1.本实用新型涉及一种用于运输容器的装置以及一种用于借助填充产品填充容器并且用于借助封闭件封闭所述容器的装置。所述装置尤其用于饮料灌装设施中,例如用于灌装水(蒸馏水或碳酸水)、软饮料、啤酒、果汁、冰沙、乳制品、混合饮料等。
背景技术:
2.在饮料灌装设施的领域中已知的是,在填充器中借助填充产品填充容器,并且随后借助于传输装置输送给封闭机,所述封闭机分别将封闭件施加到容器上。作为填充器、传输装置和封闭机在此通常使用呈环形回转结构类型的装置,其中所述容器在其被运送和必要时被处理期间因结构类型而经历离心加速度。
3.这种或类似的结构类型的装置例如从de 10 2016 110 722 a1和de 10 2017 130 036 a1中得知。
4.图1示出根据现有技术的用于填充和封闭容器的常规的装置100的示意性俯视图。所述容器在附图中未示出。
5.经由输入星形件110,要填充的容器被输送给填充装置120的圆形转子121,其中所述输入星形件是呈圆形转子结构类型的用于容器的运输装置。所述圆形转子121能够围绕转动轴线122旋转。所述圆形转子121在其环周上具有多个在图1中未示出的填充机构,所述填充机构设立为用于借助填充产品,优选为饮料如水、软饮料、啤酒、果汁等填充所述容器。
6.在所述容器在填充之后被输送给用作为填充器输出和用于将容器输送给封闭装置140的输出星形件130之前,除了也称为“填充器死角”的小的角度区段123以外,容器的填充基本上能够占据圆形转子121的整个环周。
7.所述封闭装置140同样包括圆形转子141,所述圆形转子在其环周上具有多个图1中未示出的封闭机构,所述封闭机构设立为用于分别借助封闭件,例如转动封闭件或瓶盖封闭已填充的容器。
8.容器通过装置100的不同的工位经过的运输路径150在图1中通过粗线沿着圆形转子的环周,意即输入星形件110、填充装置120的圆形转子121、输出星形件130以及填充装置140的圆形转子141示出。
9.将容器从圆形转子运输和输送至下一圆形转子借助于适宜的保持装置进行,所述保持装置在图1中未示出。在要填充的pet瓶的情况下,所述保持装置能够例如在口部部段处在固定环下方握持所述容器,使得所述容器以悬挂的方式被运输、填充和封闭。为了该目的,所述保持装置能够具有夹具,所述夹具设立为用于握持所述容器。在此,所述夹具的打开和关闭通常经由相应的凸轮辊控制,所述凸轮辊在凸轮盘上滚动。
10.从根据图1的容器的运输路径150中能够得知,所述容器在从一个圆形转子输送至下一圆形转子时经历了强烈的方向变化,因此对容器及其内容物引起相对高的离心力。这能够引起:在从填充装置120的圆形转子121输送给输出星形件130和/或从输出星形件130输送给封闭装置140的圆形转子141时,填充物从仍然打开的容器溢出。
11.该问题尤其在高的填充水平和高的机器功率的情况下出现。从中产生:在运输所述容器期间作用到填充物上的离心力与设施的效率提高以及包装材料的减少相抵触。
12.de 10 2017 130 036 a1为了减少溢出趋势而提出,将容器倾斜,以便能够削弱或补偿在容器从一个圆形转子输送至下一圆形转子的输送点处作用到位于容器中的填充产品上的冲量。然而为此需要的是,将所述保持装置设计为可枢转的并且相应地对其进行操控,由此增加了所述装置的机械结构上的复杂性。
技术实现要素:
13.本实用新型的一个目的在于,提供一种用于运输容器的改进的装置,所述装置优选用于在饮料灌装设施中从填充装置输送给封闭装置。尤其,本实用新型的目的在于,以机械结构上紧凑和可靠的方式抑制在运输所述容器期间填充产品的可能的溢出。
14.所述目的通过用于运输容器的装置以及用于填充和封闭容器的装置来实现。所述用于运输容器的装置具有:轨道系统,所述轨道系统设立用于沿着直线轨道引导所述容器;和运输系统,所述运输系统设立用于沿着所述轨道系统优选通过形状配合的连接运输所述容器。在本实用新型的附图以及优选的实施例的说明中得出有利的改进方案。
15.根据本实用新型的装置用于运输容器,尤其是用于将容器从一个工位,优选填充装置,输送给另一工位,优选为封闭装置。所述装置在此也称为“直线转移装置”或简称为“转移装置”。优选地,所述装置与至少一个圆形转子结合使用。换言之,所述容器优选从具有弯曲的、优选圆形的运输轨道的装置或工位输送给所述直线转移装置。替选地或附加地,所述容器从直线转移装置输送给具有弯曲的、优选圆形的运输轨道的装置或工位。
16.术语“圆形转子”在此理解为一种装置、设施部件等,所述装置/设施部件使一个或多个容器在弯曲的、优选为圆形的轨道上运动。在圆形轨道的情况下,沿着圆区段的一部分,意即沿着部分圆的运输就足以。因此,不需要围绕完整的圆的完整的回转。圆形转子仅能够用于运输容器,或者能够具有相应的处理构件,例如填充机构和/或封闭机构,以用于在运输期间处理所述容器。所述圆形转子能够借助于圆盘传送带、回转带等来实现。
17.所述直线转移装置特别优选在饮料灌装设施中使用,因此例如用于灌装水(蒸馏水或碳酸水)、软饮料、啤酒、果汁、冰沙、乳制品、混合饮料等。
18.根据本实用新型的装置具有轨道系统,所述轨道系统设立为用于沿着直线轨道引导所述容器。换言之,通过直线转移装置进行的运输的至少一个部段沿着线性的、意即直线的路径进行。所述装置还具有运输系统,所述运输系统设立为用于,优选通过形状配合的连接沿着所述轨道系统运输容器。
19.即使术语“容器”为了语言上的简单性经常以单数形式使用,但是所描述的装置通常设立为用于运输和处理多个容器。因此,直线转移装置通常设计为用于同时运输多个容器。
20.根据本实用新型,所述容器由轨道系统引导,意即所述容器与轨道系统接触并且沿着一个或多个轨道滑动,因此所述容器在至少一个点处稳定。同时,运输力由运输系统作用到所述容器上,由此使所述容器在至少一个另外的点处稳定。以这种方式能够防止或至少减小容器的摆动运动,由此减小溢出概率。
21.此外,通过使用直线转移装置,能够几乎立即将容器从第一工位转移到第二工位,
其中输送发生在转移装置的直线路段上。能够省去具有相应的圆形转子的输出星形件,由此能够使具有转移装置的整个设施在机械结构上更紧凑地构成。运输星形件需要一定的最小直径,以便尤其在极其功率高的情况下能够防止填充物从容器中溢出。与此不同的是,在使用直线转移装置时能够明显缩短敞开的容器的运输路径。
22.同时,克服填充物从容器中可能的溢出,因为在从圆形转子到直线转移装置和/或从直线转移装置到圆形转子的输送情况下,减小了离心力。由于直线转移装置的使用,因此在输送时的方向变化不那么剧烈。离心力的减小以这种方式也能够至少部分地用于减小可能参与的圆形转子。
23.出于减小离心力的原因,所述直线转移装置优选与具有弯曲的、优选圆形的运输轨道的至少一个圆形转子连接,使得所述容器从圆形转子的弯曲的运输轨道被输送给轨道系统,和/或使得所述容器从轨道系统被输送给圆形转子的弯曲的运输轨道。
24.优选地,所述轨道系统包括直线部段和在容器的运输方向上与所述直线部段连接的弯曲部段,其中所述弯曲部段设置为用于到圆形转子的输送。以这种方式能够实现将容器从直线运输平缓且流畅地过渡为沿着弯曲轨道的运输。
25.为了该目的,所述轨道系统优选具有外部轨道,所述外部轨道在弯曲部段中例如与圆形转子的组件(garnituren)连接。术语“外部
…”
在此涉及圆形转子的弯曲部,使得能够清楚地定义关系“内部”和“外部”。
26.所述轨道系统优选还至少在直线部段中具有内部轨道,使得在内部轨道与外部轨道之间构成间隙,所述间隙设立为用于引导所述容器的口部区域。在瓶状容器,例如pet瓶的情况下,瓶颈被引导穿过这样构成的间隙,其中这两个轨道优选在瓶的颈环下方支撑和引导所述瓶。以这种方式,能够通过轨道实现在机器结构上简单且可靠的直线引导。此外,能够以悬挂的方式运输所述容器,使得能够将所述直线转移装置以结构上简单的方式集成到具有圆形转子的现有系统中,所述圆形转子以悬挂的方式运输所述容器。
27.优选地,所述运输系统包括至少两个驱动系统,所述驱动系统设立为用于将各一个运输力,例如推力施加到容器的沿重力方向观察的至少两个不同的部段上。以这种方式,所述容器进一步被稳定,使得能够更好地防止偏离和摆动运动。到容器上的力传递在至少两个不同的部位处进行,由此进一步减小了溢出趋势。
28.优选地,所述运输系统包括带系统,所述带系统具有至少两个可转动的盘和带,所述带围绕所述盘缠绕,使得所述带能够被所述盘以回转的方式驱动,其中所述带具有多个推动元件,所述推动元件设立为用于在带回转的情况下沿着所述轨道系统推动所述容器。相应的推动元件在此优选接合在容器口部的区域中。口部的区域也包括必要时存在的颈环,所述颈环构成在瓶子的必要时存在的螺纹下方。所述推动元件具有适宜的形状,例如具有相应的凹部,所述凹部能够实现牢固地抓住容器并且能够沿着轨道系统挤压所述容器。一个或两个盘经由一个执行器或多个同步的执行器,优选电动马达来驱动。所述盘能够位于相应的轴上,优选为星形柱上,经由所述轴将扭矩传递到所述盘上。以这种方式实现了可靠且可灵活调整的运输系统。
29.优选地,从至少一个盘到带上的力传递装置包括形状配合部,以便能够确保可靠且无滑移或至少低滑移的力传递。因此可靠地保持了推动元件相对于运输路径的划分或时间上精确的位置,当所述带系统能够与其它机器组件同步时,这尤其具有很大优点。
30.优选地,相应的盘或带具有凸起,而另一组件,以及带或盘具有对应的留空部,在带回转期间,所述凸起暂时接合到所述留空部中。因此,所述凸起与相应的孔或留空部共同作用,使得能够实现可靠的力传递。优选地,所述凸起设置在一个或两个盘的外环周上,而所述带具有留空部。所述留空部卡入到所述凸起中,由此以机械结构上可靠的方式实现了上文提及的形状配合。所述凸起或所述留空部应以规则的角间距位于相应的盘的外环周上。优选地,所述凸起具有球形形状,其中借此包括球形截面的构型,尤其是半球形的构型。以这种方式能够实现自定心效果,由此能够进一步改进运输的可靠性和精度。
31.优选地,所述带是钢带。钢带具有高的力/重量比,并且根据合金而具有抵抗化学变化、湿气和腐蚀的高的耐抗性。此外,即使在高温和真空下,也产生良好的耐久性。润滑对于钢带的运行是不必要的,因此总体上获得低的维护成本和高的可靠性。钢带能够以相对低的振动运行,并且不能或只能不显著地延展。从中产生,借此能够实现高精确度、准确的应用和可再现性。所述钢带具有良好的导热性和导电性,并且不带静电荷。借助使用钢带也能够实现高的卫生程度,由此使其特别适用于无尘室应用,例如在灌装食品或药品时。出于这些原因,包含适宜的合金的钢带特别适合用于在本文中提到的应用。
32.所述带能够以不同的方式设计和构造。优选使用条带状的部件,例如条带状的板,其具有相应的部件,例如推动元件、用于上文提及的形状配合的开口等。然而,所述带能够替选地例如包括线、链条或皮带。
33.优选地,所述运输系统包括双蜗杆系统,所述双蜗杆系统具有第一蜗杆和第二蜗杆,所述第一蜗杆和第二蜗杆彼此平行地设置并且能够分别围绕其自身的轴线转动。所述蜗杆分别具有运输螺纹,所述运输螺纹设立为用于至少部段地,优选在容器的腹部部段处侧向地包围所述容器,使得通过反向转动蜗杆沿运输方向运送所述容器。以这种方式,一方面使所述容器稳定,意即防止沿着运输方向(向前和向后)以及垂直于运输方向(向左和向右)的摆动运动,并且另一方面沿运输方向向前推动所述容器。为了该目的,所述蜗杆反向地并且同步地围绕其轴线转动。
34.根据一个优选的实施形式,除了所述带系统以外,还设有双蜗杆系统。在这种情况下,这两个系统相互同步,以便能够确保均匀且安全地运输所述容器。
35.优选地,在平行于所述蜗杆的轴向方向的剖面中观察,所述运输螺纹分别具有v形的横截面。运输螺纹的v形形状能够以机械结构上简单的方式实现对于不同的容器大小,尤其是不同的瓶子直径的兼容性。为了设定为更改后的容器大小,仅必须改变所述蜗杆的中心轴线间距。此外,由于运输螺纹的v形形状,所述蜗杆沿着转移装置的直线轨道通过仅两个作用点推动所述容器,由此特别温和地处理所述容器。
36.优选地,所述运输螺纹具有螺纹切口,所述螺纹切口从容器进入双蜗杆系统中的输入部开始,逐渐变小,直至所述螺纹切口接触到所述容器,并且就此而言形状配合地包围所述容器,其中在所述输入部上所述螺纹切口构成为大到使得所述蜗杆不接触所述容器。以这种方式能够实现容器平缓和温和地进入所述双蜗杆系统中,而不会对容器引起强烈的冲量,所述冲量可能会导致填充产品溢出。
37.在此,“螺纹切口”表示所述运输螺纹的留空部深度,所述留空部深度在保持不变的v形角的情况下一并确定了在所述蜗杆的外环周上的螺纹凹部的轴向长度。根据上文提出的优选的实施形式,所述螺纹切口逐渐变小,直至达到期望的或所需的切口并且所述容
器基本上被充分包围或包裹,使得所述蜗杆能够通过触碰和形状配合向前推动所述容器。
38.上述目的还借助一种优选在饮料灌装设施中用于填充和封闭容器的装置来实现。所述装置具有:填充装置,所述填充装置用于借助填充产品填充所述容器;封闭装置,所述封闭装置用于借助封闭件封闭填充有填充产品的容器;和根据以上说明的一个实施形式的用于运输所述容器的装置。用于运输所述容器的装置设立为用于从所述填充装置接收填充有填充产品的容器,将其直线地运输,并且随后将其输送给所述封闭装置。
39.关于直线转移装置描述的特征、技术效果、优点以及实施例类似地适用于用于填充和封闭容器的装置,所述装置使用直线转移装置。
40.因此,出于上文提及的原因,所述填充装置具有圆形转子,所述圆形转子设立为用于在填充期间沿着弯曲的、优选圆形的轨道运输所述容器。替选地或附加地,出于上文提及的原因,所述封闭装置具有圆形转子,所述圆形转子设立为用于在封闭期间沿着弯曲的、优选圆形的轨道运输所述容器。
41.从对优选的实施例的以下说明中可见本实用新型的其它优点和特征。在该处描述的特征能够单独地或者以与上文阐述的一个或多个特征组合的方式实现,只要所述特征彼此不矛盾。在此,参考附图对优选的实施例进行以下说明。
附图说明
42.通过对附图的以下说明详细阐述本实用新型的其它优选的实施形式。在此示出:
43.图1示出根据现有技术的用于填充和封闭容器的装置的示意性俯视图;
44.图2示出根据一个实施例的用于填充和封闭容器的装置的示意性俯视图;
45.图3示出根据一个实施例的直线转移装置的运输组件的示意性三维视图;
46.图4示出根据一个实施例的直线转移装置的示意性三维视图;
47.图5示出根据图3和4的直线转移装置的轨道系统的示意性三维视图;
48.图6示出具有例如填充装置的示意性示出的输入部的直线转移装置的示意性俯视图;
49.图7示出根据图3和4的直线转移装置的带系统的示意性三维视图;
50.图8示出根据图7的带系统的示意性三维局部视图;
51.图9示出根据另一实施例的带系统的示意性三维局部视图;
52.图10示出根据图3和4的直线转移装置的双蜗杆系统的示意性三维视图;
53.图11示出平行于蜗杆的轴向方向截取的具有置入的容器的双蜗杆系统的示意性横截面;
54.图12示出平行于蜗杆的轴向方向截取的具有置入的直径较小的容器的双蜗杆系统的示意性横截面;
55.图13示出在用于平缓地容纳容器的容器输入部处具有置入的容器的双蜗杆系统的示意性横截面;
56.图14示出在运输路段的进一步伸展中具有置入的容器的双蜗杆系统的横截面;
57.图15示出具有可变的螺纹切口的双蜗杆系统的蜗杆的示意性横截面;
58.图16示出具有例如填充装置的示意性示出的输入部的双蜗杆系统的示意性局部俯视图。
具体实施方式
59.下面借助附图描述优选的实施例。在此,在不同的附图中相同的、类似的或起相同作用的元件设有相同的附图标记,并且部分地放弃对这些元件的重复描述,以便避免冗余。
60.图2示出根据一个实施例的用于填充和封闭容器的装置1的示意性俯视图。所述容器在图2中未示出。图2在其构型方面基于图1,由此从中特别明显地突出了技术上的贡献,即在下文中详细说明的从填充器到封闭器的直线转移。
61.首先,如在根据图1的现有技术中的要填充的容器经由输入星形件10输送给填充装置20的圆形转子21,所述输入星形件是用于呈圆形转子结构类型的容器的运输装置。所述圆形转子21能够围绕转动轴线22旋转。所述圆形转子21在其环周上具有多个在图2中未示出的时间上受控的填充机构,所述填充机构设立为用于借助填充产品,优选饮料,如水、软饮料、啤酒、果汁等来填充所述容器。
62.在所述容器在填充之后被输送给用于直线运输所述容器的转移装置30之前,除了也称为“填充器死角”的小的角度区段23以外,容器的填充基本上能够占据圆形转子21的整个环周。因此,在根据图1的输出星形件130的部位处存在装置30,所述装置在本文中也称为“直线转移装置”或简称为“转移装置”。
63.所述容器从直线转移装置30输送给封闭装置40,所述封闭装置包括圆形转子41,所述圆形转子在其环周上具有多个在图2中未示出的封闭机构,所述封闭机构设立为用于分别借助封闭件,例如转动封闭件或瓶盖来封闭已填充的容器。
64.容器通过装置1的不同的工位经过的运输路径50在图2中通过粗线沿着圆形转子的环周,意即输入星形件10、填充装置20的圆形转子21、以及填充装置40的圆形转子41并且沿着直线转移装置30示出。
65.因此,所述容器基本上直接从填充装置20输送至封闭装置40,其中所述输送发生在转移装置30的相对短的、直线路段上。能够省去具有相应的圆形转子的输出星形件,由此能够使所述装置1在机器结构上特别紧凑地构成。与使用圆形转子相比,敞开的容器的运输路径50能够被缩短。
66.同时,抑制所述填充物从所述容器中可能的溢出,因为在从填充装置20的圆形转子21到转移装置30和/或从转移装置30到封闭装置40的圆形转子41的输送情况下减小了离心力,以及整体上缩短了敞开的容器的运输路径50。离心力的减小也能够至少部分地用于减小所述封闭装置40。
67.在转移装置30中的容器运输优选通过不同的运送机构的组合来实现。因此,例如能够将轨道结构与两个驱动系统结合使用,其中瓶状容器经由颈环放置在轨道结构上。所述容器例如通过双蜗杆沿着轨道被推动,所述双蜗杆在相应的瓶腹处引导所述容器,并且另一方面通过旋转的带系统来推动所述容器。所述带装配有滑块,并且沿着直线路段在相应的颈环处挤压或推动所述瓶子。
68.下面详细说明这种示例性运输系统的结构及其修改方案:
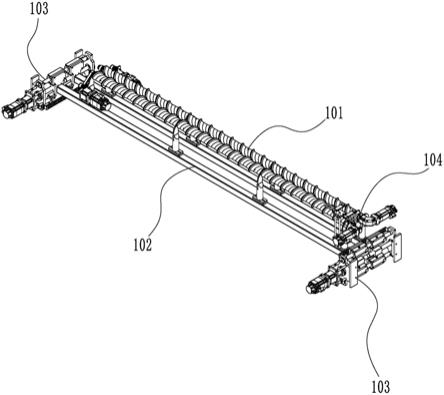
69.图3和图4示出根据一个实施例的直线转移装置30的示意性三维视图,其中除了图3的用于运输所述容器的运输组件以外,图4示出其它组件,例如驱动器和用于安装转移装置30的工作台。
70.所述转移装置30用于运输容器2,其中所述运输至少部段地线性地进行,即直线地
进行。
71.在本实施例中,具有各一个瓶颈和颈环的pet瓶被用作为容器2,其中在这方面不存在限制。其它容器形状和材料也是可行的,只要所述容器2能够由直线转移装置30运输。然而优选的是,所述容器2是配备有颈环的瓶或者是具有替选的适宜的口部结构的瓶,所述口部结构能够实现使容器2能够通过从下方接合或支撑口部结构而以悬挂的方式运输。
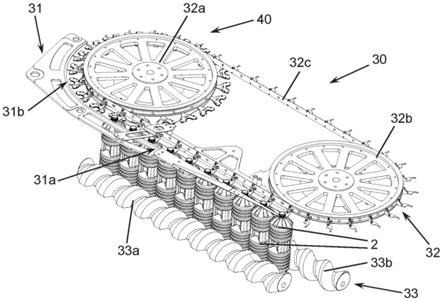
72.参考图3,所述转移装置30具有轨道系统31,所述轨道系统31设立为用于沿着至少部分为直线的轨道来引导所述容器2。除了直线部段31a以外,所述轨道系统31也能够包括一个或多个弯曲部段31b,例如以便辅助从圆形转子输送和/或输送给圆形转子。
73.所述轨道系统31在图5中作为单独的组件示出。在此,所述轨道系统31例如包括外部轨道31c,所述外部轨道优选在弯曲部段31b中与封闭装置40的组件连接。此外,在直线部段31a中设有内部轨道31d,使得在内部轨道31d和外部轨道31c之间构成间隙31e,所述容器2的瓶颈在所述间隙中被引导。
74.所述轨道系统31的运行方式能够从图6中得知,该图示出直线转移装置30的俯视图,所述直线转移装置具有例如填充装置20的示意性示出的输入部。
75.所述容器2离开所述填充装置20,并且在所述颈环下方由轨道系统31容纳。所述轨道系统在直线部段31a中在直线路段上引导所述容器2。所述轨道系统31优选直接与封闭装置40的组件连接,因此所述封闭装置40能够在不中断和无干扰的情况下容纳和封闭所述容器2。
76.所述转移装置30还包括运送机构,所述运送机构设立为用于沿着由轨道系统31预设的轨迹向前推动所述容器2,并且用于在运输期间稳定所述容器2。在根据图3和4的本实施例中,所述运送机构包括两个驱动系统,即带系统32和双蜗杆系统33。
77.参考图7,所述带系统32在此具有两个旋转的盘32a、32b和带32c,所述带围绕所述盘32a、32b缠绕或放置并且由所述盘以回转的方式驱动。
78.两个盘之一32a已经能够作用为封闭装置40的圆形转子41。就此而言,所述封闭装置40和转移装置30的组件能够以协同的方式一起使用,在此例如是盘32a和回转的带32c。
79.所述带32c包括多个推动元件32d,所述推动元件设立为用于优选在容器口部的区域中,挤压或推动容器2,进而沿着所述轨道系统31输送所述容器。口部的区域也包括必要时存在的颈环,所述颈环构成在容器2的必要时存在的螺纹的下方。为了该目的,所述推动元件32d具有适宜的形状,例如具有相应的凹部,所述凹部能够实现牢固地抓住容器2。在本实施例中,所述推动元件32d是弯曲的板,所述板具有各一个用于与相应的瓶颈形状配合的凹部,所述板与所述带32c例如铆接。
80.一个或两个盘32a、32b经由一个执行器或多个同步的执行器驱动,所述执行器在附图中未详细示出。优选使用一个或多个电动马达。所述盘32a、32b位于相应的轴32e、32f、优选星形柱上,经由所述轴将扭矩传递到所述盘32a、32b上。
81.从盘32a、32b到所述带32c上的力传递能够以不同的方式和方法进行,例如仅经由皮带驱动式的摩擦连接、力配合和/或形状配合进行。
82.图8的局部视图示出优选的力传递方式,所述力传递在此通过形状配合来实现。为了该目的,所述驱动盘32b配备有半球形的凸起32g,所述半球形凸起以规则的角间距设置在盘32b的外环周上。所述凸起32g与在带32c中的相应的小孔或留空部32h共同作用,使得
能够通过形状配合实现可靠的力传递。所述留空部32h卡入到所述凸起32g中,由此还实现了自定心效果。以这种方式能够精确地保持所述带32c及其推动元件32d相对于所述盘32a、32b的位置。因此分度也精确地被保持,在所述带系统32与其它机器组件,例如双蜗杆系统33同步时,这尤其具有很大优点。
83.显然,只要凸起和留空部具有相对于彼此互补的形状,使得在两者之间的形状配合是可行的,并且在所述带系统32根据规定运行时暂时,意即当所述带32c与相应的盘32a、32b接触时达成所述形状配合,那么所述凸起32g和留空部32h也能够以不同的方式构成和/或关于带32c和盘32b互换。
84.所述带系统32的基本原理类似于皮带传动装置,其中所述带32c优选是钢带。钢带具有高的力/重量比,并且根据合金而具有抵抗化学变化、湿气和腐蚀的高的耐抗性。此外,即使在高温和真空下也确保了良好的耐久性。润滑对于钢带的运行是不必要的,因此总体上获得低的维护成本和高的可靠性。钢带能够以相对低的振动运行,并且不能或只能不显著地延展。从中产生,借此能够实现高精确度、准确的应用和可再现性。所述钢带具有良好的导热性和导电性,并且不带静电荷。借助使用钢带也能够实现高的卫生程度,由此使其特别适用于无尘室应用,例如在灌装食品或药品时。
85.图3、4、6、7和8示出具有两个盘32a和32b的带系统32。但是,可选地能够设有一个或多个另外的转向盘。此外,代替带32c也能够使用其它运输机构,例如链条、线或皮带。所述运输机构和任何其它适宜的替代物在本文中归于名称“带”。
86.图9示出这种替选的带系统32’,代替由条带状材料制成的带32c,所述带系统使用绳索32c’,优选为钢绳或线。所述推动元件32d’在此优选经由两点安置在线或绳索32c’上:固定的连接和松动的连接。所述绳索32c’以被盘32a’、32b’驱动的方式回转,其中优选在绳索32c’与盘32a’、32b’之间存在形状配合,以便能够确保可靠且无滑移的力传递。所述形状配合能够在推动元件32d’的连接部位处实现。可选地,能够将弹性体引入驱动盘32a’和/或32b’的绳索引导部中,以便能够改进所述力传递。所述推动元件32d’通过轨道系统31被保持在水平方位中。
87.关于带系统32的运行模式再次参考图6。在填充器侧,将所述容器2从所述填充装置20中取出并且借助于推动元件32b、32b’沿着所述轨道系统31推动。所述带系统32的另一侧集成在封闭装置40中。如果所述容器2已经被封闭装置40容纳,则相应的推动元件32b、32b’仅被动地随之移动并且返回到回转的初始点。
88.根据本实施例,所述直线转移装置30具有另一驱动系统,所述另一驱动系统在此优选构成为双蜗杆系统33。
89.参考图10,所述双蜗杆系统33包括第一蜗杆33a和第二蜗杆33b,所述第一蜗杆和第二蜗杆相对于彼此平行地设置并且能够分别围绕其自身的轴线转动。
90.蜗杆33a、33b分别具有运输螺纹33c、33d,所述运输螺纹是用于部分地容纳所述容器2的螺旋状凹部。如从图10中得知,优选地,所述蜗杆33a、33b在腹部部段处包围或接合所述容器2。通过反向转动两个蜗杆33a、33b,通过形状配合,至少部分的形状配合沿蜗杆33a、33b的轴向方向运输所插入的容器2。
91.特别优选地,在平行于蜗杆33a、33b的轴向方向的剖面中观察,如从图11中得知的,所述运输螺纹33c、33d具有v形横截面。
92.图11包含以mm为单位给出的一些示例尺寸,例如用于容器2的直径和两个蜗杆33a、33b相互间的间距。显然,所述尺寸仅是示例性的;然而,从与使用具有较小直径的容器(与图11相比)的图12的比较中,所述示例尺寸有助于识别出:所述运输螺纹33c、33d的v形形状能够实现不同容器大小的容器,尤其是不同的瓶子直径的运输。为了该目的,仅必须改变蜗杆33a、33b的中心轴线间距。
93.为了能够实现使所述容器2能够平缓地进入双蜗杆系统33中,在容器输入处的螺纹切口33e能够构成为大或深到使得所述容器2最初不会被蜗杆33a、33b触碰。
94.在此,“螺纹切口”表示所述运输螺纹33c、33d的留空部深度,所述留空部深度在v形角保持不变的情况下一并确定了在所述蜗杆33a、33b的外环周上的螺纹凹部的轴向长度。所述螺纹切口33e逐渐变小,直至达到期望的或所需的切口,并且所述容器2被充分包围或包裹,使得所述蜗杆33a、33b能够通过形状配合向前推动所述容器2。
95.从图13和14的比较中能够得知这种用于平缓地容纳所述容器2的特殊的螺纹输入部。在图15中示出沿蜗杆33b的轴向方向观察到的螺纹切口33e的变化。
96.同样为了毫无问题地引入所述容器2,能够将背离输入半径的蜗杆33b更长地构成,如从图16中能够特别清楚地得知的那样。
97.关于双蜗杆系统33的工作方式再次参考图10。在容器2进入双蜗杆系统33之后,例如在其离开填充装置20之前不久,所述蜗杆33a、33b的运输螺纹33c、33d最初在不触碰的情况下包围所述腹部,并且然后逐渐变窄,因此所述容器2以平缓的方式和方法被输送和稳定。通过双蜗杆系统33有效地防止了任何摆动运动。同时,所述容器2通过双蜗杆系统33沿运输方向向前推动。为了该目的,所述蜗杆33a、33b反向地并且同步地围绕其轴线转动。由于运输螺纹33c、33d的v形形状,所述蜗杆33a、33b沿着转移装置30的直线轨道经由仅两个作用点推动所述容器2,因此特别温和地处理所述容器2。所述双蜗杆系统33还与带系统32同步,以便能够确保均匀且安全地运输所述容器2。在容器2已经经过所述双蜗杆系统33的运输路径之后,所述容器被封闭装置40容纳。
98.容器2的借助于直线转移装置30进行的完整的运输过程能够如下进行:由填充装置20用填充产品填充的容器2接近用于输送给转移装置30的区域。所述双蜗杆系统33的蜗杆33a、33b最初不接触地包围所述容器2。用于保持和用于运输所述容器2的填充装置20的夹具打开。所述容器口部由轨道系统31容纳,并且所述蜗杆33a、33b现在与容器2完全接合。推动元件32d、32d’接近所述容器的口部区域,尤其是颈环,如果存在的话。所述容器通过总计三个力作用点,即两个蜗杆33a、33b和一个推动元件32d、32d’,沿着所述轨道系统31被推动。在沿着转移装置30的直线轨道进行运输之后,将所述容器输送给所述封闭装置40,其方式例如为:使所述容器从轨道系统31落入所述封闭装置40的容器保持装置的钉板中。所述推动元件32d、32d’脱离接合,并且所述容器2离开所述双蜗杆系统33。所述容器2最初进一步在一侧上通过轨道系统31的外部轨道31c引导,以便能确保温和地输送给所述封闭装置40。
99.只要适用,能够将在实施例中示出的所有单个特征相互组合和/或交换,而不会脱离本实用新型的范围。
100.附图标记列表:
101.1用于填充和封闭容器的装置
102.2容器
103.10输入星形件
104.20填充装置
105.21圆形转子
106.22填充装置的圆形转子的转动轴线
107.23填充器死角
108.30用于直线运输容器的装置
109.31a直线部段
110.31b弯曲部段
111.31c外部轨道
112.31d内部轨道
113.31e间隙
114.32带系统
115.32’带系统
116.32a盘
117.32a’盘
118.32b盘
119.32b’盘
120.32c带
121.32c’绳索
122.32d推动元件
123.32d’推动元件
124.32e轴/柱
125.32f轴/柱
126.32g凸起
127.32h留空部
128.33双蜗杆系统
129.33a第一蜗杆
130.33b第二蜗杆
131.33c运输螺纹
132.33d运输螺纹
133.33e螺纹切口
134.40封闭装置
135.41圆形转子
136.50运输路径
137.100用于填充和封闭容器的装置
138.110输入星形件
139.120填充装置
140.121圆形转子
141.122填充装置的圆形转子的转动轴线
142.123填充器死角
143.130输出星形件
144.140封闭装置
145.141圆形转子
146.150运输路径
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。