1.本实用新型属于作业运输滴液法金属铸造技术领域,具体涉及一种铝豆制粒机自动上料装置。
背景技术:
2.纯度99.999%的高纯铝社会价值和经济价值越来越突出。如公告号cn203863028u公开的一种滴液法制备铝液的专利设计中,制得的高纯度铝粒与钽、铌、铍、钒、钛、钼等稀有金属混合后,当做添加剂使用以实现脱氧等工艺效果;或者应用于待处理基体如薄壁工件的表面,用于工件表面的精加工。但是,现有技术下的铝液通过导流槽朝滴模上料,一方面并未实现滴模上料的自动化操作;另一方面,导流槽内铝液存在固化可能,影响制粒产量。对此,现提出如下改进技术方案。
技术实现要素:
3.本实用新型解决的技术问题:提供一种铝豆制粒机自动上料装置,采用重力导流铝液,采用高温电磁阀控制铝液输送,采用具有加热功能的导流管导流铝液,解决铝液无法自动上料输送,输送过程存在凝固隐患的技术问题。
4.本实用新型采用的技术方案:铝豆制粒机自动上料装置,包括减速电机、冷凝转盘、滴模组件、集料仓、收集铲以及循环水冷系统;滴模组件包括滴模和滴模支架;自动上料装置朝滴模送料;自动上料装置包括架高固定安装的熔融炉,熔融炉重力方向最底端设有竖直排放管道;竖直排放管道安装耐高温电磁阀;竖直排放管道底端连通第一导流管顶端,第一导流管底端通过空心导通的子母万向球头套结构连通第二导流管顶端,第二导流管底端设于滴模上方;第一导流管、第二导流管管体外壁设有保温层;保温层和管体外壁之间设有电热丝。
5.上述技术方案中,进一步地:滴模在滴模支架上放置;滴模支架具有高度调节机构;高度调节机构用于调节滴模支架高度,从而调节滴模支架上放置的滴模距离冷凝转盘的高度以调节铝豆粒径大小。
6.上述技术方案中,进一步地:滴模支架安装火焰枪;火焰枪朝向滴模以对滴模加热喷火;火焰枪具有火焰枪支架;火焰枪支架包括顶板;顶板顶端与滴模支架底端固连;顶板底端垂直固连第一折叠臂顶端;第一折叠臂底端通过转轴、阻尼轴套连接第二折叠臂一端;第二折叠臂另一端连接火焰枪;火焰枪通过气管连接气瓶供气,气管上设有阀门开关。
7.上述技术方案中,进一步地:滴模具有滴模坩埚;滴模坩埚为上大下小的敞口锥形结构;滴模坩埚底部制有多个滴孔;滴模坩埚顶端外侧设有翻边;翻边一侧设有提块;提块制有钩孔;钩孔用于滴模在滴模支架上的取放操作。
8.上述技术方案中,进一步地:冷凝转盘为空心结构;空心的冷凝转盘内填充冷却液;空心的冷凝转盘通过同心的轴承组件在空心的芯轴管外侧转动支承安装;芯轴管管腔与冷凝转盘内腔连通;芯轴管管腔外侧端通过三通管ⅰ分别连接进水管、回水管;进水管、回
水管与风冷降温机组、循环水泵、冷凝转盘组成循环水冷系统;循环水冷系统为冷凝转盘供冷却液以使冷凝转盘上滴液降温凝固成型铝豆。
9.上述技术方案中,进一步地:芯轴管管腔左右侧壁制有一对左右轴对称的管腔通孔;冷凝转盘中心制有法兰轴套;法兰轴套套体左右侧壁制有一对轴对称的过水孔;左侧和右侧每侧的过水孔和管腔通孔分别水平同轴适配,且插接密封安装一根水平设置的导水管;导水管两端分别连通冷凝转盘内腔和芯轴管内腔;轴承组件包括上轴承和下轴承;上轴承位于导水管上方;下轴承位于导水管下方。
10.上述技术方案中,进一步地:风冷降温机组包括散热壳体,散热壳体外侧壁焊满散热翅片;散热壳体外部设有轴流风机,轴流风机正对散热壳体轴流送风;散热壳体内设有蛇形散热盘管;蛇形散热盘管连通循环水冷系统的闭环管道。
11.上述技术方案中,进一步地:循环水冷系统的闭环管道还通过三通管ⅱ外接自来水供水管道;自来水供水管道上安装阀门;且闭环管道上还设有压力表和排气阀;最下方的闭环管道上还安装利用重力自主朝外排水的排水阀管。
12.上述技术方案中,进一步地:冷凝转盘的冷凝面具有钛合金涂层。
13.上述技术方案中,进一步地:集料仓为弧形凹槽结构,其弧形凹槽内侧与冷凝转盘外环适配,且集料仓设于冷凝转盘一侧下方以盛接冷凝转盘的上方落料;集料仓一端敞口,敞口用于铝豆出料;集料仓底端为坡面结构;坡面结构最低处设置所述敞口;敞口适配安装封门。
14.本实用新型与现有技术相比的优点:
15.1、本实用新型通过耐高温电磁阀控制铝液输送;通过第一导流管、第二导流管利用重力导流铝液;通过子母万向球头套结构调节输送方向;通过电热丝和保温层防止铝液导流输送过程中出现凝固,操作省力,可实现铝液朝滴模的自动输送。
16.2、本实用新型通过调节第一条形板,第二条形板的错位高度从而调节水平框架的俯仰角,从而得到不同粒径大小的铝豆,通过后续的筛选操作,可满足不同直径大小铝豆的制作需求。
17.3、本实用新型火焰枪对准滴模喷火加热,在滴模滴液成型铝豆过程中保持铝液的熔融态温度不降低,避免滴模内铝液凝固,保证制粒产量,防止滴孔堵塞。
18.4、本实用新型使用挂钩钩住钩孔取放滴模,避免手工接触滴模,结构简单,防止烫伤问题的发生。
19.5、本实用新型空心的、在减速电机驱动下、在轴承支承下低速转动的冷凝转盘盘体内充盈冷却液,冷却面积大,温度分布均匀,有助于铝豆快速冷却成型和固化,固化效果快速显著。
20.6、本实用新型管腔通孔和过水孔之间设有导水管,导水管一方面实现冷凝转盘和芯轴管内冷却液的导通功能,另一方面避免轴承组件进水,延长轴承使用寿命。
21.7、本实用新型循环水冷系统具备泄压功能和自主排放功能,循环供水并冷却,结构简单,用水量小,经济实用,安全可靠。
22.8、本实用新型具有钛合金涂层的冷凝转盘,即使钛涂层污染高纯铝粒,也不影响后续铝豆与钛金属混合实现脱氧等工艺的使用效果;同时钛涂层较其他材料制成的冷凝转盘的表面强度高,耐腐蚀性优良,经济、坚实、耐磨、耐用。
附图说明
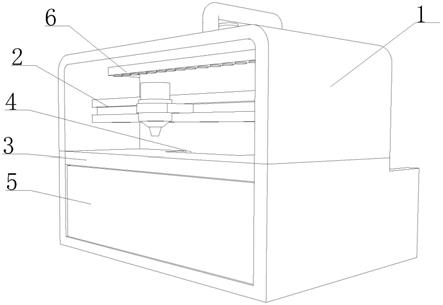
23.图1为本实用新型立体图;
24.图2为本实用新型图1中自动上料装置结构示意图;
25.图3为图2中第一、第二导流管以及子母万向球头套结构放大细节结构示意图;
26.图4为本实用新型图1中滴模组件立体图;
27.图5为本实用新型图4中火焰枪立体图;
28.图6为本实用新型火焰枪供气原理图;
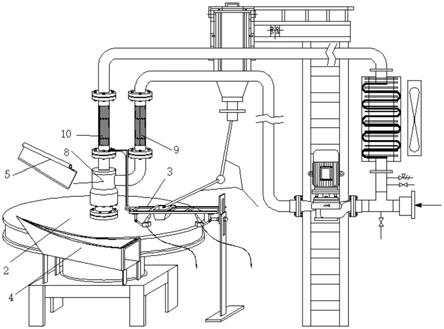
29.图7为本实用新型图1中循环水冷系统的外部结构示意图;
30.图8为本实用新型图1中循环水冷系统的内部结构示意图;
31.图9为本实用新型图1中滴模结构示意图;
32.图10为本实用新型图1中滴模俯视图;
33.图11为本实用新型图1中集料仓立体图;
34.图12为本实用新型图1中收集铲立体图;
35.图中:1-减速电机,2-冷凝转盘,3-滴模组件,4-集料仓,5-收集铲,6-轴承组件,7-芯轴管,8-三通管ⅰ,9-进水管,10-回水管,11-风冷降温机组,12-循环水泵,13-自来水供水管道,14-阀门,15-压力表,16-排气阀,17-排水阀管;3-1滴模,3-11滴孔;3-2滴模支架,3-12滴模坩埚,3-121翻边,3-122提块,3-123钩孔;3-21水平框架,l型支撑臂3-22,第一条形板3-23,第二条形板3-24,竖直支撑臂3-25,紧固组件3-26;111-散热壳体,112-散热翅片,113-轴流风机,1111-蛇形散热盘管;701-管腔通孔,201-法兰轴套,202-过水孔,18-导水管;501-钢片铲,502-圆管手柄;19-火焰枪,191-火焰枪支架,192-顶板,193-第一折叠臂,194-第二折叠臂,195-气管,196-气瓶,197-阀门开关;21-熔融炉,22-竖直排放管道,23-耐高温电磁阀,24-第一导流管,25-子母万向球头套结构,26-第二导流管,27-保温层,28-电热丝;401-敞口,402-坡面结构,403-封门。
具体实施方式
36.下面将结合本实用新型实施例中的附图1-12,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
37.(如图1所示)铝豆制粒机自动上料装置,包括减速电机1、冷凝转盘2、滴模组件3、集料仓4、收集铲5以及循环水冷系统。
38.减速电机1低速驱动冷凝转盘2转动。
39.(如图8所示)冷凝转盘2为空心结构;空心的冷凝转盘2内填充冷却液。填充冷却液较管道冷却结构的冷凝转盘冷凝表面积更大,温度分布均匀,冷却效率更高。
40.空心的冷凝转盘2通过同心的轴承组件6在空心的芯轴管7外侧转动支承安装。冷凝转盘2通过轴承组件6转动支承安装,转动灵活不卡滞。
41.所述芯轴管7管腔与冷凝转盘2内腔连通。通过芯轴管7的管道朝冷凝转盘2注水。
42.所述芯轴管7管腔外侧端通过三通管ⅰ8分别连接进水管9回水管10;芯轴管具备芯轴支撑功能和供水功能,一物多用;通过三通管ⅰ8实现冷凝转盘2内的供水和抽水功能,同
时不因进水管9、回水管10的设置干涉冷凝转盘2的低速转动。
43.(如图1、图7所示)所述进水管9、回水管10与风冷降温机组11、循环水泵12、冷凝转盘2组成循环水冷系统。采用循环水冷系统节约冷凝用水量。
44.所述循环水冷系统的闭环管道还通过三通管ⅱ外接自来水供水管道13;所述自来水供水管道13上安装阀门14。自来水供水管道13用于循环水冷系统的初次补水或压力降低后的二次补水用途,用水量小。
45.闭环管道上还设有压力表15和排气阀16。压力表15用于检测实时压力。排气阀16用于初次加水后管道内的空气排放,促进水循环的进行。因此,本实用新型循环水冷系统具备泄压排气功能,自来水补给功能,安全可靠。
46.本实用新型最下方的闭环管道上还安装利用重力自主朝外排水的排水阀管17。排水阀管17中的排水阀打开后,利用流水重力自主排放排空操作,结构简单,用水量小,经济实用,安全可靠。
47.前述风冷降温机组11包括散热壳体111,所述散热壳体111外侧壁焊满散热翅片112,散热壳体111和散热翅片112用于风冷降温机组11的自主主动散热。所述散热壳体111外部设有轴流风机113,所述轴流风机113正对散热壳体111轴流送风。即所述轴流送风用于风冷降温机组11的被动散热。所述散热壳体111内设有蛇形散热盘管1111;所述蛇形散热盘管1111连通循环水冷系统的闭环管道。蛇形散热盘管1111通过增加管道长度和管道截面积的方式提高散热效率。
48.循环水冷系统的工作原理为:开启循环水泵12,实现水冷循环,所述循环水冷系统为冷凝转盘2供冷却液,以使冷凝转盘2上滴液降温凝固成型铝豆。
49.(如图8所示)所述法兰轴套201套体左右侧壁制有一对轴对称的过水孔202;左侧和右侧每侧的过水孔202和管腔通孔701分别水平同轴适配,且每侧的过水孔202和管腔通孔701分别密封插接过盈配合或粘接固定安装一根水平设置的导水管18。所述导水管18两端分别连通冷凝转盘2内腔和芯轴管7内腔。
50.因此,所述轴承组件6包括上轴承和下轴承;上轴承位于导水管18上方;下轴承位于导水管18下方。具体应用时,导水管18和多个法兰连接位设有的密封圈共同作用,实现轴承组件6的防水功能,同时实现法兰连接位的密封功能。
51.可见,本实用新型管腔通孔701和过水孔202之间设有导水管18,导水管18一方面实现冷凝转盘2和芯轴管7内冷却液的导通功能,另一方面避免轴承组件6进水,延长轴承使用寿命。
52.本实用新型空心的、在减速电机驱动下、在轴承支承下低速转动的冷凝转盘2盘体内充盈冷却液,有助于铝豆快速冷却成型和固化,固化效果快速显著。
53.关于冷凝转盘2的机械传动原理:所述减速电机1动力输出轴竖直朝上以将减速电机1在支架中心竖直固定安装。所述减速电机1的动力输出轴轴端同轴固连法兰盘轴套,减速电机1的动力输出轴带动法兰盘轴套旋转;所述法兰盘轴套同轴固连冷凝转盘2盘体中心一体成型的法兰轴套201底端法兰盘,以通过减速电机动力输出轴上的法兰盘轴套带动冷凝转盘2的法兰轴套201同轴低速转动;所述法兰轴套201套体内同轴固定支承安装轴承组件6的轴承外圈,并在轴承组件6支承下带动冷凝转盘2低速转动;轴承组件6的轴承内圈内侧同轴固定安装芯轴管7内侧轴端。在减速电机1驱动下,实现冷凝转盘2绕芯轴管7的低速
转动。
54.(如图4所示)所述冷凝转盘2盘体上方设有滴模组件3。所述滴模组件3包括滴模3-1和滴模支架3-2。
55.所述滴模组件3的滴模3-1底部制有一排或多排滴孔3-11。所述滴孔3-11直径小于等于8mm。所述滴孔3-11用于朝冷凝转盘2滴液以成型铝豆。所述滴模3-1具有滴模坩埚3-12;所述滴模坩埚3-12为上大下小的敞口锥形结构,滴模坩埚3-12底端的锥形收口有助于铝液在滴模坩埚3-12底部的富集,以不浪费铝液。所述滴模坩埚3-12底部制有多个滴孔2-11;所述滴模坩埚3-12顶端外侧设有翻边3-121;翻边3-121用于滴模坩埚3-12在滴模支架3-2具有的水平框架3-21上的插入式驾空支撑安装。所述翻边3-121一侧设有提块3-122;所述提块3-122制有钩孔3-123;所述钩孔3-123用于滴模3-1在滴模支架3-2上的取放操作。因此,本实用新型滴模3-1使用挂钩钩住钩孔3-123取下,避免手工接触滴模3-1,结构简单,转移方便,防止烫伤。
56.(如图2所示)滴模组件3包括滴模3-1和滴模支架3-2;自动上料装置朝滴模3-1自动送料。自动上料装置包括架高固定安装的熔融炉21。架高装置包括架高平台、爬梯或台阶。架高平台用于熔融炉21的上料,爬梯或台阶用于登高。熔融炉21重力方向最底端设有竖直排放管道22。竖直排放管道22安装耐高温电磁阀23。耐高温电磁阀23开启后,利用重力导流铝液。耐高温电磁阀关闭后,停止导流铝液。
57.竖直排放管道22底端连通第一导流管24顶端,第一导流管24底端通过空心导通的子母万向球头套结构25连通第二导流管26顶端,第二导流管26底端设于滴模3-1上方。
58.(如图3所示)空心导通的子母万向球头套结构25包括空心的子球套和空心的母球套;空心的子球套纳入空心的母球套套体内以实现第一导流管24、第二导流管26折臂的万向调节功能,空心的子球套纳入空心的母球套内且两者导通,以实现第一导流管24、第二导流管26折臂管导通导流铝液功能。
59.在此基础上:第一导流管24、第二导流管26管体外壁设有保温层27;保温层可以为硅酸铝棉层、聚氨酯保温层、泡沫微粒层一种或多种的组合。保温层27和第一导流管24、第二导流管26的管体外壁之间设有电热丝28。电热丝和保温层组合使用,以防止第一导流管24、第二导流管26内铝液凝固。
60.(如图4所示)上述实施例中,进一步地:滴模组件3包括滴模3-1和滴模支架3-2;滴模3-1在滴模支架3-2上放置;滴模支架3-2具有高度调节机构;高度调节机构用于调节滴模支架3-2高度,从而调节滴模支架3-2上放置的滴模3-1距离冷凝转盘2的高度以调节铝豆粒径大小。
61.所述滴模支架3-2具有沿冷凝转盘2半径延伸的水平框架3-21,所述水平框架3-21用型钢,优选为角钢或方钢拼焊制成;所述水平框架3-21内侧通过转轴铰接l型支撑臂3-22竖直部底端,使得水平框架3-21绕转轴在竖直平面内转动;所述l型支撑臂3-22顶端水平部在循环水冷系统外侧固定支撑安装。具体地:所述l型支撑臂3-22上端水平部使用紧固件与法兰盘边沿制有的固定安装孔紧固连为一体。所述水平框架3-21外侧端连接所述高度调节机构;所述高度调节机构包括竖直设置的第一条形板3-23和第二条形板3-24;所述第一条形板3-23与水平框架3-21外侧端垂直固连;所述第二条形板3-24与竖直支撑臂3-25顶端固连;所述竖直支撑臂3-25底端使用地板紧固件垂直固定安装在地面;所述第一条形板3-23
与第二条形板3-24使用紧固组件3-26锁定两个条形板的错位高度,从而锁定水平框架3-21的俯仰角位置。
62.可见,本实用新型通过调节第一条形板,第二条形板的错位高度从而调节水平框架的俯仰角,从而得到不同粒径大小的铝豆,通过后续的筛选操作,可满足不同直径大小铝豆的制作需求。
63.上述实施例中,进一步地:所述水平框架3-21用型钢拼焊制成,且水平框架3-21具有并排多个方框单元,每个所述方框单元分别用于支撑适配安装滴模3-1以将多个滴模3-1并排驾空安装在冷凝转盘2上方。
64.本实用新型将熔融后的高纯铝液,通过自动上料装置将熔融后的高纯铝液利用重力导流至滴模3-1内以滴液成型铝豆,结构简单,操作省力;滴模支架3-2上一排多个滴模3-1,有助于滴模充分利用冷凝转盘2冷凝面积,以高效密集地成型铝豆。
65.(如图5、图6所示)上述实施例中,进一步地:所述滴模支架3-2还安装火焰枪19;所述火焰枪19朝向滴模3-1以对其加热喷火。所述火焰枪19具有火焰枪支架191;所述火焰枪支架191包括顶板192;所述顶板192顶端与滴模支架3-2底端固连;所述顶板192底端垂直固连第一折叠臂193顶端;所述第一折叠臂193底端通过转轴、阻尼轴套连接第二折叠臂194一端;通过阻尼轴套实现折叠臂的角度调节悬停功能。所述第二折叠臂194另一端连接火焰枪19。通过折叠臂实现火焰枪的角度调节,以始终对准滴模3-1以对其加热喷火。所述火焰枪19通过气管195连接气瓶196供气,所述气管195上设有阀门开关197。阀门开关197可以为电子点火开关。
66.(如图1、图11)所述冷凝转盘2一侧设有集料仓4。所述集料仓4为弧形凹槽结构,其弧形凹槽内侧与冷凝转盘2外环适配,且集料仓4设于冷凝转盘2一侧下方以盛接冷凝转盘2的上方落料;所述集料仓4一端敞口401,所述敞口401用于铝豆出料;所述集料仓4底端为坡面结构402;坡面结构402最低处设置所述敞口401;所述敞口401顶端制有插槽,插槽内快速插接适配安装封门403。
67.使用时:集料仓4固定至冷凝转盘2下方,封门403关闭,以盛接铝豆。铝豆收集完毕后,打开封门403,铝豆利用自重从坡面结构402自动落下排出,以进行下一步的铝豆筛选操作。
68.(如图1、图12)所述集料仓4配备收集铲5;所述收集铲5用于刮取冷凝转盘2上凝固的铝豆。所述收集铲5由钢片铲501和圆管手柄502组成;所述钢片铲501用钢板制成长条状片体结构,且钢片铲501长度与冷凝转盘2半径适配;以一次充分刮取冷凝转盘2盘上冷凝后的铝豆。所述圆管手柄502用钢管制成,且钢管沿钢片铲501长度方向设置并与钢片铲501焊接固连为一体,材料易得,制作简单,刮取操作方便。
69.所述冷凝转盘2上端面抛光处理,且冷凝转盘2上端面的冷凝面具有钛合金涂层。本实用新型具有钛合金涂层的冷凝转盘2,即使钛涂层污染高纯铝粒,也不影响后续铝豆与钛金属混合实现脱氧等工艺的使用效果;同时钛涂层较其他材料冷凝转盘2的表面强度高,耐腐蚀性优良,坚实、耐磨、耐用。
70.本实用新型的工作原理为:调节第一条形板3-23,第二条形板3-24的错位高度从而调节水平框架3-21的俯仰角;调节好水平框架的俯仰角后,从内向外依次放置多个滴模3-1。从外向内滴模3-1成型的铝豆直径递减。
71.冷却液初次供给时:打开阀门14供水,当压力表15压力达到一定值后,关闭阀门14,打开排气阀16排气,当排气阀16开始排水时表示气已排完,快速关闭排气阀16,再次打开阀门14拱少量水,使得压力值升高到恒定值,重新关闭阀门14,完成冷却液供给。
72.开启减速电机1、循环水泵12、轴流风机113、阀门开关197后,火焰枪19开始朝滴模3-1喷火;冷凝转盘2开始低速转动,并通过循环水泵12朝冷凝转盘2内连续循环供给冷却液,以实现冷凝转盘2的冷凝功能。
73.熔融炉内铝锭熔融为铝液后,开启耐高温电磁阀23,铝液沿着第一导流管24,第二导流管26利用重力自主导流至滴模3-1内,关闭耐高温电磁阀,停止导流铝液。由于火焰枪19的作用,避免滴模3-1内熔融态铝液凝固降温;同时,由于电热丝28作用,第一、第二导流管内铝液也不会降温凝固。滴模3-1的滴孔3-11开始朝冷凝转盘2上滴液,冷凝转盘2上的铝滴随着重力作用自主变为扁平饼状,并随着冷凝转盘2的转动逐渐冷却凝固,冷凝转盘2低速转动多圈后,所有滴液凝固,将凝固后的第一批成型铝饼使用收集铲5从冷凝转盘2表面刮除后落入集料仓4内,完成第一批次铝滴成型。
74.需要说明的是,滴模3-1容量应当满足当冷凝转盘2转动小于等于一圈时,其内所盛的铝液恰好滴完,以防滴液重复累加问题的出现,因此设置多个滴模3-1以批量成型铝饼。
75.待第一批铝粒成型且被收集后,接着继续朝滴模3-1内导流新的熔融铝液,开始第二批次的铝滴成型操作。以此往复从而制作大批量的饼状铝粒。当集料仓4盛接足够量铝粒后,打开封门403,用转移工具盛接集料仓4落料,以便后续筛选成型的铝粒,完成制粒操作。
76.综上所述,本实用新型一方面采用滴液冷凝法成型铝豆,成型的铝豆呈扁平的饼状,较圆柱形铝粒表面积大,作为工业添加剂使用,与待处理基体贴合度理想,消耗量少,反应迅速,效果理想,有助提高生产效率。另一方面,本实用新型火焰枪在滴液成型过程中持续对滴模加热,在滴模滴液成型铝豆过程中保持铝液的熔融态温度不降低,避免滴模内铝液凝固,保证制粒产量,防止滴孔堵塞。
77.再者,本实用新型可以调节滴模高度,可以得到不同粒径大小的铝豆,满足不同直径铝豆的制作添加需求。
78.本实用新型铝豆制粒机自动上料装置,省去人工转移铝液的危险和麻烦,提高转移效率,省力省时省工。熔融炉21、第一导流管24、第二导流管26利用重力导流,功率消耗低。耐高温电磁阀23控制导流与否的启停切换,省力安全;空心导通的子母万向球头套结构25实现不同方向导流铝液的自由调节。保温层27和电热丝28实现自动上料装置的保温效果,防导流过程铝液凝固。
79.本说明书中的各个实施例均采用相关的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
80.以上所述仅为本实用新型的较佳实施例而已,并非用于限定本实用新型的保护范围。凡在本实用新型的精神和原则之内所作的任何修改、等同替换、改进等,均包含在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。