
4.发明所解决的技术问题
5.本发明的目的是提供微小面积中的熔融性优异,并且能够抑制铜腐蚀的助焊剂组合物、焊料组合物以及电子基板的制造方法。
6.解决问题的技术手段
7.通过本发明的一种方式,提供一种助焊剂组合物,其是含有(a)松香类树脂、(b)活化剂、(c)溶剂和(d)抗氧化剂的助焊剂组合物,所述(d)成分含有(d1)下述结构式(d1)表示的化合物,相对于所述助焊剂组合物100质量%,所述(d)成分的配合量为4质量%以上,
[0008][0009]
在本发明的一种方式的助焊剂组合物中,优选所述(d)成分进一步含有(d2)具有受阻酚结构的抗氧化剂((d1)成分除外)。
[0010]
在本发明的一种方式的助焊剂组合物中,优选所述(b)成分含有(b1)碳原子数为10以上的有机酸,相对于所述助焊剂组合物100质量%,所述(b1)的配合量为8质量%以上20质量%以下。
[0011]
在本发明的一种方式的助焊剂组合物中,相对于所述助焊剂组合物100质量%,所述(a)的配合量优选为30质量%以上70质量%以下。
[0012]
通过本发明的一种方式,提供一种焊料组合物,其含有所述本发明的一种方式的助焊剂组合物和(e)焊料粉末。
[0013]
在本发明的一种方式的焊料组合物中,优选所述(e)成分中的焊料合金含有选自锡、铜、锌、银、锑、铅、铟、铋、镍、金、钴和锗中的至少1种。
[0014]
通过本发明的一种方式,提供一种电子基板的制造方法,其是使用所述本发明的一种方式的焊料组合物进行焊接的电子基板的制造方法,该制造方法具备:将所述电子部件配置在所述焊料组合物上,通过回流炉进行加热的回流工序,所述回流工序中的熔融温度的到达时间为330秒以上。
[0015]
发明效果
[0016]
通过本发明,能够提供微小面积中的熔融性优异,并且能够抑制铜腐蚀的助焊剂组合物、焊料组合物以及电子基板的制造方法。
具体实施方式
[0017]
[助焊剂组合物]
[0018]
首先,对本实施方式中使用的助焊剂组合物进行说明。本实施方式中使用的助焊剂组合物是焊料组合物中的焊料粉末以外的成分,该助焊剂组合物含有以下说明的(a)松香类树脂、(b)活化剂、(c)溶剂和(d)抗氧化剂。
[0019]
[(a)成分]
[0020]
作为本实施方式中使用的(a)松香类树脂,可举出松香类和松香类改性树脂。作为松香类,可举出脂松香、木松香和妥尔油松香等。作为松香类改性树脂,可举出歧化松香、聚合松香、氢化松香和它们的衍生物等。作为氢化松香,可举出:完全氢化松香、部分氢化松香以及作为不饱和有机酸((甲基)丙烯酸等脂肪族的不饱和一元酸、富马酸、马来酸等α,β-不饱和羧酸等脂肪族不饱和二元酸、肉桂酸等具有芳香环的不饱和羧酸等)的改性松香的不饱和有机酸改性松香的氢化物(也称为“氢化酸改性松香”)等。这些松香类树脂可以单独使用一种,也可以混合使用两种以上。
[0021]
相对于助焊剂组合物100质量%,(a)成分的配合量优选为30质量%以上70质量%以下,更优选为34质量%以上60质量%以下,特别优选为35质量%以上50质量%以下。(a)成分的配合量为所述下限以上时,能够提高焊接性,能够充分抑制焊料球,所谓的焊接性是指防止焊接焊盘的铜箔面的氧化,使得熔融焊料易于润湿其表面的性质。此外,(a)成分的配合量为所述上限以下时,能够充分抑制助焊剂残留量。
[0022]
[(b)成分]
[0023]
本实施方式中使用的(b)活化剂优选含有(b1)碳原子数为10以上(更优选为11以上)的有机酸。即使在预热时间较长的情况下,该(b1)成分也不易失活,能够提高微小面积中的熔融性。此外,该(b1)成分存在不易引起铜腐蚀的倾向。
[0024]
作为(b1)成分,可举出:十二烷二酸、二十烷二酸、二聚酸、三聚酸、1-羟基-2-萘甲酸、3-羟基-2-萘甲酸和1,4-二羟基-2-萘甲酸等。这些可以单独使用一种,也可以混合使用两种以上。
[0025]
作为(b1)成分的配合量,相对于助焊剂组合物100质量%,优选为8质量%以上20质量%以下,更优选为10质量%以上18质量%以下。(b1)成分的配合量为所述下限以上时,存在能够提高微小面积中的熔融性的倾向,另一方面,为所述上限以下时,存在能够保持助焊剂组合物的绝缘性的倾向。
[0026]
在能够达成本发明的效果的范围内,(b)成分可以含有(b2)碳原子数小于10的有机酸。但是,这样的碳原子数小于10的低分子量的有机酸在预热时间较长的情况下,容易失活并且容易引起铜腐蚀,因此作为本实施方式中使用的(b)活化剂,优选不含该(b2)成分。
[0027]
作为(b2)成分,可举出碳原子数小于10的单羧酸、二羧酸和其它有机酸。
[0028]
作为碳原子数小于10的单羧酸,可举出:甲酸、乙酸、丙酸和丁酸等。
[0029]
作为碳原子数小于10的二羧酸,可举出:草酸、丙二酸、琥珀酸、戊二酸、己二酸、庚二酸、辛二酸和壬二酸等。
[0030]
作为碳原子数小于10的其它有机酸,可举出:乳酸、苯甲酸、水杨酸和柠檬酸等。
[0031]
在不损害本发明的效果的范围内,除了(b1)成分之外,(b)成分可以进一步含有其它活化剂((b3)卤素类活化剂和(b4)胺类活化剂等)。但是,(b3)成分容易引起铜腐蚀,因此(b)成分优选仅包含(b1)成分。此外,相对于(b)成分100质量%,(b1)成分的总配合量优选为85质量%以上,更优选为90质量%以上,特别优选为95质量%以上。
[0032]
作为(b)成分的配合量,相对于助焊剂组合物100质量%,优选为8质量%以上25质量%以下,更优选为10质量%以上20质量%以下,特别优选为12质量%以上18质量%以下。(b)成分的配合量为所述下限以上时,存在能够提高活性作用的倾向,另一方面,为所述上限以下时,存在能够保持助焊剂组合物的绝缘性的倾向。
[0033]
[(c)成分]
[0034]
作为本实施方式中使用的(c)溶剂,可适宜使用公知的溶剂。作为这样的溶剂,优选使用沸点170℃以上的溶剂。
[0035]
作为这样的溶剂,例如可举出:二乙二醇、二丙二醇、三乙二醇、己二醇、1,5-戊二醇、甲基卡必醇、丁基卡必醇、2-乙基己基二甘醇、辛二醇、苯基二醇、二乙二醇单己醚(deh)、四乙二醇二甲醚(mtem)和二丁基马来酸等。这些溶剂可以单独使用一种,也可以混合使用两种以上。
[0036]
作为(c)成分的配合量,相对于助焊剂组合物100质量%,优选为10质量%以上60质量%以下,更优选为20质量%以上50质量%以下。溶剂的配合量为所述范围内时,能够将得到的焊料组合物的粘度适宜调整至适当的范围内。
[0037]
[(d)成分]
[0038]
本实施方式中使用的(d)抗氧化剂需要含有(d1)下述结构式(d1)表示的化合物。通过该(d1)成分,能够提高微小面积中的熔融性,并且能够抑制(b)成分引起的铜腐蚀。该(d1)成分是n,n
’‑
双{3-(3,5-二叔丁基-4-羟基苯基)丙酰基}肼。
[0039][0040]
相对于助焊剂组合物100质量%,(d1)成分的配合量优选为0.1质量%以上10质量%以下,更优选为0.2质量%以上5质量%以下,特别优选为0.5质量%以上2质量%以下。(d1)成分的配合量为所述范围内时,能够提高微小面积中的熔融性,并且能够抑制铜腐蚀。
[0041]
从微小面积中的熔融性和抑制铜腐蚀的观点出发,优选(d)成分进一步含有(d2)具有受阻酚结构的抗氧化剂((d1)成分除外)。
[0042]
作为(d2)成分,可举出:季戊四醇四[3-(3,5-二叔丁基-4-羟基苯基)丙酸酯]、双[3-(3-叔丁基-4-羟基-5-甲基苯基)丙酸][乙烯双(氧乙烯)]和n,n
’‑
双[2-[2-(3,5-二叔丁基-4-羟基苯基)乙基羰氧基]乙基]草酰胺等。
[0043]
在使用(d2)成分的情况下,从焊料熔融性与其他物理性质之间的平衡的观点出发,(d2)成分与(d1)成分的质量比((d2)/(d1))优选为1以上10以下,更优选为2以上9以下,特别优选为4以上8以下。
[0044]
在不损害本发明的效果的范围内,除了(d1)成分和(d2)成分之外,(d)成分可以进一步包含其它抗氧化剂(以下,称为(d3)成分)。但是,(d)成分优选仅包含(d1)成分或者仅包含(d1)成分和(d2)成分。此外,相对于(d)成分100质量%,(d1)成分和(d2)成分的总配合量优选为85质量%以上,更优选为90质量%以上,特别优选为95质量%以上。
[0045]
作为(d3)成分,可举出:硫化合物(3,3
’‑
硫二丙酸双十二烷酯等)、苯并三唑化合物(1,2,3-苯并三唑等)和亚磷酸酯化合物等。
[0046]
相对于助焊剂组合物100质量%,(d)成分的配合量需要为4质量%以上。(d)成分的配合量小于4质量%时,微小面积中的熔融性变得不充分或者发生铜腐蚀。此外,从焊料熔融性与其他物理性质之间的平衡的观点出发,(d)成分的配合量优选为4质量%以上15质量%以下,更优选为4.5质量%以上10质量%以下,特别优选为5质量%以上8质量%以下。
[0047]
[触变剂]
[0048]
在本实施方式的助焊剂组合物中,从印刷性等观点出发,优选进一步含有触变剂。作为此处使用的触变剂,可举出:固化蓖麻油、酰胺类、高岭土、胶体二氧化硅、有机膨润土和玻璃粉等。这些可以单独使用一种,也可以混合使用两种以上。
[0049]
相对于助焊剂组合物100质量%,触变剂的配合量优选为1质量%以上20质量%以下,更优选为2质量%以上12质量%以下。配合量小于所述下限时,无法得到触变性,存在容易发生垂落的倾向,另一方面,超过所述上限时,触变性过高,存在容易印刷不良的倾向。
[0050]
[其他成分]
[0051]
本实施方式中使用的助焊剂组合物除了(a)成分、(b)成分、(c)成分、(d)成分和触变剂之外,还可根据需要添加其它添加剂,以及其它树脂。作为其它添加剂,可举出:消泡剂、改性剂、消光剂和起泡剂等。作为这些添加剂的配合量,相对于助焊剂组合物100质量%,优选为0.01质量%以上5质量%以下。作为其它树脂,可举出丙烯酸类树脂和聚丁二
烯等。
[0052]
[焊料组合物]
[0053]
接下来,对本实施方式的焊料组合物进行说明。本实施方式的焊料组合物含有所述的本实施方式的助焊剂组合物和以下说明的(e)焊料粉末。
[0054]
相对于焊料组合物100质量%,助焊剂组合物的配合量优选为5质量%以上35质量%以下,更优选为7质量%以上15质量%以下,特别优选为8质量%以上12质量%以下。在助焊剂组合物的配合量小于5质量%的情况(焊料粉末的配合量超过95质量%的情况)下,作为粘合剂的助焊剂组合物不足,因此存在难以使助焊剂组合物和焊料粉末混合的倾向,另一方面,在助焊剂组合物的配合量超过35质量%的情况(焊料粉末的配合量小于65质量%的情况)下,在使用得到的焊料组合物时,存在难以形成充分的焊料接合的倾向。
[0055]
[(e)成分]
[0056]
本发明中使用的(e)焊料粉末优选仅包含无铅(lead-free)焊料粉末,但也可以是有铅的焊料粉末。此外,该焊料粉末中的焊料合金优选含有选自锡(sn)、铜(cu)、锌(zn)、银(ag)、锑(sb)、铅(pb)、铟(in)、铋(bi)、镍(ni)、金(au)、钴(co)和锗(ge)中的至少1种。
[0057]
作为该焊料粉末中的焊料合金,优选以锡为主要成分的合金。此外,该焊料合金更优选含有锡、银和铜。此外,作为添加元素,该焊料合金可以含有锑、铋和镍中的至少一种。通过本实施方式的助焊剂组合物,即使在使用包含锑、铋和镍等易于氧化的添加元素的焊料合金的情况下,也能够抑制空隙的产生。
[0058]
此处,无铅焊料粉末是指,不添加铅的焊料金属或合金的粉末。但是,无铅焊料粉末中允许铅作为不可避的杂质存在,在这种情况下,铅的量优选为300质量ppm以下。
[0059]
作为无铅的焊料粉末的合金系,具体而言,可举出:sn-ag-cu系、sn-cu系、sn-ag系、sn-bi系、sn-ag-bi系、sn-ag-cu-bi系、sn-ag-cu-ni系、sn-ag-cu-bi-sb系、sn-ag-bi-in系、sn-ag-cu-bi-in-sb系等。
[0060]
(e)成分的平均粒径通常为1μm以上40μm以下,但从也能应对焊盘间距窄的电子基板这样的观点出发,更优选为1μm以上35μm以下,进一步优选为2μm以上35μm以下,特别优选为3μm以上32μm以下。需要说明的是,平均粒径可通过动态光散射式的粒径测定装置进行测定。
[0061]
[焊料组合物的制造方法]
[0062]
本实施方式的焊料组合物可通过以下方式制造:将上述说明的助焊剂组合物和上述说明的(e)焊料粉末以所述给定的比例进行混合,并进行搅拌混合。
[0063]
[电子基板的制造方法]
[0064]
接下来,对本实施方式的电子基板的制造方法进行说明。本实施方式的电子基板的制造方法的特征在于使用以上说明的焊料组合物。根据本实施方式的电子基板的制造方法,能够通过使用所述焊料组合物将电子部件安装在电子基板(印刷电路板等)上来制造电子基板。
[0065]
就所述本实施方式的焊料组合物而言,微小面积中的熔融性优异,并且能够抑制铜腐蚀。因此,在能够应对电子部件的细微化的同时也能够应对大型基板。
[0066]
作为此处使用的涂布装置,可举出:丝网印刷机、金属掩膜印刷机、分配器和喷射分配器等。
[0067]
此外,通过将电子部件配置在由所述涂布装置涂布的焊料组合物上,用回流炉在给定条件下进行加热,将所述电子部件安装在印刷电路板上的回流工序,从而能够将电子部件安装在电子基板上。
[0068]
在回流工序中,将所述电子部件配置在所述焊料组合物上,用回流炉在给定条件下进行加热。通过该回流工序,能够在电子部件和印刷电路板之间进行充分的焊料接合。其结果,能够将电子部件安装在印刷电路板等上。
[0069]
回流条件根据焊料的熔点适宜设定即可。例如,预热温度优选为140℃以上200℃以下。从应对大型基板这样的观点出发,预热时间优选为100秒以上250秒以下,更优选为120秒以上200秒以下。峰温度优选为230℃以上270℃以下,更优选为240℃以上255℃以下。此外,从应对大型基板这样的观点出发,220℃以上的温度的保持时间优选为40秒以上160秒以下,更优选为100秒以上150秒以下。
[0070]
此外,从应对大型基板这样的观点出发,预热温度(例如140℃)的到达时间优选为180秒以上,更优选为200秒以上,特别优选为220秒以上500秒以下。从应对大型基板这样的观点出发,熔融温度(例如,220℃)的到达时间优选为330秒以上,更优选为350秒以上,特别优选为360秒以上700秒以下。
[0071]
需要说明的是,如所述的回流条件那样,在回流炉内暴露的时间越长,焊料粉末的氧化越多,焊料熔融性存在劣化的倾向。与之相对,所述本实施方式的焊料组合物能够应对这样的回流条件。
[0072]
此外,本实施方式的焊料组合物和电子基板不限于所述实施方式,能够达成本发明的目的的范围内的变形、改良等也包含在本发明中。
[0073]
例如,在所述电子基板中,通过回流工序使印刷电路板和电子部件粘接,但不限于此。例如,代替回流工序,可以通过使用激光对焊料组合物进行加热的工序(激光加热工序),使印刷电路板和电子部件粘接。在该情况下,作为激光光源,没有特别限定,可根据与金属的吸收带相匹配的波长而适宜采用激光光源。作为激光光源,例如可举出:固体激光(红宝石、玻璃、yag等)、半导体激光(gaas和ingaasp等)、液体激光(色素等)以及气体激光(he-ne、ar、co2和准分子等)。
[0074]
实施例
[0075]
接下来,通过实施例和比较例更详细地对本发明进行说明,但本发明不限于这些示例。需要说明的是,将实施例和比较例中使用的材料示于下文中。
[0076]
((a)成分)
[0077]
松香类树脂:氢化酸改性松香,商品名“pinecrystalke-604”,荒川化学工业公司制
[0078]
((b1)成分)
[0079]
有机酸a:3-羟基-2-萘甲酸
[0080]
有机酸b:十二烷二酸
[0081]
有机酸c:二聚酸,商品名“unidyme14”,arizona chemical公司制
[0082]
有机酸d:三聚酸(三聚酸为90质量%以上),商品名“floradyme 6500”,florachem公司制
[0083]
((b2)成分)
[0084]
有机酸e:琥珀酸
[0085]
有机酸f:戊二酸
[0086]
有机酸g:己二酸
[0087]
有机酸h:辛二酸
[0088]
((c)成分)
[0089]
溶剂a:二乙二醇单己醚(deh,己基二甘醇)溶剂b:四乙二醇二甲醚,商品名“haisorubu(
ハイソルブ
)mtem”,东邦化学工业公司制
[0090]
((d1)成分)
[0091]
抗氧化剂a:n,n
’‑
双{3-(3,5-二叔丁基-4-羟基苯基)丙酰基}肼,商品名“irganox md 1024”,basf japan公司制
[0092]
((d2)成分)
[0093]
抗氧化剂b:双[3-(3-叔丁基-4-羟基-5-甲基苯基)丙酸][乙烯双(氧乙烯)],商品名“irganox 245”,basf公司制
[0094]
抗氧化剂c:季戊四醇四[3-(3,5-二叔丁基-4-羟基苯基)丙酸酯],商品名“anox20”[0095]
抗氧化剂d:n,n
’‑
双[2-[2-(3,5-二叔丁基-4-羟基苯基)乙基羰氧基]乙基]草酰胺,商品名“naugard xl-1”,shiraishi calcium公司制
[0096]
((d3)成分)
[0097]
抗氧化剂e:1,2,3-苯并三唑,商品名“verzone crysta”,大和化成公司制
[0098]
(其他成分)
[0099]
触变剂:商品名“slipacks h”,日本化成公司制
[0100]
((e)成分)
[0101]
焊料粉末:合金组成为sn-3.0ag-0.5cu,粒径分布为15~25μm,焊料熔点为217~220℃
[0102]
[实施例1]
[0103]
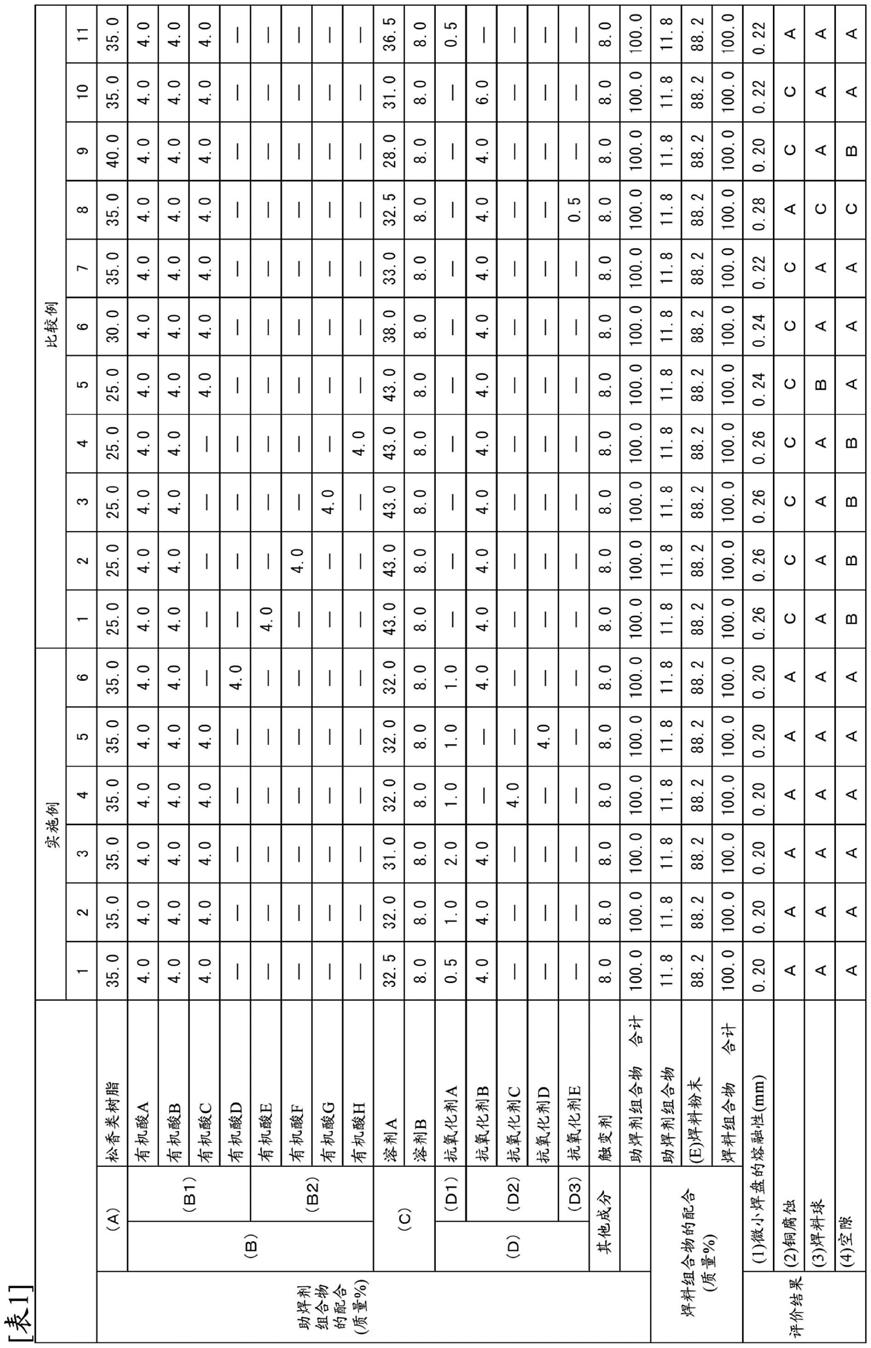
将松香类树脂35质量%、有机酸a4质量%、有机酸b4质量%、有机酸c4质量%、溶剂a32.5质量%、溶剂b8质量%、抗氧化剂a0.5质量%、抗氧化剂b4质量%和触变剂8质量%投入容器中,使用行星式混合机进行混合,得到助焊剂组合物。
[0104]
然后,将得到的助焊剂组合物11.8质量%和焊料粉末88.2质量%(合计为100质量%)投入容器中,通过行星式混合机进行混合,从而制备焊料组合物。
[0105]
[实施例2~6]
[0106]
根据表1所示的组成配合各材料,除此之外,以与实施例1同样的方式,得到焊料组合物。
[0107]
[比较例1~11]
[0108]
根据表1所示的组成配合各材料,除此之外,以与实施例1同样的方式,得到焊料组合物。
[0109]
《焊料组合物的评价》
[0110]
通过以下方法进行焊料组合物的评价(微小焊盘的熔融性、铜腐蚀、焊料球、空隙)。将得到的结果示于表1。需要说明的是,对于特性上存在问题的焊料组合物,省略了关
于粘度稳定性和润湿性的一些评价。
[0111]
(1)微小焊盘的熔融性
[0112]
使用厚度0.08mm的金属掩膜将焊料组合物印刷在基板上。需要说明的是,将直径为0.28mm、0.26mm、0.24mm、0.22mm和0.20mm的铜箔焊盘的试验图案各印刷100个。然后,在将预热温度设为140~200℃下160秒(140℃的到达时间为235秒),220℃以上的保持时间设为120秒(220℃(熔融温度)的到达时间为413秒),峰温度设为250℃的条件下进行回流,制备试验基板。通过显微镜观察试验基板,测定最小熔融焊盘的直径(单位:mmφ)。直径越小,熔融性越优异。需要说明的是,从微小面积中的熔融性优异这样的观点出发,最小熔融焊盘的直径优选为0.20mm。
[0113]
(2)铜腐蚀
[0114]
基于ipc tm650 2.6.15c所述的方法,进行铜箔腐蚀试验,评价铜腐蚀。并且,将铜箔腐蚀试验的结果合格的情况判定为“a”,其他情况判定为“c”。
[0115]
(3)焊料球
[0116]
使用厚度0.08mm的金属掩膜将焊料组合物印刷在基板上,安装0.8mm间距的四侧引脚扁平封装(qfp,quad flat package),并且在与微小焊盘的熔融性的评价相同的条件下,进行回流处理,制备评价用基板。用放大镜观察qfp的狭缝部分,对狭缝间的焊料球的产生数进行计数。并且,根据以下基准评价焊料球。
[0117]
a:每个引脚的球产生数为10个以下。
[0118]
b:每个引脚的球产生数为超过10个且为30个以下。
[0119]
c:每个引脚的球产生数超过30个。
[0120]
(4)空隙
[0121]
使用厚度0.08mm的金属掩膜将焊料组合物印刷在基板上,安装0.5mm间距的四侧无引脚扁平封装(qfn,quad flat non-leaded package),并且在与微小焊盘的熔融性的评价同样的条件下,进行回流处理,制备评价用基板。并且,作为x射线检查装置,使用名古屋电机工业公司制的“nlx-5000”,对空隙进行测定,使用装置的标准应用程序,计算qfn的焊盘部中的空隙面积率[(总空隙面积/总焊盘面积)
×
100]。并且,根据以下基准评价空隙。
[0122]
a:空隙面积率为20%以下。
[0123]
b:空隙面积率超过20%且为25%以下。
[0124]
c:空隙面积率超过25%。
[0125][0126]
由表1所示的结果可知,确认了本发明的焊料组合物(实施例1~6)的微小焊盘的熔融性、铜腐蚀、焊料球和空隙的所有结果都良好。
[0127]
因此,确认了通过本发明的焊料组合物,微小面积中的熔融性优异,并且能够抑制铜腐蚀。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
