1.本发明涉及变速器技术领域,尤其涉及阀板防磕碰工装及其应用的变速器组装方法。
背景技术:
2.自动变速器的电磁阀组装配于阀板上,控制阀板输出的油压大小。电磁阀组在选型过程中因为成本和布置空间考虑,需要将电磁阀组针脚裸露在电磁阀组保护壳外侧,如图1所示。电磁阀组装配在阀板总成上,阀板总成装配完成后,阀板总成在阀板线完成测试;然后将阀板总成由阀板线转运到总装线继续进行整机装配,此过程中会出现电磁阀组针脚磕碰,进而导致电磁阀组接触不良问题。磕碰后人工不容易发现,测试线测试无法100%检出,因此不仅增加了变速箱的返修率,也增加了售后故障率。
3.为解决裸露电磁阀组在转运过程中出现磕碰问题导致变速箱不良问题,亟需设计电磁阀组防磕碰工装。
技术实现要素:
4.本发明所要解决的技术问题是提供阀板防磕碰工装及其应用的变速器组装方法,在阀板总成组装时对电磁阀针脚进行防护,避免磕碰。
5.为解决上述技术问题,本发明的技术方案是:阀板防磕碰工装,包括支撑连接部,所述支撑连接部包括支撑连接体;和防护部,所述防护部包括多个防护体,所述防护体固定在支撑连接体上,且多个防护体在支撑连接体上间隔设置。
6.作为优选的技术方案,还包括延伸部,所述延伸部固定在支撑连接体上,且延伸部与防护体分别位于支撑连接体的相对两侧边缘。
7.作为优选的技术方案,所述延伸部包括卡接支撑体,所述卡接支撑体固定设置在支撑连接体上;卡接支撑体上设有两个卡爪,两个所述卡爪之间形成卡槽。
8.作为优选的技术方案,两个所述卡爪相对的侧面设置有过渡面,所述过渡面位于卡爪远离卡接支撑体的端部;所述过渡面为斜面,使得卡槽的开口呈喇叭状。
9.作为优选的技术方案,所述卡接支撑体上还设有固定孔。
10.作为优选的技术方案,所述防护体的防护端为楔形,且朝向电磁阀的防护面为斜面。
11.应用上述阀板防磕碰工装的变速器组装方法,包括组装阀板防磕碰工装和阀板总成:为下线测试合格的阀板总成安装阀板防磕碰工装,阀板防磕碰工装安装在电磁阀上,防护体插入电磁阀的接插件卡扣内,防护体的防护端挡在电磁阀的针脚外侧;组装阀板总成和变速器壳体:阀板总成与变速器壳体预连接后,拆下阀板防磕碰工装;然后,拧紧阀板螺栓,完
成阀板总成与变速器壳体的组装;组装油底壳和变速器壳体。
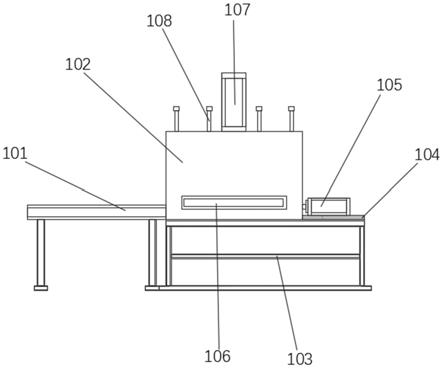
12.作为优选的技术方案,组装油底壳和变速器壳体包括以下步骤:取油底壳,放置在预装平台上;在预装平台上,取油底壳固定所需的油底壳螺栓并放置在油底壳的螺栓孔内,为油底壳预留两个螺栓孔以便于与变速器壳体对接时定位、导向;清洁油底壳与变速器壳体的结合面,取两导向销分别插入变速器壳体的两个螺栓孔中;将油底壳预留的两个螺栓孔分别对准两个导向销,并使得油底壳套在导向销上,在导向销的引导下完成油底壳和变速器壳体的对接;完成油底壳和变速器壳体对接后,预拧油底壳螺栓;然后将两导向销取下复位,取料并装配剩余的2颗油底壳螺栓;拧紧油底壳螺栓,完成油底壳和变速器壳体组装。
13.作为优选的技术方案,组装阀板总成和变速器壳体还包括以下步骤:取阀板总成放到预装工作台上,扫码确认阀板总成并检查电磁阀的接线端线束针脚;取固定阀板总成所需的阀板螺栓并预装到阀板总成上,利用阀板装配工装将合格的阀板放到送进工装上,推动送进工装使得阀板总成进入变速器壳体内;安装并整理线束后,将阀板总成安装到位,并预拧紧阀板螺栓,实现阀板总成与变速器壳体预连接。
14.作为优选的技术方案,阀板总成安装进变速器壳体后,阀板防磕碰工装的卡接支撑体外伸出变速器壳体;若不拆卸阀板防磕碰工装则无法安装油底壳。
15.应用上述阀板防磕碰工装对变速器组装,不仅能够防止电磁阀针脚被磕碰,提高装配质量;还便于操作,利用电磁阀的接插件卡扣与阀板防磕碰工装实现安装,无需打螺栓固定,更省时省力。另外,阀板防磕碰工装可重复利用,通过合理的设置阀板防磕碰工装的结构,防磕碰工装高度要高于合箱面,与变速器组装方法相结合,若不拆解会造成油底壳装配干涉,可防止漏拆工装,阀板防磕碰工装可使用不耐高温的材料,节省成本。
附图说明
16.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
17.图1是电磁阀针脚的状态示意图;图2是阀板防磕碰工装的三维状态结构示意图;图3是阀板防磕碰工装的主视图;图4是图3的右视图;图5是图3的仰视图;图6是阀板防磕碰工装的使用状态第一视角示意图;
图7是阀板防磕碰工装的使用状态第二视角示意图;图8是阀板防磕碰工装与油底壳的位置关系示意图;图9是阀板总成与预装工作台的使用状态示意图;图10是阀板装配工装、阀板总成和进工装的使用状态示意图。
具体实施方式
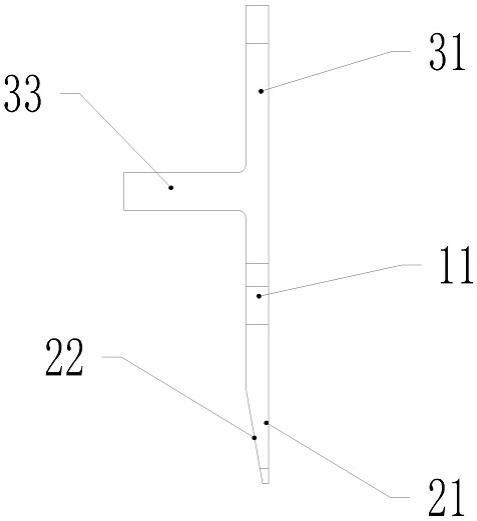
18.如图2、图3、图4和图5所示,阀板防磕碰工装,用于对阀板总成9的电磁阀4针脚进行防护,防磕碰;包括支撑连接部1、延伸部3和防护部2。
19.支撑连接部1包括支撑连接体11,支撑连接体11呈长条板状,其长度以能够实现多个电磁阀4的防护为依据,根据实际情况进行设计。
20.防护部2包括多个防护体21,防护体21固定在支撑连接体11上;防护体21的数量以需要保护的电磁阀4的数量为准,以实现电磁阀4的全面防护为依据。当同时对多个电磁阀进行防护时,设置多个防护体21,防护体21与电磁阀4一一对应,分别实现防护。
21.多个防护体21在支撑连接体11上间隔设置,如图6和图7所示,使用时,间隔设置的防护体21可分别插入对应的电磁阀4的接插件卡扣42内,防护体21的防护端挡在电磁阀4的针脚外侧。
22.最佳的,防护体21的防护端为楔形,朝向电磁阀的防护面22为斜面,一是利于引导防护体21插入电磁阀4的插接件卡扣内,二是当防护体21插接到位后,防护面22不会直接与针脚接触,避免磕碰针脚。
23.还包括延伸部3,所述延伸部3固定在支撑连接部1上,且延伸部3与防护体21分别位于支撑连接体11的相对两侧边缘。
24.延伸部3包括卡接支撑体31,卡接支撑体31固定设置在支撑连接体11上,卡接支撑体31上设有两个卡爪33,两个卡爪33之间形成卡槽;通过卡槽卡在电磁阀4的保护壳41上。
25.进一步的,两个卡爪33相对的侧面设置有过渡面34,位于卡爪33远离卡接支撑体31的端部;过渡面34为斜面,使得卡槽的开口呈喇叭状,利于卡爪33与保护壳41卡接。
26.卡爪33位于卡接支撑体31临近支撑连接体11处,卡接支撑体31向远离支撑连接体11的方向延伸一定长度,以防止组装油底壳5之前忘记拆除该工装;从而允许阀板防磕碰工装的材料选用不耐高温的材料,以节省成本。
27.卡接支撑体31上还设有固定孔32,用于将工装固定在电磁阀4上或将警示卡固定在卡接支撑体31上。
28.变速器组装方法,包括组装阀板防磕碰工装和阀板总成9:为下线测试合格的阀板总成9安装阀板防磕碰工装,阀板防磕碰工装安装在电磁阀4上,多个防护体21分别对应插入电磁阀4的接插件卡扣42内,防护体21的防护端挡在电磁阀4的针脚外侧,如图5所示,卡接支撑体31通过卡槽卡在电磁阀4上;完成组装后,将阀板总成9转运到下一工序。
29.组装阀板总成9和变速器壳体:从料车上取阀板总成9放到预装工作台6上,如图9所示;扫码确认阀板总成9并检查电磁阀4的接线端线束针脚;
取固定阀板总成9所需的阀板螺栓并预装到阀板总成9上,检测无漏螺栓后,利用阀板装配工装7将合格的阀板总成9放到送进工装8上,如图10所示,推动送进工装8使得阀板总成9进入变速器壳体内;安装并整理线束后,将阀板总成9安装到位,并预拧紧阀板螺栓,实现阀板总成9与变速器壳体预连接;阀板总成9与变速器壳体预连接后,将阀板装配工装7及送进工装8复位,拆下阀板防磕碰工装;拧紧固定阀板螺栓,完成阀板总成9与变速器壳体的组装。
30.组装油底壳5和变速器壳体:取油底壳5,放置在预装平台上;在预装平台上,取油底壳5固定所需的油底壳螺栓并放置在油底壳5的螺栓孔内,为油底壳5预留两个螺栓孔以便于与变速器壳体对接时定位、导向;清洁油底壳5与变速器壳体的结合面,取两导向销分别插入变速器壳体的两个螺栓孔中;将油底壳5预留的两个螺栓孔分别对准两个导向销,并使得油底壳5套在导向销上,在导向销的引导下完成油底壳5和变速器壳体的对接;完成油底壳5和变速器壳体对接后,用气动拧紧枪预拧油底壳螺栓;然后将两导向销取下复位,取料并装配剩余的2颗油底壳螺栓;拧紧油底壳螺栓,完成油底壳5和变速器壳体组装。
31.阀板总成9与变速器壳体组装过程中,阀板防磕碰工装全程对电磁阀4的针脚进行防护,保证了变速器的组装质量。其中,为防止忘记取出阀板防磕碰工装,阀板总成9安装进变速器壳体后,阀板防磕碰工装的卡接支撑体31外伸出变速器壳体;若不拆卸阀板防磕碰,卡接支撑体31会与后续安装的油底壳5干涉,如图8所示,则无法安装油底壳5。
32.使用时,将阀板防磕碰工装安装在电磁阀4上之后,通过位于防磕碰工装的固定孔32内的扎带将阀板工装固定在电磁阀4上或者将警示卡固定在阀板防磕碰工装上。
33.以上显示和描述了本发明的基本原理、主要特征及本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。