1.本发明涉及一种用于电弧焊炬、等离子焊炬或者等离子割炬的耐磨部件以及一种包括其的电弧焊炬、等离子焊炬和等离子割炬,一种用于等离子切割的方法以及一种用于制造用于电弧焊炬、等离子焊炬或者等离子割炬的电极的方法。
背景技术:
2.电弧焊炬和等离子焊炬通常被用于不同类型的材料(例如金属和非金属原料)的热加工,例如用于切割、焊接、刻字或者一般用于加热。
3.电弧焊炬例如可以是tig焊炬。然而,其不像等离子焊炬一样具有喷嘴。但是,可以相同地设计电弧焊炬和等离子焊炬的电极。
4.等离子焊炬通常基本上由焊炬主体、电极、喷嘴和用于其的支撑架组成。现代等离子焊炬还具有安置在喷嘴上方的喷嘴保护盖。往往借助于喷嘴盖固定喷嘴。
5.根据等离子焊炬的类型,通过等离子焊炬的运行,由于因电弧造成的高热负荷而磨损的构件特别地是电极、喷嘴、喷嘴盖、喷嘴保护盖、喷嘴保护盖支撑架和等离子气体导向部件及辅助气体导向部件。这些构件可以由操作人员轻松更换并且由此被称为耐磨部件。
6.等离子焊炬通过导线连接至电源和气体供应装置,其对等离子焊炬进行供应。此外,等离子焊炬可以连接至用于冷却介质(例如冷却液)的冷却装置。
7.特别是在等离子割炬中会出现高热负荷。其原因在于等离子射流穿过喷嘴孔的剧烈收缩/缩窄。在此不使用任何开孔,以便在喷嘴孔中产生50到150a/mm2的高电流密度,约2x106w/cm2的高能量密度和高达30000k的高温。此外,在等离子割炬中使用更高的气压,通常为高达12bar。流经喷嘴孔的等离子气体的高温和高动能的组合引起工件的熔融和熔体的排出。产生槽口并且分离工件。在等离子切割过程中,往往使用氧化气体来切割非合金钢或者低合金钢,并且使用非氧化气体来切割高合金钢或者非铁金属。
8.等离子气体流经电极和喷嘴之间。等离子气体被引导穿过气体导向部件(等离子气体导向部件)。由此,可以有针对性地定向等离子气体。通常,通过等离子气体导向部件中开口的径向和/或轴向偏移,调整成围绕电极的旋转。等离子气体导向部件由电绝缘的材料制成,因为电极和喷嘴必须相互电绝缘。这是必要的,因为在等离子割炬的运行过程中,电极和喷嘴具有不同的电势。为了运行等离子割炬,在电极和喷嘴和/或工件之间产生使等离子气体电离化的电弧。为了电弧的点火,可以在电极和喷嘴之间施加高压,其确保电极与喷嘴之间的路段的预电离并且由此确保形成电弧。在电极和喷嘴之间燃烧的电弧也被称为导引电弧。
9.导引电弧通过喷嘴孔逸出并且到达工件,并使通向工件的路段电离化。由此,可以
在电极和工件之间形成电弧。该电弧也被称为主电弧。在主电弧期间,可以关断导引电弧。然而,也可以继续运行导引电弧。在等离子切割过程中,往往将其关断,以便不会额外地对喷嘴造成负荷。
10.特别是电极和喷嘴在热学上被加负荷并且必须进行冷却。与此同时,其还必须传导形成电弧必需的电流。因此,为此使用良好导热和良好导电的原料,通常为金属,例如铜、银、铝、锡、锌、铁或者其中包含至少一种上述金属的合金。
11.电极往往由电极座和发射嵌件构成,制成发射嵌件的原料具有高熔融温度(》2000℃)并且具有比电极座更低的电子逸出功。作为发射嵌件的原料,在使用非氧化等离子气体时,使用诸如氩气、氢气、氮气、氦气及其混合物、钨,并且在使用氧化气体时,使用例如氧气、空气及其混合物、氮氧混合物及其与其它气体的混合物、铪或者锆。高温原料可以被装配到由良好导热和良好导电的原料制成的电极座中,例如形状配合和/或力配合地压入其中。
12.电极和喷嘴的冷却可以通过气体实现,例如等离子气体或者沿着喷嘴的外侧流动的辅助气体。然而,更有效的是用诸如水等液体进行冷却。在这种情况下,往往直接用液体冷却电极和/或喷嘴,即,液体与电极和/或喷嘴直接接触。为了围绕喷嘴引导冷却液,有喷嘴盖位于喷嘴周围,其内表面与喷嘴的外表面形成冷却剂空间,而冷却剂在该冷却剂空间内流动。
13.额外地,在现代等离子割炬中,在喷嘴和/或喷嘴盖外还有喷嘴保护盖。喷嘴保护盖的内表面和喷嘴或者喷嘴盖的外表面形成辅助气体或者保护气体流动经过的空间。辅助气体或者保护气体从喷嘴保护盖的开孔中逸出并且环绕等离子射流,并且确保围绕其的定义气氛。额外地,辅助气体保护喷嘴和喷嘴保护盖,以防可能在其与工件之间产生的电弧。电弧被称为双电弧并且会导致损坏喷嘴。特别是在被插入到工件中的情况下,喷嘴和喷嘴保护盖由于材料的热上喷而受到强烈的负荷。在插入时,辅助气体的体积流量会相对于切割时的数值有所提高,而辅助气体将向上喷的材料保持为远离喷嘴和喷嘴保护盖并且由此对其进行保护,以防损坏。
14.喷嘴保护盖同样在热学上被施加高负荷并且必须对其进行冷却。因此,为此使用良好导热和良好导电的原料,通常为金属,例如铜、银、铝、锡、锌、铁或者其中包含至少一种上述金属的合金。
15.还可以间接地冷却电极和喷嘴。在这种情况下,其通过贴合而与由良好导热和良好导电的原料制成的构件接触,其通常为金属,例如铜、银、铝、锡、锌、铁或者其中包含至少一种上述金属的合金。该构件又是直接冷却的,即其与大部分流经的冷却剂直接接触。这些构件可以同时用作用于电极、喷嘴、喷嘴盖或者喷嘴保护盖的支撑架或者容纳部,并且排放热量并供应通量。
16.还存在只用液体冷却电极或者只冷却喷嘴的可能性。
17.大多只通过辅助气体冷却喷嘴保护盖。还已知直接或者间接地通过冷却液冷却辅助气体盖的布置。
18.在等离子焊炬中并且特别地在等离子割炬中,由于高能量密度和高温,出现耐磨部件的高负荷。这特别地涉及电极、喷嘴和喷嘴保护盖。
19.迄今为止已知的用于将电极、由诸如钨、铪等高熔点材料制成的发射嵌件装入诸
如铜或银等良好导热材料中的解决方案往往不能达到充分的结果。特别是在大电流的情况下,例如大于300a的电流,并且在使用含氧气体或者气体混合物作为等离子气体的情况下,往往会出现使用寿命过短的情况。而且,常常会产生使用寿命的大波动。在运行过程中,即电弧或者等离子射流燃烧的情况下,发射嵌件会磨损。其逐渐回火燃烧。如果其回火燃烧大于1mm,则在使用铜作为用于电极座的材料时,往往会出现整个电极突然失灵。由此,电弧或者等离子射流从发射嵌件转移至支架并且使其受损。在这种情况下,还会出现喷嘴的损坏。甚至会损坏整个焊炬。
20.通过使用银作为电极座的材料,在失灵之前,电极往往会回火燃烧至1.5mm。
21.因为这一失灵也是突然发生的,所以在所描述的情况下,会出现切割过程的突然结束。因此,待切割的材料往往是不能用的。
技术实现要素:
22.本发明的目的是改善用于电弧焊炬、等离子焊炬或者等离子割炬的耐磨部件的使用寿命,耐磨部件是诸如电极、喷嘴和喷嘴保护盖。
23.本发明提供了一种根据权利要求1所述的耐磨部件、一种根据权利要求19所述的电弧焊炬、一种根据权利要求20所述的等离子焊炬或者等离子割炬和一种根据权利要求21所述的用于等离子切割的方法、一种根据权利要求23所述的用于等离子切割的方法以及一种根据权利要求25所述的用于制造用于电弧焊炬或者等离子焊炬的电极的方法。
24.根据耐磨部件的一种特别实施方案,银的份额至少是耐磨部件或者其部分或者区域的体积或者质量的60%,有利地至少是其80%,更佳地至少是其92%,最佳地是其97%。
25.根据另一特别实施方案,锆和/或铪的份额最少是耐磨部件或者该部分或者该区域的体积或者质量的0.05%,更佳地最少是其0.5%,最佳地最少是其1%。
26.根据另一特别实施方案,锆和/或铪的份额最多是耐磨部件或者该部分或者该区域的体积或者质量的5%,更佳地最多是其2%。
27.有益地,耐磨部件或者该部分或者该区域的100%体积或者质量的余量中至少60%由铜形成。
28.根据一种特别实施方案,耐磨部件是用于电弧焊炬的电极。
29.特别地,在这种情况下可以预设,电极具有前端和后端,沿着纵向轴线m延伸,并且包括位于前端上的至少一个发射嵌件以及电极座和可能的用于发射嵌件的保持元件。
30.特别地,在这种情况下可以预设,电极座的内表面的至少一个子部段或者保持元件的内表面的至少一个子部段由前述合金制成,而该内表面通过贴合与发射嵌件接触。
31.此外,在这种情况下可以预设,直接邻接发射嵌件正面的正面的至少一个子部段具有前述合金。
32.适宜地,直接邻接发射嵌件正面的正面的至少一个子部段具有前述合金。
33.特别地,在这种情况下可以预设,正面的前述子部段径向向外延伸至少0.5mm,更佳地延伸至少1mm。
34.适宜地,发射嵌件至少有90%的体积或者质量由铪或者锆或者钨制成。
35.此外,可以预设,耐磨部件是具有至少一个喷嘴口的喷嘴。
36.特别地,在这种情况下可以预设,喷嘴口的内表面的至少一个子部段具有前述合
金。
37.特别地,在这种情况下可以预设,合金至少从喷嘴口的内表面的子部段开始径向向外延伸至少0.5mm,更佳地延伸至少1mm。
38.根据本发明的另一特别实施方案,可以预设,耐磨部件是具有至少一个喷嘴保护盖开口的喷嘴保护盖。
39.特别地,在这种情况下可以预设,喷嘴保护盖开口的内表面的至少一个子部段具有前述合金。
40.另外,在这种情况下可以预设,合金至少从喷嘴保护盖开口的内表面的子部段开始径向向外延伸至少0.5mm,更佳地延伸至少1mm。
41.在根据权利要求21所述的用于等离子切割的方法中,可以预设,用液态介质冷却电极和/或喷嘴和/或喷嘴保护盖。
42.最后,在根据权利要求23所述的用于等离子切割的方法中,可以预设,回火燃烧的极限值为至少2.0mm,更佳地为至少2.3mm。通过本发明,延长了耐磨部件(特别是电极)的使用寿命。发射嵌件可以继续回火燃烧。在试验中达到了高达2.5mm。除此之外,确认了:自该回火燃烧深度起,往往不再可能点燃导引电弧,并且由此,可以防止在切割过程中损坏负极。
43.特别地,延长了电极的使用寿命,特别是在使用了含氧的等离子气体的情况下。
附图说明
44.本发明的其它特征和优点得自随附的权利要求和接下来根据附图进行的特别实施方案的描述。在附图中:
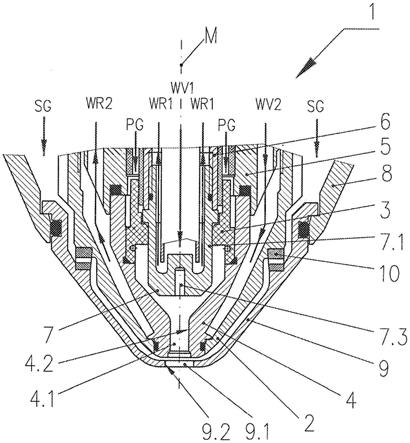
45.图1示出了根据本发明的一种特别实施方案的等离子焊炬的剖视图;
46.图2示出了图1的等离子焊炬的电极的剖视图;
47.图2.1示出了图2的电极的前视图;
48.图2.2示出了图1的等离子焊炬的电极座的剖视图;
49.图2.3示出了图1的等离子焊炬的电极的另一剖视图;
50.图2.4示出了图2的电极的发射嵌件的剖视图;
51.图3示出了根据本发明的另一特别实施方案的电极的剖视图;
52.图3.1示出了图3的电极的前视图;
53.图3.2示出了图3的电极的电极座的剖视图;
54.图3.3示出了图3的电极的保持元件的前视图;
55.图3.4示出了图3.3的保持元件的侧视图;
56.图4示出了根据本发明的另一特别实施方案的电极的剖视图;
57.图4.1示出了图4的电极的前视图;
58.图4.2示出了图4的电极的电极座的剖视图;
59.图4.3示出了图4的电极的保持元件的剖视图;
60.图5示出了根据本发明的另一特别实施方案的电极的剖视图;
61.图5.1示出了图5的电极的前视图;
62.图5.2示出了图5的电极的电极座的剖视图;
63.图5.3示出了图5的电极的保持元件的剖视图;
64.图6示出了根据本发明的一种特别实施方案的喷嘴的剖视图;
65.图6.1示出了图6的喷嘴的另一剖视图;
66.图7示出了根据本发明的一种特别实施方案的喷嘴保护盖的剖视图;并且
67.图7.1示出了图7的喷嘴保护盖的剖视图。
具体实施方式
68.图1示出了根据本发明的一种特别实施方案的等离子割炬1的剖视图(然而,也可以是电弧焊炬或者等离子焊炬),其包括喷嘴盖2、等离子气体导向装置3、根据本发明的一种特别实施方案的包括喷嘴口4.1的喷嘴4、喷嘴容纳部5、电极容纳部6和根据本发明的一种特别实施方案的电极7。电极7包括电极座7.1和长度l1为例如3mm的发射嵌件7.3(见图2.4)。等离子割炬1还包括喷嘴保护盖容纳部8,在其上固定有根据本发明的一种特别实施方案的包括喷嘴保护盖开口9.1的喷嘴保护盖9。辅助气体导向装置10也是等离子割炬1的一部分。通过辅助气体导向装置10供应辅助气体sg。除此之外,在等离子割炬1上还存在用于等离子气体pg的供应装置、冷却剂回线wr1和wr2以及冷却剂馈线wv1和wv2。在运行时,电弧或者等离子射流在切割过程中在电极7的发射嵌件7.3之间燃烧,流经喷嘴口4.1和喷嘴保护盖开口9.1,并且由此在到达工件(未显示)上之前收缩/缩窄。喷嘴口4.1的内表面标有附图标记4.2,而喷嘴保护盖开口9.1的内表面标有附图标记9.2。
69.图2和图2.1示出了图1的电极7,其中图2是穿过电极7的剖视图,而图2.1是电极7的前端的视图a。电极7具有前端7.1.8和后端7.1.9。电极7包括图2.2中所示的电极座7.1和发射嵌件7.3。发射嵌件7.3被压入到电极座7.1的直径d1为例如1.8mm(-0.05)的开孔7.1.5中。开孔7.1.5的内表面7.1.3通过贴合与发射嵌件7.3的外周面7.3.2接触。
70.电极座7.1例如由银、铜和锆的合金制成。质量份额例如以如下方式分布:97%的银、2%的锆和1%的铜。在这种情况下,合金在此例如被用于整个电极座7.1。也存在只在电极座7.1的一部分或者一个区域内有合金的可能性。由此,优选地,至少在电极座7.1的内表面7.1.3上是这种情况。由此,该区域优选地从内表面开始径向向外延伸至少0.5mm。更佳地,该区域径向向外延伸至少1mm。这可以例如通过径向向外地降低锆份额和/或银份额并且提高铜份额得以实现。
71.在示出了电极7的剖视图的图2.3中还示出了回火燃烧l2。回火燃烧被定义为新状态下发射嵌件7.3的面7.3.1与运行中回火燃烧面的最低处之间的差别。在当前示例中,l2例如为2mm。
72.在该示例中,发射嵌件7.3的质量优选地至少有97%由铪构成。
73.图3示出了根据本发明的另一特别实施方案的电极7,其中图3是穿过电极7的剖视图,而图3.1是电极7的前端7.1.8的视图a。电极7具有前端7.1.8和后端7.1.9。电极7包括图3.1中所示的电极座7.1、图3.3和图3.4中所示的保持元件7.2和发射嵌件7.3。发射嵌件7.3被压入到保持元件7.2的具有直径d5的开孔7.2.1中。开孔7.2.1的内表面7.2.3通过贴合与发射嵌件7.3的外周面7.3.2接触。
74.保持元件7.2被压入到电极座7.1的开孔7.1.5内。开孔的内表面7.1.3通过贴合与保持元件的外周面7.2.2接触。
75.保持元件7.2在此例如由银、铜和锆的合金制成。质量份额例如以如下方式分布:97%的银、2%的锆和1%的铜。在这种情况下,合金在此例如被用于整个保持元件7.2。
76.保持元件7.2的直径d3例如为4mm,发射嵌件7.3的直径d7(见图2.4)例如为1.8mm。因此,得到保持元件的1.1mm的壁厚,并且还由此得到径向向外延伸1.1mm的前圆环面7.2.5。
77.也存在只在保持元件7.2的一部分或者一个区域内有合金的可能性。由此,优选地,至少在保持元件7.2的内表面7.2.3上是这种情况。由此,该区域优选地从内表面7.2.3开始径向向外延伸至少0.5mm。更佳地,该区域径向向外延伸至少1mm。这可以例如通过径向向外地降低锆份额和/或银份额并且提高铜份额得以实现。
78.电极座7.1至少由良好导电的材料制成,在该示例中,其90%的质量由铜构成。
79.在该示例中,发射嵌件的质量优选地至少有97%由铪构成。
80.图4示出了根据本发明的另一特别实施方案的电极7,其中图4是穿过电极7的剖视图,而图4.1是电极7的前端7.1.8的视图a。电极7具有前端7.1.8和后端7.1.9。电极7包括图4.2中所示的电极座7.1、图4.3中所示的保持元件7.2和发射嵌件7.3。发射嵌件7.3被引入到保持元件7.2的具有直径d5的开孔7.2.1中。
81.保持元件7.2的开孔7.2.1的内表面7.2.3通过贴合与发射嵌件7.3的外周面7.3.2接触。
82.保持元件7.2被压入到电极座7.1的开孔7.1.5内。开孔7.1.5的内表面7.1.3通过贴合与保持元件7.2的外周面7.2.2接触。在这种情况下,保持元件7.2可以与电极座7.1相连,例如通过力配合、形状配合,但是也可以通过热接合方法,诸如钎焊、焊接,特别是激光钎焊、激光焊接、电弧钎焊、电弧焊接、真空钎焊、真空激光焊接或者电子束焊接。特别有利地,从后端7.1.9开始实现焊接或者钎焊,并且接缝(焊接缝、钎焊缝)7.4位于朝向后端延伸的空腔7.1.7中。作为接合方法,扩散焊也是有利的,在此应用压力和温度。
83.如果从空腔7.1.7的方向实现保持元件7.2在电极座7.1上的热接合,诸如钎焊或者焊接,则其相对于例如从正面实现的热接合具有以下优点:
[0084]-从正面看不到接缝,并且
[0085]-无需任何修整。
[0086]
保持元件7.2在此例如由银、铜和锆的合金制成。质量份额例如以如下方式分布:97%的银、2%的锆和1%的铜。在这种情况下,合金在此例如被用于整个保持元件7.2。
[0087]
保持元件7.2的直径d3例如为6mm,发射嵌件7.3的直径d7例如为1.8mm。因此,得到保持元件7.2的2.1mm的壁厚,并且还由此得到径向向外延伸2.1mm的前圆环面7.2.5。
[0088]
也存在只在保持元件7.2的一部分或者一个区域内有合金的可能性。由此,优选地,至少在保持元件7.2的内表面7.2.3上是这种情况。由此,该区域优选地从内表面开始径向向外延伸至少0.5mm。更佳地,该区域径向向外延伸至少1mm。这可以例如通过径向向外地降低锆份额和/或银份额并且提高铜份额得以实现。
[0089]
电极座7.1至少由良好导电的材料制成,在该示例中,其90%的质量由铜构成。
[0090]
在该示例中,发射嵌件的质量优选地至少有97%由铪构成。
[0091]
图5示出了根据另一特别实施方案的电极7,其中图5是穿过电极7的剖视图,而图5.1是电极的前端7.1.8的视图a。电极7具有前端7.1.8和后端7.1.9。电极7包括图5.2中所
示的电极座7.1、图5.3中所示的保持元件7.2和发射嵌件7.3。发射嵌件7.3被引入到保持元件7.2的具有直径d5的开孔7.2.1中。
[0092]
保持元件7.2的开孔的内表面7.2.3通过贴合与发射嵌件的外周面7.3.2接触。
[0093]
保持元件7.2被安置在电极座7.1的外表面7.1.1上的圆柱形部段上。在这种情况下,保持元件7.2可以与电极座7.1相连,例如通过力配合、形状配合,但是也可以通过热接合方法,诸如钎焊、焊接,特别是激光钎焊、激光焊接、电弧钎焊、电弧焊接、真空钎焊、真空激光焊接或者电子束焊接。特别有利地,从后端7.1.9开始实现焊接或者钎焊,并且接缝(焊接缝、钎焊缝)7.4位于朝向后端延伸的空腔7.1.7中。作为接合方法,扩散焊也是有利的。在此应用压力和温度。
[0094]
保持元件7.2在此例如由银、铜和锆的合金制成。质量份额例如以如下方式分布:97%的银、2%的锆和1%的铜。在这种情况下,合金在此例如被用于整个保持元件7.2。
[0095]
保持元件7.2的直径d3例如为10mm,发射嵌件的直径d7例如为1.8mm。因此,得到保持元件7.2的4.1mm的壁厚,并且还由此得到径向向外延伸4.1mm的前圆环面7.2.5。
[0096]
也存在只在保持元件7.2的一部分或者一个区域内有合金的可能性。由此,优选地,至少在保持元件7.2的内表面7.2.3上是这种情况。由此,该区域优选地从内表面开始径向向外延伸至少0.5mm。更佳地,该区域径向向外延伸至少1mm。这可以例如通过径向向外地降低锆份额和/或银份额并且提高铜份额得以实现。
[0097]
电极座7.1至少由良好导电的材料制成,在该示例中,其90%的质量由铜构成。
[0098]
在该示例中,发射嵌件的质量优选地至少有97%由铪构成。
[0099]
图6示出了根据本发明的一种特别实施方案的喷嘴4,其例如被装入到图1的等离子焊炬1中。该喷嘴4可以完全由银和锆的合金、银和铪的合金或者银和锆及铪的合金制成。然而,重要的是,喷嘴的能够与等离子射流或者电弧接触的部分由该材料制成。这指的是喷嘴4的内表面4.2。这可以例如通过将由前述材料制成的喷嘴嵌件4.4固定在喷嘴支撑架4.3中实现。这示例性地显示在图6.1中。
[0100]
在当前示例中,在图6中,喷嘴4由银、铜和锆的合金制成,而在图6.1中,喷嘴盖嵌件4.4由银、铜和锆的合金制成。质量份额例如以如下方式分布:97%的银、2%的锆和1%的铜。在这种情况下,合金在此例如被用于整个喷嘴4。
[0101]
在这种情况下,喷嘴嵌件4.4可以与喷嘴座4.3相连,例如通过力配合、形状配合,但是也可以通过热接合方法,诸如钎焊、焊接,特别是激光钎焊、激光焊接、电弧钎焊、电弧焊接、真空钎焊、真空激光焊接或者电子束焊接。作为接合方法,扩散焊也是有利的。在此应用压力和温度。
[0102]
图7示出了根据图1的喷嘴保护盖9。该喷嘴保护盖9可以完全例如由银和锆的合金、银和铪的合金或者银和锆及铪的合金制成。然而,重要的是,喷嘴的能够与等离子射流或者电弧接触的部分由该材料制成。这指的是喷嘴保护盖9的内表面9.2。这可以例如通过将由前述材料制成的喷嘴保护盖嵌件9.4固定在喷嘴保护盖支架9.3中实现。这示例性地显示在图7.1中。
[0103]
在当前示例中,在图7中,喷嘴保护盖9由银、铜和锆的合金制成,而在图7.1中,喷嘴保护盖嵌件7.1由银、铜和锆的合金制成。质量份额例如以如下方式分布:97%的银、2%的锆和1%的铜。在这种情况下,合金在此例如被用于整个喷嘴保护盖9。
[0104]
在这种情况下,喷嘴保护盖嵌件9.4可以与喷嘴保护盖支架9.3相连,例如通过力配合、形状配合,但是也可以通过热接合方法,诸如钎焊、焊接,特别是激光钎焊、激光焊接、电弧钎焊、电弧焊接、真空钎焊、真空激光焊接或者电子束焊接。作为接合方法,扩散焊也是有利的。在此应用压力和温度。
[0105]
在之前的说明书、附图以及权利要求中所公开的本发明的特征无论是单独地,还是以任意组合地,对于在其各种实施方案中实现本发明而言都是至关重要的。
[0106]
附图标记列表
[0107]1ꢀꢀꢀꢀꢀꢀꢀ
电弧焊炬、等离子焊炬、等离子割炬
[0108]2ꢀꢀꢀꢀꢀꢀꢀ
喷嘴盖
[0109]3ꢀꢀꢀꢀꢀꢀꢀ
等离子气体导向装置
[0110]4ꢀꢀꢀꢀꢀꢀꢀ
喷嘴
[0111]
4.1
ꢀꢀꢀꢀꢀ
喷嘴口
[0112]
4.2
ꢀꢀꢀꢀꢀ
喷嘴口的内表面
[0113]
4.3
ꢀꢀꢀꢀꢀ
喷嘴座
[0114]
4.4
ꢀꢀꢀꢀꢀ
喷嘴嵌件
[0115]5ꢀꢀꢀꢀꢀꢀꢀ
喷嘴容纳部
[0116]6ꢀꢀꢀꢀꢀꢀꢀ
电极容纳部
[0117]7ꢀꢀꢀꢀꢀꢀꢀ
电极
[0118]
7.1
ꢀꢀꢀꢀꢀ
电极座
[0119]
7.1.1
ꢀꢀꢀ
正面
[0120]
7.1.2
ꢀꢀꢀ
外表面
[0121]
7.1.3
ꢀꢀꢀ
内表面
[0122]
7.1.5
ꢀꢀꢀ
开孔
[0123]
7.1.7
ꢀꢀꢀ
空腔
[0124]
7.1.8
ꢀꢀꢀ
前端
[0125]
7.1.9
ꢀꢀꢀ
后端
[0126]
7.2
ꢀꢀꢀꢀꢀ
保持元件
[0127]
7.2.1
ꢀꢀꢀ
开孔
[0128]
7.2.2
ꢀꢀꢀ
外周面
[0129]
7.2.3
ꢀꢀꢀ
内表面
[0130]
7.2.5
ꢀꢀꢀ
前圆环面
[0131]
7.3
ꢀꢀꢀꢀꢀ
发射嵌件
[0132]
7.3.1
ꢀꢀꢀ
正面
[0133]
7.3.2
ꢀꢀꢀ
外周面
[0134]
7.4
ꢀꢀꢀꢀꢀ
接缝
[0135]8ꢀꢀꢀꢀꢀꢀꢀ
喷嘴保护盖容纳部
[0136]9ꢀꢀꢀꢀꢀꢀꢀ
喷嘴保护盖
[0137]
9.1
ꢀꢀꢀꢀꢀ
喷嘴保护盖开口
[0138]
9.2
ꢀꢀꢀꢀꢀ
喷嘴保护盖开口的内表面
[0139]
9.3
ꢀꢀꢀꢀꢀ
喷嘴保护盖支架
[0140]
9.4
ꢀꢀꢀꢀꢀ
喷嘴保护盖嵌件
[0141]
10
ꢀꢀꢀꢀꢀꢀ
辅助气体导向装置
[0142]
d1
ꢀꢀꢀꢀꢀꢀ
内径
[0143]
d3
ꢀꢀꢀꢀꢀꢀ
外径
[0144]
d5
ꢀꢀꢀꢀꢀꢀ
内径
[0145]
d7
ꢀꢀꢀꢀꢀꢀ
直径
[0146]
l1
ꢀꢀꢀꢀꢀꢀ
长度
[0147]
l2
ꢀꢀꢀꢀꢀꢀ
回火燃烧
[0148]mꢀꢀꢀꢀꢀꢀꢀ
中心纵向轴线
[0149]
pg
ꢀꢀꢀꢀꢀꢀ
等离子气体
[0150]
sg
ꢀꢀꢀꢀꢀꢀ
辅助气体
[0151]
wr1
ꢀꢀꢀꢀꢀ
冷却剂回线
[0152]
wr2
ꢀꢀꢀꢀꢀ
冷却剂回线
[0153]
wv1
ꢀꢀꢀꢀꢀ
冷却剂馈线
[0154]
wv2
ꢀꢀꢀꢀꢀ
冷却剂馈线。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。