1.本发明涉及复合箔制作技术领域,具体的说是一种抗腐蚀铝塑复合箔成型加工方法。
背景技术:
2.铝塑复合箔的防潮效果是普通聚乙烯的80倍,铝塑复合箔有各种规格、尺寸和材质可供选择,铝塑复合箔具有良好的防护性能:阻氧、防潮、抗穿刺、高强度、高韧性、可单向或双向透气、抗紫外线、抗化学性,如抗油、油脂及酸碱性物质。镀铝的铝塑复合箔大多都缺少抗腐蚀性,不利于复合箔的长期使用,同时镀铝制作提高了生产成本,且生产效率低,而制作抗腐蚀铝塑复合箔时,需在抗腐蚀铝箔与塑料薄膜之间涂抹胶水后压紧复合,同时涂抹的胶水过多时,需将多余的胶水刮下收集,从而制作出抗腐蚀铝塑复合箔。
3.现有铝塑复合箔制作设备在对抗腐蚀铝塑复合箔进行成型加工时,常存在以下问题:
4.(1)现有铝塑复合箔制作设备在对抗腐蚀铝塑复合箔进行加工时,通常只对涂胶后的铝箔与塑料薄膜进行一次压紧复合,单次压紧复合铝箔与塑料薄膜易导致二者之间不能完全粘结,从而使得压紧复合后的铝箔与塑料薄膜之间发生脱离的情况;
5.(2)现有铝塑复合箔制作设备在对抗腐蚀铝塑复合箔进行加工时,通常直接将胶水涂抹在铝箔与塑料薄膜之间,再将二者压紧复合,直接涂抹胶水时难以控制胶水的量,且涂抹较多的胶水压紧复合后没有对多余的胶水进行回收,涂抹较少的胶水时难以将二者粘结复合。
6.为了弥补现有技术的不足,本发明提供了一种抗腐蚀铝塑复合箔成型加工方法。
技术实现要素:
7.本发明所要解决其技术问题所采用以下技术方案来实现:一种抗腐蚀铝塑复合箔成型加工方法,其使用了一种抗腐蚀铝塑复合箔成型加工设备,该抗腐蚀铝塑复合箔成型加工设备包括底板、安装板、涂胶装置、复合装置和刮胶装置,采用上述抗腐蚀铝塑复合箔成型加工设备对抗腐蚀铝塑复合箔进行成型加工时具体方法如下:
8.s1、设备检查:在启用铝塑复合箔成型加工设备加工抗腐蚀铝塑复合箔前,对其进行检查;
9.s2、上料处理:设备检查完成后,通过人工将铝箔与塑料薄膜依次穿过涂胶装置、复合装置与刮胶装置,并从左往右对铝箔与塑料薄膜进行上料处理;
10.s3、涂胶处理:铝箔与塑料薄膜上料过程中,通过涂胶装置将胶水均匀涂抹在铝箔下表面与塑料薄膜上表面;
11.s4、复合处理:胶水涂抹完成后,通过复合装置将涂抹胶水后的铝箔与塑料薄膜压紧复合,从而加工出铝塑复合箔;
12.s5、回收胶水:铝箔与塑料薄膜复合后,通过刮胶装置将铝箔与塑料薄膜复合时二
者之间挤出的多余胶水刮下收集,从而对其进行回收再利用;
13.底板上端中部安装有安装板,安装板内部左侧安装有涂胶装置,涂胶装置右侧设置有复合装置,复合装置安装在安装板内部左侧,安装板右侧安装有刮胶装置;
14.所述复合装置包括换向机构、支撑板、调节螺杆、压合板、导向杆、压辊和贴合机构,安装板内侧中部安装有换向机构,安装板内部右侧安装有支撑板,且安装板上端右侧通过螺纹连接的方式安装有调节螺杆,调节螺杆下端通过转动的方式安装有压合板,压合板上端前后对称安装有导向杆,导向杆上侧滑动安装在安装板上侧,压合板下端通过轴承安装有压辊,且压辊从左往右均匀布置,压合板上端左侧安装有贴合机构,具体工作时,铝箔与塑料薄膜上料完成后,使得涂胶辊将胶水涂抹在铝箔下表面与塑料薄膜上表面,胶水涂抹时,通过人工旋转调节螺杆,使得调节螺杆带动压合板与导向杆沿安装板下降,使得压合板带动压辊与贴合机构下降,使得贴合机构对铝箔与塑料薄膜进行初次压紧复合,同时通过压辊对铝箔与塑料薄膜进行二次压紧复合,保证铝箔与塑料薄膜完全粘合。
15.所述刮胶装置包括连接板、滑动杆、刮板、调节弹簧、放置板、移动杆、u形套、缓冲弹簧和收集框,支撑板右端前后对称安装有连接板,连接板中部滑动安装有滑动杆,滑动杆下端安装有刮板,滑动杆上侧通过调节弹簧与支撑板相连,安装板右端前后对称安装有放置板,放置板中部滑动安装有移动杆,移动杆内端安装有u形套,移动杆外端通过缓冲弹簧与放置板相连,安装板内侧右端安装有收集框,具体工作时,铝箔与塑料薄膜复合制作成铝塑复合箔后,通过调节弹簧调节滑动杆位置,使得滑动杆带动刮板贴合在铝箔表面,使得刮板对铝箔与塑料薄膜进行压刮,保证铝箔与塑料薄膜之间贴合的同时将二者之间多余的胶水刮除,并且使得刮除后的胶水落下至收集框进行收集,且在铝塑复合箔右移时,通过u形套对铝塑复合箔侧边粘结的胶水进行再次刮除,从而完全回收涂抹的多余胶水,同时通过缓冲弹簧经过移动杆带动u形套沿放置板滑动,从而避免u形套刮除胶水时划伤铝塑复合箔。
16.作为本发明的一种优选技术方案,所述涂胶装置包括涂胶辊、旋转电机、支撑柱、导辊、上料框、刷板、转动板、从动齿轮和缺齿齿轮,安装板内部左侧通过轴承安装有涂胶辊,涂胶辊前端安装有旋转电机,旋转电机通过支撑柱安装在底板上端,涂胶辊左侧上下对称设置有导辊,导辊通过轴承安装在安装板内部左侧,安装板内部左侧安装有上料框,上料框下侧设置有刷板,刷板安装在安装板内部左侧,上料框内部右侧通过铰链安装有转动板,转动板前端安装有从动齿轮,涂胶辊前侧安装有缺齿齿轮,缺齿齿轮与从动齿轮相啮合,具体工作时,人工将铝箔与塑料薄膜依次穿过导辊与涂胶辊外侧、固定辊与滑动辊之间与u形套中部,并从左往右对铝箔与塑料薄膜进行上料处理,铝箔与塑料薄膜上料时,通过旋转电机带动涂胶辊旋转,使得涂胶辊带动缺齿齿轮旋转,从而使得缺齿齿轮经过从动齿轮带动转动板旋转,使得转动板与上料框侧边间歇分离,从而使得上料框内添加的胶水间歇流至刷板,进而使得刷板将胶水涂刷在涂胶辊表面,涂胶辊表面涂抹胶水后,旋转电机继续带动涂胶辊旋转,使得涂胶辊将胶水均匀涂抹在铝箔下表面与塑料薄膜上表面,方便复合装置将铝箔与塑料薄膜压紧复合成铝塑复合箔。
17.作为本发明的一种优选技术方案,所述换向机构包括固定辊、滑动辊、安装块、滑动块和压紧弹簧,安装板内侧中部通过轴承安装有固定辊,固定辊上方设置有滑动辊,滑动辊通过轴承前后对称安装有安装块,安装块左右两端对称安装有滑动块,安装块与滑动块
均滑动安装在安装板内,安装块上端通过压紧弹簧与安装板相连,具体工作时,通过滑动辊带动安装块与滑动块挤压压紧弹簧,使得滑动辊带动安装块与滑动块沿安装板滑动,从而使得滑动辊与固定辊对不同厚度规格的铝箔与塑料薄膜进行换向到位,且通过设有压紧弹簧保证滑动辊始终向固定辊挤压靠近,使得固定辊与滑动辊将铝箔与塑料薄膜初步压紧复合,方便二者进入复合装置进行压紧复合。
18.作为本发明的一种优选技术方案,所述贴合机构包括转动架、贴合辊、竖直板和抵紧弹簧,压合板上端左侧通过铰链安装有转动架,转动架左侧通过轴承安装有贴合辊,压合板上端前后对称安装有竖直板,竖直板与转动架之间通过抵紧弹簧相连,具体工作时,通过调节螺杆带动压合板沿安装板下降,使得压合板带动转动架与竖直板下降,从而使得抵紧弹簧挤压转动架,使得转动架带动贴合辊转动并贴合在铝塑复合箔上表面,使得贴合辊对移动时的铝塑复合箔进行挤压,保证铝箔与塑料薄膜贴合的同时将二者之间中部的胶水挤压至侧边,方便刮板与u形套对胶水进行回收。
19.作为本发明的一种优选技术方案,所述支撑板上端左侧通过轴承安装有辊柱,且支撑板右侧前后对称设置有缺口,辊柱方便铝箔与塑料薄膜沿支撑板滑动,缺口方便将刮板刮下的胶水流至收集框进行收集。
20.作为本发明的一种优选技术方案,所述移动杆从左往右向外侧倾斜安装在放置板中部,倾斜安装的移动杆方便带动u形套沿放置板移动对铝塑复合箔进行缓冲,同时移动杆带动u形套在一定范围内外扩,避免u形套与铝塑复合箔之间发生卡死的情况。
21.作为本发明的一种优选技术方案,所述u形套内侧通过轴承上下对称安装有挤压辊,且u形套下端设置有挡板,挤压辊方便将铝箔与塑料薄膜之间多余的胶水挤出,挡板方便将挤出的胶水引流至收集框进行回收。
22.作为本发明的一种优选技术方案,所述上料框右侧下端设置有矩形出料口,矩形出料口方便将胶水输送至刷板,使得刷板将胶水均匀涂抹在涂胶辊外表面,进而使得涂胶辊将胶水均匀涂抹在铝箔下表面与塑料薄膜上表面。
23.作为本发明的一种优选技术方案,所述刷板右侧设置有毛刷,且毛刷设置在矩形出料口下侧,设置在矩形出料口下侧的毛刷方便将流至毛刷上的胶水均匀涂抹在涂胶辊外表面。
24.作为本发明的一种优选技术方案,所述贴合辊为纺锤形结构,纺锤形结构的贴合辊方便贴合辊将铝箔与塑料薄膜之间中部的多余胶水挤压至边缘处,从而方便刮板与u形套对胶水进行回收。
25.与现有技术相比,本发明具有以下优点:
26.1.本发明提供的一种抗腐蚀铝塑复合箔成型加工方法,采用对铝箔与塑料薄膜粘接复合处进行间接涂胶处理,从而控制涂胶量,同时通过设有刮胶装置将多余的胶水刮下收集,避免浪费,降低生产成本,且通过设有的复合装置对抗腐蚀铝箔与塑料薄膜进行两次压紧复合,从而保证二者之间充分粘结复合;
27.2.本发明提供的一种抗腐蚀铝塑复合箔成型加工方法,通过设有的旋转电机带动涂胶辊旋转,使得涂胶辊经过缺齿齿轮与从动齿轮带动转动板与上料框侧边间歇分离,使得刷板将间歇流下的胶水均匀涂刷在涂胶辊表面,且通过旋转电机继续带动涂胶辊旋转,使得涂胶辊将胶水均匀涂抹在铝箔下表面与塑料薄膜上表面,从而间接控制涂抹胶水量;
28.3.本发明提供的一种抗腐蚀铝塑复合箔成型加工方法,通过设有的调节弹簧调节滑动杆位置,使得滑动杆带动刮板贴合在铝箔表面对其进行压刮,保证铝箔与塑料薄之间贴合的同时将二者之间多余的胶水刮除,且铝塑复合箔右移收集时,通过u形套对右移收集时的铝塑复合箔侧边多余的胶水进行再次刮除,从而完全回收涂抹的多余胶水;
29.4.本发明提供的一种抗腐蚀铝塑复合箔成型加工方法,通过设有的调节螺杆带动压合板沿安装板下降,使得抵紧弹簧挤压转动架转动并使得贴合辊贴合在铝塑复合箔上表面,使得贴合辊对铝塑复合箔进行初次压合,且通过压合板带动压辊下降对铝箔与塑料薄膜进行二次压紧复合,保证铝箔与塑料薄膜完全粘结复合。
附图说明
30.下面结合附图和实施例对本发明进一步说明。
31.图1是本发明的工作流程图;
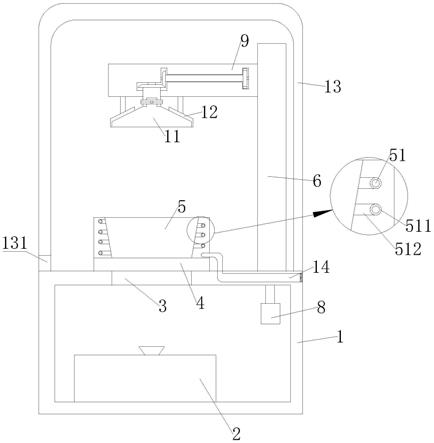
32.图2是本发明工作状态的立体结构示意图;
33.图3是本发明工作状态的俯视图;
34.图4是本发明图3的a-a向剖视图;
35.图5是本发明图3的b-b向剖视图;
36.图6是本发明图3的c-c向剖视图;
37.图7是本发明安装板与换向机构之间的局部剖视图;
38.图8是本发明调节螺杆、压合板、导向杆、贴合机构与刮胶装置之间的立体结构示意图;
39.图9是本发明u形套的立体结构示意图;
40.图10是本发明支撑板的立体结构示意图;
41.图11是本发明图4的x处局部放大示意图。
具体实施方式
42.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合图1至图11,对本发明进行进一步阐述。
43.一种抗腐蚀铝塑复合箔成型加工方法,其使用了一种抗腐蚀铝塑复合箔成型加工设备,该抗腐蚀铝塑复合箔成型加工设备包括底板1、安装板2、涂胶装置3、复合装置4和刮胶装置5,采用上述抗腐蚀铝塑复合箔成型加工设备对抗腐蚀铝塑复合箔进行成型加工时具体方法如下:
44.s1、设备检查:在启用铝塑复合箔成型加工设备加工抗腐蚀铝塑复合箔前,对其进行检查;
45.s2、上料处理:设备检查完成后,通过人工将铝箔与塑料薄膜依次穿过导辊34与涂胶辊31外侧、固定辊411与滑动辊412之间与u形套57中部,并从左往右对铝箔与塑料薄膜进行上料处理,同时人工将胶水放置在上料框35内;
46.s3、涂胶处理:铝箔与塑料薄膜上料过程中,通过旋转电机32带动涂胶辊31旋转,使得缺齿齿轮39经过从动齿轮38带动转动板37旋转,从而使得转动板37与上料框35侧边间歇分离,胶水间歇流至刷板36,使得刷板36将胶水涂刷在涂胶辊31表面,涂胶辊31表面涂抹
胶水后,旋转电机32继续带动涂胶辊31旋转,使得涂胶辊31将胶水均匀涂抹在铝箔下表面与塑料薄膜上表面;
47.s4、复合处理:胶水涂抹完成后,通过人工旋转调节螺杆43,使得调节螺杆43经过压合板44与导向杆45带动压辊46与贴合辊472下降,且通过抵紧弹簧474挤压转动架471,使得转动架471带动贴合辊472转动并贴合在铝塑复合箔上表面,使得贴合辊472对移动时的铝塑复合箔进行初次压紧复合,同时通过压辊46对铝箔与塑料薄膜进行二次压紧复合,保证铝箔与塑料薄膜完全粘合,从而加工出铝塑复合箔;
48.s5、回收胶水:铝箔与塑料薄膜复合后,通过调节弹簧54调节滑动杆52位置,使得滑动杆52带动刮板53贴合在铝箔表面,使得刮板53对铝箔与塑料薄膜进行压刮,保证铝箔与塑料薄膜之间贴合的同时将二者之间多余的胶水刮除,且使得刮除后的胶水落下至收集框59进行收集,且在铝塑复合箔右移时,通过u形套57对铝塑复合箔侧边粘结的胶水进行再次刮除,从而完全回收涂抹的多余胶水;
49.底板1上端中部安装有安装板2,安装板2内部左侧安装有涂胶装置3,涂胶装置3右侧设置有复合装置4,复合装置4安装在安装板2内部左侧,安装板2右侧安装有刮胶装置5;
50.所述涂胶装置3包括涂胶辊31、旋转电机32、支撑柱33、导辊34、上料框35、刷板36、转动板37、从动齿轮38和缺齿齿轮39,安装板2内部左侧通过轴承安装有涂胶辊31,涂胶辊31前端安装有旋转电机32,旋转电机32通过支撑柱33安装在底板1上端,涂胶辊31左侧上下对称设置有导辊34,导辊34通过轴承安装在安装板2内部左侧,安装板2内部左侧安装有上料框35,上料框35下侧设置有刷板36,刷板36安装在安装板2内部左侧,上料框35内部右侧通过铰链安装有转动板37,转动板37前端安装有从动齿轮38,涂胶辊31前侧安装有缺齿齿轮39,缺齿齿轮39与从动齿轮38相啮合,具体工作时,人工将铝箔与塑料薄膜依次穿过导辊34与涂胶辊31外侧、固定辊411与滑动辊412之间与u形套57中部,并从左往右对铝箔与塑料薄膜进行上料处理,铝箔与塑料薄膜上料时,通过人工将胶水放置在上料框35内,且通过旋转电机32带动涂胶辊31旋转,使得涂胶辊31带动缺齿齿轮39旋转,从而使得缺齿齿轮39经过从动齿轮38带动转动板37旋转,使得转动板37与上料框35侧边间歇分离,从而使得上料框35内添加的胶水间歇流至刷板36,进而使得刷板36将胶水涂刷在涂胶辊31表面,涂胶辊31表面涂抹胶水后,旋转电机32继续带动涂胶辊31旋转,使得涂胶辊31将胶水均匀涂抹在铝箔下表面与塑料薄膜上表面,方便复合装置4将铝箔与塑料薄膜压紧复合成铝塑复合箔。
51.所述上料框35右侧下端设置有矩形出料口,矩形出料口方便将胶水输送至刷板36,使得刷板36将胶水均匀涂抹在涂胶辊31外表面,进而使得涂胶辊31将胶水均匀涂抹在铝箔下表面与塑料薄膜上表面。
52.所述刷板36右侧设置有毛刷,且毛刷设置在矩形出料口下侧,设置在矩形出料口下侧的毛刷方便将流至毛刷上的胶水均匀涂抹在涂胶辊31外表面。
53.所述复合装置4包括换向机构41、支撑板42、调节螺杆43、压合板44、导向杆45、压辊46和贴合机构47,安装板2内侧中部安装有换向机构41,安装板2内部右侧安装有支撑板42,且安装板2上端右侧通过螺纹连接的方式安装有调节螺杆43,调节螺杆43下端通过转动的方式安装有压合板44,压合板44上端前后对称安装有导向杆45,导向杆45上侧滑动安装在安装板2上侧,压合板44下端通过轴承安装有压辊46,且压辊46从左往右均匀布置,压合板44上端左侧安装有贴合机构47,具体工作时,铝箔与塑料薄膜上料完成后,使得涂胶辊31
将胶水涂抹在铝箔下表面与塑料薄膜上表面,胶水涂抹时,通过人工旋转调节螺杆43,使得调节螺杆43带动压合板44与导向杆45沿安装板2下降,使得压合板44带动压辊46与贴合机构47下降,使得贴合机构47对铝箔与塑料薄膜进行初次压紧复合,同时通过压辊46对铝箔与塑料薄膜进行二次压紧复合,保证铝箔与塑料薄膜完全粘合。
54.所述换向机构41包括固定辊411、滑动辊412、安装块413、滑动块414和压紧弹簧415,安装板2内侧中部通过轴承安装有固定辊411,固定辊411上方设置有滑动辊412,滑动辊412通过轴承前后对称安装有安装块413,安装块413左右两端对称安装有滑动块414,安装块413与滑动块414均滑动安装在安装板2内,安装块413上端通过压紧弹簧415与安装板2相连,具体工作时,通过滑动辊412带动安装块413与滑动块414挤压压紧弹簧415,使得滑动辊412带动安装块413与滑动块414沿安装板2滑动,从而使得滑动辊412与固定辊411对不同厚度规格的铝箔与塑料薄膜进行换向到位,且通过设有压紧弹簧415保证滑动辊412始终向固定辊411挤压靠近,使得固定辊411与滑动辊412将铝箔与塑料薄膜初步压紧复合,方便二者进入复合装置4进行压紧复合。
55.所述贴合机构47包括转动架471、贴合辊472、竖直板473和抵紧弹簧474,压合板44上端左侧通过铰链安装有转动架471,转动架471左侧通过轴承安装有贴合辊472,压合板44上端前后对称安装有竖直板473,竖直板473与转动架471之间通过抵紧弹簧474相连,具体工作时,通过调节螺杆43带动压合板44沿安装板2下降,使得压合板44带动转动架471与竖直板473下降,从而使得抵紧弹簧474挤压转动架471,使得转动架471带动贴合辊472转动并贴合在铝塑复合箔上表面,使得贴合辊472对移动时的铝塑复合箔进行挤压,保证铝箔与塑料薄膜贴合的同时将二者之间中部的胶水挤压至侧边,方便刮板53与u形套57对胶水进行回收。
56.所述贴合辊472为纺锤形结构,纺锤形结构的贴合辊472方便贴合辊472将铝箔与塑料薄膜之间中部的多余胶水挤压至边缘处,从而方便刮板53与u形套57对胶水进行回收。
57.所述刮胶装置5包括连接板51、滑动杆52、刮板53、调节弹簧54、放置板55、移动杆56、u形套57、缓冲弹簧58和收集框59,支撑板42右端前后对称安装有连接板51,连接板51中部滑动安装有滑动杆52,滑动杆52下端安装有刮板53,滑动杆52上侧通过调节弹簧54与支撑板42相连,安装板2右端前后对称安装有放置板55,放置板55中部滑动安装有移动杆56,移动杆56内端安装有u形套57,移动杆56外端通过缓冲弹簧58与放置板55相连,安装板2内侧右端安装有收集框59,具体工作时,铝箔与塑料薄膜复合制作成铝塑复合箔后,通过调节弹簧54调节滑动杆52位置,使得滑动杆52带动刮板53贴合在铝箔表面,使得刮板53对铝箔与塑料薄膜进行压刮,保证铝箔与塑料薄膜之间贴合的同时将二者之间多余的胶水刮除,并且使得刮除后的胶水落下至收集框59进行收集,且在铝塑复合箔右移时,通过u形套57对铝塑复合箔侧边粘结的胶水进行再次刮除,从而完全回收涂抹的多余胶水,同时通过缓冲弹簧58经过移动杆56带动u形套57沿放置板55滑动,从而避免u形套57刮除胶水时划伤铝塑复合箔。
58.所述支撑板42上端左侧通过轴承安装有辊柱,且支撑板42右侧前后对称设置有缺口,辊柱方便铝箔与塑料薄膜沿支撑板42滑动,缺口方便将刮板53刮下的胶水流至收集框59进行收集。
59.所述移动杆56从左往右向外侧倾斜安装在放置板55中部,倾斜安装的移动杆56方
便带动u形套57沿放置板55移动对铝塑复合箔进行缓冲,同时移动杆56带动u形套57在一定范围内外扩,避免u形套57与铝塑复合箔之间发生卡死的情况。
60.所述u形套57内侧通过轴承上下对称安装有挤压辊46,且u形套57下端设置有挡板,挤压辊46方便将铝箔与塑料薄膜之间多余的胶水挤出,挡板方便将挤出的胶水引流至收集框59进行回收。
61.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。