1.本实用新型具体涉及一种线导轨及导向机构,属于轧钢打包设备技术领域。
背景技术:
2.随着钢铁企业生产效率的不断提高,自动打包机已经成为棒材生产车间不可或缺的设备,线导轨和导向机构作为打包机送丝结构的主要部件,直接影响了打包机工作稳定性和效率。现有技术中的打包机线导轨包括线导轨支架、设置于线导轨支架内的上下两组线道轴承,各线道轴承独立安装,在送丝过程中由导向机构的导向轮、从线导轨的上下组线道轴承中间穿过、导出完成送丝,因线导轨导向环境密闭,由打包丝剥落的氧化铁逐步堆积于线导轨内部,极易卡死轴承,影响送丝,最终导致生产中断。由于该线导轨拆装极为不便,更换其内部线道轴承时需依次拆除导向轮、导轨支架、液压油管、压线轮机构及线导轨周边所有支架,故障影响时间很长,同时作业过程中人员需攀登至打包机顶部,存在严重的安全隐患,因此迫切需要一种新的技术方案来解决上述问题。
技术实现要素:
3.本实用新型的目的在于针对现有技术缺陷,提供一种线导轨及导向机构,导向机构中的线导轨压板上通过开设通孔,使氧化铁随打包自动跑出线导轨或通过吹扫深度清洁,避免轴承卡死影响送丝、拆卸线导轨而中断生产、人员攀登清理安全隐患,保证轧钢打包喂丝导向流畅。
4.本实用新型解决上述问题的技术方案为:
5.一种线导轨,包括压板、第一线道轴承组和第二线道轴承组,所述压板有两个且均设有若干通孔,若干通孔位于第一线道轴承组和第二线道轴承组之间,所述第一线道轴承组和第二线道轴承组均包括若干滚动安装于两个压板之间的轴承,第一线道轴承组和第二线道轴承组之间设有间隙,间隙用于打包丝送丝,两个压板之间连接有位于第二线道轴承组两端的入口导板和出口导板。
6.上述一种线导轨,优选地,两个压板的若干通孔对应设置,所述通孔呈腰型孔结构,所述第一线道轴承组、第二线道轴承组和若干通孔均呈同向弧形分布,第一线道轴承组和第二线道轴承组的若干轴承相互错位设置。
7.上述一种线导轨,优选地,所述轴承、入口导板和出口导板均与两个压板之间设有螺栓,所述螺栓上设有位于压板外部的螺母。
8.一种自动打包机导向机构,包括导向轮、喂线轮、如上所述线导轨,所述线导轨位于导向轮与喂线轮之间,所述喂线轮外侧设有压线轮。
9.上述一种自动打包机导向机构,优选地,所述线导轨外设有吹扫装置,所述吹扫装置包括吹尘枪和气源装置,所述吹尘枪与气源装置之间设有管路,所述管路上设有控制机构,所述控制机构包括由气源装置向吹尘枪方向依次设置的球阀、三联件、二位二通电磁阀和节流阀。
10.本实用新型具有有益效果:
11.(1)线导轨通过螺栓和螺母将第一线导轴承组、第二线导轴承组、入口导板和出口导板安装于两个压板之间,打包丝沿线导轨两个压板内的第一线导轴承与入口导板之间、第一线道轴承与第二线道轴承之间、第一线道轴承与出口导板之间导出,并经过打包机构的喂线轮、在压线轮的压紧作用下可靠喂丝,实现打包机打包丝喂丝导向,通过开设位于第一线道轴承组和第二线道轴承组之间的通孔,使轧钢打包生产时产生的氧化铁自动跑出线导轨。
12.(2)导向机构安装于打包机中,吹扫装置通过控制机构的球阀手动控制、二位二通电磁阀自动控制管路启闭,并在三联件的过滤和压力控制、节流阀的流量控制下使气源沿管路向吹尘枪流动,吹扫线导轨、达到深度清洁效果,从而综上避免轴承卡死影响送丝、且避免拆卸线导轨而中断生产、人员攀登清理安全隐患,保证轧钢打包喂丝导向流畅。
附图说明
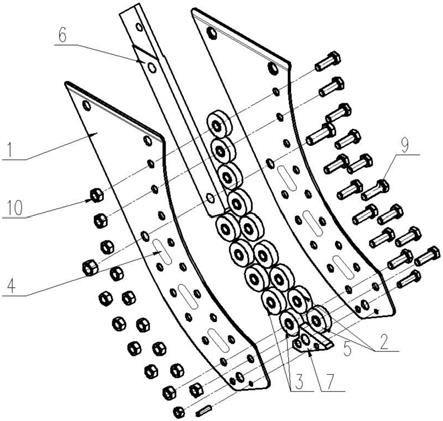
13.图1为本实用新型实施例1的装配结构图;
14.图2为本实用新型实施例1的正视结构图;
15.图3为本实用新型实施例1的压板结构图;
16.图4为本实用新型实施例2的结构图;
17.图5为本实用新型实施例2的吹扫结构图;
18.图中:压板1、第一线道轴承组2和第二线道轴承组3,通孔4,轴承5,入口导板6和出口导板7,螺栓9,螺母10,导向轮11、喂线轮12、压线轮13,吹扫装置14,吹尘枪141、气源装置142、管路17,控制机构15,球阀151、三联件152、二位二通电磁阀153和节流阀154,打包机16、操作室18、操作按钮19,打包丝20。
具体实施方式
19.下面结合附图对本实用新型的具体实施方式作进一步说明。
20.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另有说明,“若干”的含义是两个或两个以上。
21.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本实用新型中的具体含义。
22.实施例1:
23.参见附图1-3,为本实用新型所述线导轨的一种较佳实施方式,所述线导轨包括压板1、第一线道轴承组2和第二线道轴承组3,所述压板1有两个且均设有若干通孔4,若干通孔4位于第一线道轴承组2和第二线道轴承组3之间,所述第一线道轴承组2和第二线道轴承组3均包括若干滚动安装于两个压板1之间的轴承5,第一线道轴承组2和第二线道轴承组4之间设有间隙,间隙用于打包丝送丝,两个压板1之间连接有位于第二线道轴承组3两端的入口导板6和出口导板7。
24.根据上述线导轨,优选地,两个压板1的若干通孔4对应设置,所述通孔4呈腰型孔结构,所述第一线道轴承组2、第二线道轴承组3和若干通孔4均呈同向弧形分布,第一线道轴承组2和第二线道轴承组3的若干轴承5相互错位设置,所述轴承5、入口导板6和出口导板7均与两个压板1之间设有螺栓9,所述螺栓9上设有位于压板1外部的螺母10,所述出口导板7端部、靠近出口导板7的压板1端部均呈同向v形结构。
25.实施例1的装配过程为:
26.螺栓9可以采用具有光滑面和螺纹面柱体的外六角螺栓9,螺母10可以采用与螺栓9螺纹配合的六角螺母10,将若干螺栓9对应插入其中一个压板1上、将轴承5中心、入口导板6和出口导板7对应安装于螺栓9上,轴承5与螺栓9的光滑面滚动配合安装,入口导板6和出口导板7至少与两个螺栓9配合安装,将另一个压板1对应安装于若干螺栓9上,并以螺母10与螺栓9配合锁紧定位,将第一线导轴承5组、第二线导轴承5组、入口导板6和出口导板7安装于两个压板1之间,装配快速可靠。
27.装配后,第一线道轴承组2、第二线道轴承组3和若干通孔4均呈同向弧形分布,第一线道轴承组2和第二线道轴承组3的若干轴承5相互错位设置,第一线道轴承组2和第二线道轴承组3之间设有间隙,入口导板6和出口导板7分别与第一线道轴承组2两端间隔设置,便于线导轨与打包机紧凑安装送丝、节约设备空间,入口导板6与第一线道轴承5的对齐间距逐渐缩小、方便打包丝入丝和送丝,出口导板7端部、靠近出口导板7的压板1端部均呈同向v形结构,以便与喂线轮12和压线轮13紧密配合导向。
28.实施例2:
29.参见附图4-5,为本实用新型所述导向机构的一种较佳实施方式,所述导向机构包括导向轮11、喂线轮12、如实施例1所述线导轨,所述线导轨位于导向轮11与喂线轮12之间,所述喂线轮12外侧设有压线轮13。
30.根据上述导向机构,优选地,所述线导轨外设有吹扫装置14,所述吹扫装置14包括吹尘枪141和气源装置142,所述吹尘枪141与气源装置142之间设有管路17,所述管路17上设有控制机构15,所述控制机构15包括由气源装置142向吹尘枪141方向依次设置的球阀151、三联件152、二位二通电磁阀153和节流阀154。
31.实施例2的工作原理和效果为:
32.将导向机构的导向轮11、线导轨、喂线轮12和压线轮13安装于打包机16机架上,打包丝由导向轮11导向进入线导轨、沿线导轨的两个压板1内的第一线导轴承5与入口导板6之间、第一线道轴承5与第二线道轴承5之间、第一线道轴承5与出口导板7之间导出,打包丝经过喂线轮12、在压线轮13的压紧作用下可靠喂丝,实现打包机打包丝喂丝导向。
33.将管路17与气源装置142连接,气源装置142的启动端、二位二通电磁阀153常闭型与操作室18的操作按钮19电连接、用于控制启闭,控制机构15的球阀151为吹扫装置14的手
动控制阀,二位二通电磁阀153用于自动控制压缩空气的启闭,三联件152采用现有过滤器、减压阀和油雾器三部分组成结构、用以进入气源的净化过滤和减压至额定的气源压力,节流阀154用于控制流量。
34.由于两个压板1的若干通孔4对应设置、呈腰型孔结构,若干通孔4位于第一线道轴承组2和第二线道轴承组3之间,即打包丝通过自动打包机线导轨的通道位置,在自动打包时,由打包丝剥落产生的氧化铁可通过通孔4自动跑出线导轨,达到清理防卡滞效果;
35.操作人员也可利用生产空余时间,在自动打包机停机时、对打包机进行定期吹扫作业,吹扫操作步骤如下:操作人员按动操作按钮19启动气源装置142和二位二通电磁阀153,二位二通电磁阀153得电打开是管路17联通,气源装置142向管路17输送压缩空气,吹尘枪141对吹扫点氧化铁堆积处进行自动吹扫,人员可远距离对打包机吹扫情况进行观察,可视吹扫情况调节节流阀154控制管路17压缩空气的流量,寻找一个合适的吹扫压力,对线导轨内部进行吹扫,待氧化铁吹扫除尽后,人员可按动操作按钮19,控制二位二通电磁阀153失电关闭,来达到控制压缩空气关闭的目的和深度清洁效果,无需攀登清理。
36.综上,打包机导向机构中的线导轨压板1上通过开设位于第一线道轴承组2和第二线道轴承组3之间的通孔4,使轧钢打包生产时产生的氧化铁自动跑出线导轨或通过吹扫装置14、在控制机构15控制下以压缩空气吹扫线导轨、达到深度清洁效果,从而避免轴承5卡死影响送丝、且避免拆卸线导轨而中断生产、人员攀登清理安全隐患,保证轧钢打包喂丝导向流畅。
37.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
