1.本实用新型属于纤维棒成型技术领域,特别是涉及一种流动式油浴加热纤维棒成型装置。
背景技术:
2.纤维棒俗称为香水芯、储油一体棉,过滤棉芯,其为由多根细微的有孔纤维丝线组合而成型的纤维束。纤维棒主要用于空气净化自然缓慢释放和一些需要有引水、过滤功能的产品,适用于日用类(空气清新香氛器,汽车香水座等产品)、电子类(usb微型加湿器、电子烟雾化器、微型电脑扫地机等产品)、医用(实验室移液管、制氧机、湿化瓶等产品)等行业;
3.为了提高纤维棒成型效果,通常采用改进加热油流动路径或者增加其他热源,提高纤维丝的受热均匀性的方式,使得纤维丝能够充分地、均匀地受热,避免产生局部温差的问题,例如申请号为202110182589.1的一种环保高分子多孔材料成型机,其内容包括:环保高分子多孔材料成型机包括热成型机箱,热成型机箱中部为热融通道,热成型机箱内上侧设有第一送风机和第一发热件,第一发热件设置在第一送风机的下方,第一送风机的两侧连通有第一热流通道,第一热流通道的末端连通有第二热流通道,第二热流通道的末端连通至热融通道,热成型机箱内下侧设有第二送风机和第二发热件,第二发热件设置在第二送风机的上方,第二送风机的两侧连接有第三热流通道,第三热流通道的末端连通有第四热流通道,第四热流通道的末端连通至热融通道。通过上下两端同时进行加热,令其纤维丝能够充分地、均匀地受热,能够降低能源的消耗且提高能源的利用率;其通过热成型机箱将纤维丝组逐渐熔融并相互黏合结合,其内部采用电热丝以及风机结构相互作用,使得箱体内部充满热空气,同时通过上下两端同时进行加热,令其纤维丝能够充分地、均匀地受热,并且采用本技术的装置结构,与现有技术相比,能够降低能源的消耗且提高能源的利用率。再比如申请号为202110209751.4的一种高分子多孔材料成型机,其内容包括:高分子多孔材料成型机包括热成型机箱,热成型机箱的一侧上开设有若干高分子多孔材料入口,热成型机箱上一侧面开设有高分子多孔材料成型口,两者之间连接有热融丝束管道,热成型机箱内设有高温油箱,热融丝束管道设置在高温油箱中,热成型机箱的底部设有高温油加热补充组件,包括高温油缓存箱、油泵马达以及发热体,油泵马达与高温油箱连接有第一油管,高温油缓存箱与高温油箱的上部连接有第二油管,发热体连接有储油箱,储油箱设置在热成型机箱的外侧。本实用新型能够使得熔融丝束管道的管壁四周受热温度相等,从而令热熔丝受热均匀,并使高温油在内部循环流动,进行包覆式的环流加热,使内部高温油的温度不会出现不同;其通过利用油浸的方式对热融丝束管道进行加热,能够使得熔融丝束管道的管壁四周受热温度相等,从而令热熔丝受热均匀,并且通过单发热体的设置方式,结合高温油泵,使高温油在内部循环流动,对热融丝束管道进行包覆式的环流加热,使内部高温油的温度不会出现不同温度区间的情况,同时提高加热的效果。
4.但是,经申请人对上述现有技术进一步研究发现,在纤维棒成型过程中由于纤维
丝在受热熔融时,存在两种情形,第一,在一开始进入热融丝束管道时,纤维丝的温度会发生剧烈变化,产生较大温差;第二,在热融丝束管道中逐渐移动的过程中,热融丝束管道的长度较长,在长距离热融丝束管道中温度均匀性比较差,即热融丝束管道本身沿长度方向存在温度变化,所以申请人对现有技术进行改进,尝试研制更优的纤维棒成型装置。
技术实现要素:
5.本实用新型的目的在于针对现有技术存在的问题,提供一种基于流动加热油的基础上通过对纤维丝先进行预热再进行加热,提高纤维丝受热均匀性的流动式油浴加热纤维棒成型装置。
6.为实现上述目的,本实用新型提供了如下方案:本实用新型提供一种流动式油浴加热纤维棒成型装置,包括按温度逐步升高规律依次布置的预热区和热融加热区,所述预热区和所述热融加热区均包括至少一个热成型箱,所述热成型箱中间隔排布有若干根热融丝束管道,相邻所述热成型箱的所述热融丝束管道一一对应连通;所述热成型箱与流动式供油单元相连通,所述流动式供油单元向所述热成型箱供给循环流动的加热油。
7.优选地,所述热融加热区包括依次连通的第一热成型箱、第二热成型箱和第三热成型箱,所述第一热成型箱与所述预热区相连通。
8.优选地,所述第一热成型箱、所述第二热成型箱和所述第三热成型箱按温度逐步升高规律依次布置。
9.优选地,所述预热区包括一个所述热成型箱。
10.优选地,所述热成型箱内均设有箱体温度探头,温控单元接收所述箱体温度探头所测得的温度信息并显示以及调节所述流动式供油单元供油温度,所述温控单元上还设有温度报警器。
11.优选地,所述热融丝束管道的外部均缠绕有用于温度补偿的发热圈,每个所述热融丝束管道的外部均设置有局部温度探头,所述温控单元接收所述局部温度探头所测得的温度信息并显示以及调节所述发热圈发热温度。
12.优选地,每个所述热融丝束管道上的所述发热圈均与所述温控单元独立连接。
13.优选地,所述流动式供油单元包括依次连通的循环加热油箱、油泵和加热油缓存箱,所述循环加热油箱与所述热成型箱的加热油出口相连通,所述加热油缓存箱与所述热成型箱的加热油进口相连通,所述加热油出口和所述加热油进口相对设置在所述热成型箱的两端。
14.优选地,所述加热油缓存箱设置位置高于所述热成型箱,所述加热油缓存箱的旁侧连接有液位计。
15.本实用新型相对于现有技术取得了以下有益效果:
16.本实用新型的流动式油浴加热纤维棒成型装置中,首先,通过预热区和热融加热区,对纤维丝先进行预热再进行加热,有利于纤维丝的成型;其次,通过流动式加热油进行加热,使得加热腔室内的油液温度均匀性高,避免了局部温度变化导致各个成型通道之间的温差较大的问题;最后,其具备储热油结构,不仅能够时刻保证加热腔室内有足够的加热油,还能够避免加热腔室内油压过大导致装置安全性降低的问题。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
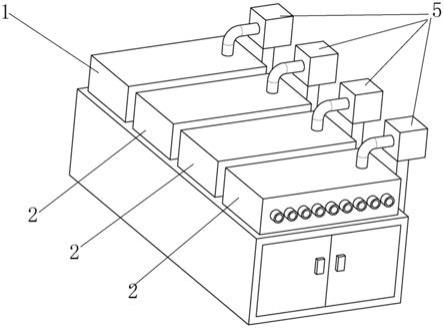
18.图1为本实用新型流动式油浴加热纤维棒成型装置的结构示意图;
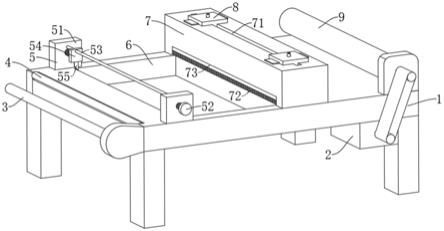
19.图2为图1中热成型箱的结构示意图;
20.图3为图2中热融丝束管道的结构示意图;
21.其中,预热区1、热融加热区2、热成型箱3、热融丝束管道4、流动式供油单元5、发热圈6、循环加热油箱7、油泵8、加热油缓存箱9。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.本实用新型的目的在于针对现有技术的缺陷和不足,提供一种基于流动加热油的基础上通过对纤维丝先进行预热再进行加热,提高纤维丝受热均匀性的流动式油浴加热纤维棒成型装置。
24.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
25.如图1至3所示,本实用新型提供一种流动式油浴加热纤维棒成型装置,包括按温度逐步升高规律依次布置的预热区1和热融加热区2,预热区1和热融加热区2均包括至少一个热成型箱3,热成型箱3中间隔排布有若干根热融丝束管道4,相邻热成型箱3的热融丝束管道4一一对应连通;热成型箱3与流动式供油单元5相连通,流动式供油单元5向热成型箱3供给循环流动的加热油。其中,热融丝束管道4的温度保持在190至240摄氏度,优选为220摄氏度,预热区1的平均温度为120至170摄氏度,热融加热区2的平均温度为240至300摄氏度,通过预热区1和热融加热区2,对纤维丝先进行预热再进行加热,降低纤维丝进入热融丝束管道4的瞬间温度差,有利于纤维丝的成型;预热区1的最高温度可以是热融加热区2平均温度的一半,当然预热区1中也可以设置多个热成型箱3,从而进行逐步升温预热,更加精细化;热融加热区2也可以设置多个热成型箱3,从而进行逐步升温热融;流动式油浴加热是指在热成型箱3中注入一直处于循环流动状态的加热油,通过流动的加热油对热融丝束管道4进行加热,使得热融丝束管道4的进行连续加热,但是由于加热油是流动的,所以流动过程中的热量损失比较大,装置所需能耗较大;由于预热区1仅仅起到预热的作用,并不进行热融处理,所以预热区1中热成型箱3的宽度(即热成型箱3对纤维丝的加热行程)可以小于热融加热区2中热成型箱3的宽度,以降低装置的生产制造成本。
26.作为一种具体的实施方式,为了减小单个热成型箱3的结构体积,使得单个热成型箱3使用加热油的量减少,保证热成型箱3内油温的可控性,避免体积过大导致油量过多产生油温可控性降低的问题,同时也避免加热油存在不能浸没热融丝束管道4的问题,本实用
新型中热融加热区2包括依次连通的第一热成型箱、第二热成型箱和第三热成型箱,第一热成型箱与预热区1相连通,即通过第一热成型箱、第二热成型箱和第三热成型箱组成一个集合,共同对预热后的纤维丝进行热融工作;其中,第一热成型箱、第二热成型箱和第三热成型箱的温度可以是相同的,也可以是逐渐变化的,只要能最终完成热融处理即可;当然第一热成型箱、第二热成型箱和第三热成型箱的结构体积也可以是相同的,也可以是不同的,当结构体积不同时,第一热成型箱、第二热成型箱和第三热成型箱的加热能力也随着结构体积的变化(储存加热油的量也随之变化),发生相应的变化,如增大体积,则增强加热能力。
27.作为上述技术方案的一种具体的实施方式,本实用新型中第一热成型箱、第二热成型箱和第三热成型箱按温度逐步升高规律依次布置。
28.作为一种具体的实施方式,由于预热区1的仅仅进行预热,所以只要起到预热效果即可,为了降低装置的生产制造成本,本实用新型中预热区1仅包括一个热成型箱3。
29.作为一种具体的实施方式,为了便于控制热成型箱3的温度,本实用新型中热成型箱3内均设有箱体温度探头,温控单元接收箱体温度探头所测得的温度信息并显示以及调节发热管发热温度,电控箱上还设有温度报警器,由于此处的控制过程是现有技术,不做具体赘述,可以参照背景技术中所公开的专利引证文件。
30.作为一种具体的实施方式,为了便于控制热融丝束管道4的实际受热温度,本实用新型中热融丝束管道4的外部均缠绕有用于温度补偿的发热圈6,每个热融丝束管道4的外部均设置有局部温度探头,其中,局部温度探头可以沿热融丝束管道4长度方向布置若干个,发热圈6也可以沿热融丝束管道4长度方向布置若干段,将局部温度探头和发热圈6相结合使用,温控单元接收局部温度探头所测得的温度信息并显示以及调节发热圈6发热温度;即通过局部温度探头对热融丝束管道4周围的温度进行监测,通过发热圈6对热融丝束管道4进行热补偿,避免加热油存在局部温度低的问题。
31.作为上述技术方案的一种具体的实施方式,为了增强每个热融丝束管道4的温度控制精度,本实用新型中每个热融丝束管道4上的发热圈6均与温控单元独立连接。
32.作为一种具体的实施方式,本实用新型中流动式供油单元5包括依次连通的循环加热油箱7、油泵8和加热油缓存箱9,循环加热油箱7与热成型箱3的加热油出口相连通,加热油缓存箱9与热成型箱3的加热油进口相连通,加热油出口和加热油进口相对设置在热成型箱3的两端;由于此处的供油过程是现有技术,不做具体赘述,可以参照背景技术中所公开的专利引证文件。
33.为了便于对加热缓存箱内的油量进行观测,本实用新型中加热油缓存箱9设置位置高于热成型箱3,加热油缓存箱9的旁侧连接有液位计。
34.本实用新型中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型及其核心思想;同时,对于本领域的一般技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本实用新型的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。