1.本实用新型涉及pvc生产设备领域,特别涉及一种彩色覆合环保板生产线用履带牵引机。
背景技术:
2.目前市场普通pvc发泡板市场需求在35万吨以上,国外市场需求在15万吨以上,总量超过50万吨以上,高端板涵盖彩色板及高强度板需求超过总量的四十以上,市场份额在20万吨以上,并在不断需求上升中,至于板材面上覆亚克力或者pet,只能预先生产出亚克力薄片,然后再用胶水将薄片贴合到板材上去,增加工序又增加成本且不环保寿命不会长久。为此,申请人发明了一种高强度彩色覆合环保板,因为现有生产线中没有能完成这种覆合环保板的生产线,因此申请人发明了一条专门的生产线,在这条专门的生产线中,生产好的彩色覆合环保板需要牵引到下一道工序进行切割,现有技术中的牵引机都是辊型的,它们与彩色覆合环保板的接触是线接触,在牵引过程中容易破坏彩色覆合环保板的表面,因此需要一个专门的牵引机。
技术实现要素:
3.本实用新型为了弥补现有技术的缺陷,提供了一种能够在不破坏彩色覆合环保板表面质量的情况下完成牵引的彩色覆合环保板生产线用履带牵引机。
4.本实用新型是通过如下技术方案实现的:
5.一种彩色覆合环保板生产线用履带牵引机,其特征是,包括机架和上下两组履带,所述履带包括主动轴和被动轴,在主动轴和被动轴上分别安装四个传动齿轮,主动轴和被动轴上位置对应的传动齿轮之间设有传动链条,两根传动链条一组,每组传动链条之间安装若干橡胶板;所述机架上安装输出端朝上的气缸,所述气缸左右各一,在气缸的旁边安装纵向柱,所述气缸的输出端铰接一根曲柄,所述曲柄和纵向柱的顶端都是u型,所述纵向柱的u型顶端设有铰轴,所述铰轴上铰接传动臂,所述传动臂为槽板型,所述传动臂的另一端与曲柄的上端共同铰接在一根中轴上,这根中轴固定在一个框架的中部,上方的履带的主动轴和被动轴安装在框架上。
6.在铰轴和中轴上分别固设有两块耳板,两块耳板之间安装转动销轴,所述转动销轴上钻孔,一根拉杆的两端分别穿过两个孔,然后在孔的两侧用螺母紧固。
7.本实用新型的有益效果是:
8.本实用新型的橡胶板与彩色覆合环保板是面接触,增大了接触面积,可以避免在牵引过程中,由点或面接触造成的对彩色覆合环保板表面的破坏,保证彩色覆合环保板的质量。
附图说明
9.下面结合附图对本实用新型作进一步的说明。
10.图1为彩色覆合环保板生产线的主视结构示意图;
11.图2为图1中c部分的放大结构示意图;
12.图3为图1中d部分的放大结构示意图;
13.图4为图1中e部分的放大结构示意图;
14.图5为图1中f部分的放大结构示意图;
15.图6为彩色覆合环保板生产线的俯视结构示意图;
16.图7为图6中g部分的放大结构示意图;
17.图8为图6中h部分的放大结构示意图;
18.图9为图6中i部分的放大结构示意图;
19.图10为图6中j部分的放大结构示意图;
20.图11为图6中b向的局部结构示意图;
21.图12为图6中c向的局部结构示意图;
22.图13为pvc加强筋膜生产线的主视结构示意图;
23.图14为图13中a部分的放大结构示意图;
24.图15为图13中b部分的放大结构示意图;
25.图16为pvc加强筋膜生产线的俯视结构示意图;
26.图17为搅拌装置和主机的放大图;
27.图18为薄膜模具的剖视结构示意图;
28.图19为薄膜模具下部分模体的俯视结构示意图;
29.图20为成型机的放大结构示意图;
30.图21为冲孔装置和废料回收装置的放大结构示意图;
31.图22为冲孔装置的放大结构示意图;
32.图23为废料回收装置的放大结构示意图;
33.图24为图23中a处的放大结构示意图;
34.图25为切割装置的放大结构示意图;
35.图26为张力控制装置的主视结构示意图;
36.图27为张力控制装置的俯视结构示意图;
37.图28为立柱与移动辊的连接关系示意图;
38.图29为中间层覆合模具的主视、透视结构示意图;
39.图30为中间层覆合模具的右视、透视结构示意图;
40.图31为去应力装置的主视结构示意图;
41.图32为面膜生产线的主视结构示意图;
42.图33为面膜覆合模具的主视、剖视结构示意图;
43.图34为本实用新型的主视结构示意图;
44.图35为本实用新型的俯视结构示意图;
45.图36为图35中d处的放大结构示意图;
46.图37为图36中立柱顶部部分的左视结构示意图;
47.图38为图36中e向的传动臂的结构示意图;
48.图39为图38的左视结构示意图;
49.图40为输送装置的俯视结构示意图;
50.图41为输送纵轴和输送转轴之间的连接关系示意图。
51.图中,0薄膜;00废料膜;000 pvc加强筋膜;
52.01 pvc加强筋生产线,1搅拌装置,101初始上料装置,102废料上料装置,103输料带,104一级搅拌罐,105二级搅拌罐,106搅拌轴,107螺旋绞龙;
53.2主机;
54.3薄膜模具,31通道、32分流道、33 u型稳流区,34缓冲增压区,35口模区,36导热油通道,37电热棒,38口模厚度调节螺丝;
55.4预冷辊;
56.5成型机,51固定压光冷却辊,52下调节压光冷却辊,53水平调节冷却辊,54下调节辊,55弯曲辊;
57.6冲孔装置,61阴切割辊,62阳切割辊,63上张紧辊,64下张紧辊,65凸起块,66凹进槽;
58.7切割装置,71导向辊,72转向辊,73废料托辊;
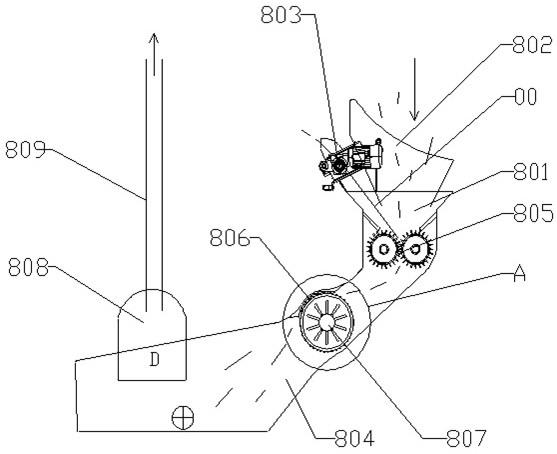
59.8废料回收装置,801下料斗,802废料斗,803废料挤压辊,804下料通道,805旋转挤压辊,806定刀,807破碎刀辊,808抽料风机,809第一管道,810旋风分离筒,811送料风机,812第二管道,813挡料板;
60.9第一牵引机;
61.10张力控制装置,1001张力辊组,1002立柱,1003螺杆,1004马达,1005螺纹筒,1006移动辊,10061固定轴,10062转动辊,1007固定辊,1008折向辊;
62.11第二牵引机;
63.12 pvc发泡板生产线,120中间层覆合模具,1201供料通道,1202分流区,1203稳压区,1204增压缓冲区,1205口模定型区,1206压力释放结合区,1207厚度调整块,1208芯层和发泡覆合冷却块,1209前隔离区,1210第一部分,1211第二部分,1212支撑块,1213隔离区,1214固定块,1215调整螺栓,1216加热棒,1217移动托架,1218固定去应力辊,1219调节去应力辊,1220托架;
64.13第三牵引机,1301牵引橡胶辊组;
65.14第一纵向切割机;
66.15面膜生产线,150面膜覆合模具,1501发泡板通道,1502带入辊,1503下料通道,1504物料分流区,1505降温冷却区,1506模温管,1507模温机,1508氮气冷却管,1509氮气发生器,1510面膜压光辊组,1511面膜托辊;
67.16覆膜机;
68.17履带牵引机,1701机架,1702履带,1703主动轴,1704被动轴,1705框架,1706传动齿轮,1707传动链条,1708橡胶板,1709气缸,1710纵向柱,1711曲柄,1712传动臂,1713铰轴,1714中轴,1715拉杆,1716耳板,1717转动销轴,1718螺母;
69.18第二纵向切割机;
70.19横向切割机;
71.20输送装置,2001输送架,2002输送转轴,2003输送电机,2004输送纵轴,2005传动带;
72.21机械手。
具体实施方式
73.附图为本实用新型的具体实施例。如图1至41所示,该种彩色覆合环保板生产线,包括plc控制系统,整个生产线由plc控制系统控制运行,还包括pvc加强筋膜生产线01、第一牵引机9、张力控制装置10、第二牵引机11、pvc发泡板生产线12、第三牵引机13、第一纵向切割机14、面膜生产线15、覆膜机16、履带牵引机17、第二纵向切割机18、横向切割机19、输送装置20和机械手21,其中:
74.首先是pvc加强筋膜生产线01,它从后至前依次包括搅拌装置1、主机2、薄膜模具3、预冷辊4、成型机5、冲孔装置6、切割装置7和废料回收装置8,其中:
75.搅拌装置1包括初始上料装置101和废料上料装置102,就是两个上料罐,只不过作用不同,在废料上料装置102下方有一个由电机带动的输料带103,初始上料装置101下方为螺旋绞龙107,输料带103和螺旋绞龙107的尾端都位于一个一级搅拌罐104的上方,一级搅拌罐104下方再连接二级搅拌罐105,二级搅拌罐105的搅拌轴106是横向的。
76.紧接着搅拌装置1的是主机2,包括挤出机等,为现有技术,不再赘述,经过主机2的加温、剪切,最后经挤出机挤出到薄膜模具3成膜,薄膜模具3为专用模具,具体结构为:
77.由上下两部分模体固定连接而成,形成了从后至前的通道31、分流道32、u型稳流区33、缓冲增压区34和口模区35,在上下两部分模体的前端分别设置有导热油通道36,另外在上下两部分模体内分别安装电热棒37;另外在上部分模体的前端还有一个口模厚度调节螺丝38,通过调整口模厚度调节螺丝38,可以使上部分模体的前端抬起或落下,从而控制从口模区35出来的薄膜0的厚度。
78.从薄膜模具3出来成薄膜0后进入预冷辊4,预冷辊4为现有技术,不再赘述,进过预冷辊4后进入成型机5,成型机5为四辊成型机,顾名思义,四辊成型机有四个辊,上下方向的两个分别为固定压光冷却辊51和下调节压光冷却辊52,固定压光冷却辊51在上,下调节压光冷却辊52在下,通过调节下调节压光冷却辊52的位置可以调节固定压光冷却辊51和下调节压光冷却辊52之间的间距,二者之间的缝隙正对薄膜模具3的口模区35,也就是薄膜0出口,在固定压光冷却辊51前方为两个水平调节冷却辊53,这两个水平调节冷却辊53与固定压光冷却辊51水平排列,并且这两个水平调节冷却辊53之间的间距能够调节,其调节方式为现有技术,固定压光冷却辊51与其靠近的一个水平调节冷却辊53不接触,之间有一段空隙,薄膜0从固定压光冷却辊51和下调节压光冷却辊52之间出来后向上绕过该水平调节冷却辊53,然后进入靠在一起的两个水平调节冷却辊53之间向下出来,然后经过一个下调节辊54,实际上在此处有若干下调节辊54,实际应用中根据实际情况选择下调节辊54,让薄膜0通过,然后经过一个弯曲辊55后进入冲孔装置6:
79.冲孔装置6包括倾斜排列的阴切割辊61和阳切割辊62,也就是说:阴切割辊61在前上,阳切割辊62在后下,或者二者位置颠倒过来,在薄膜0的进入侧安装一根上张紧辊63,出来侧安装一根下张紧辊64,安装方式也是现有技术;在阳切割辊62上有若干凸起块65,阴切割辊61上有若干凹进槽66,凸起块65和凹进槽66配套,它们之间相互配合形成冲孔刀,二者之间就像齿轮间的啮合一样,薄膜0经二者配合切割后形成孔,切割下来的废料掉入下方的废料回收装置8:
80.废料回收装置8包括一个下料斗801,下料斗801上方是一个废料斗802,废料斗802位于阴切割棍和阳切割辊62铰接处的下方,承接切割下来的废料;废料斗802旁边安装两个废料挤压辊803,下料斗801下端连接一个倾斜的下料通道804,下料通道804内有两个相互咬合的旋转挤压辊805,旋转挤压辊805下方为相互配合的定刀806和破碎刀辊807,破碎刀辊807上为动刀,定刀806与动刀相互配合将废料破碎,然后经过破碎刀辊807下方的抽料风机808,抽料风机808的出口通过第一管道809连接到旋风分离筒810,旋风分离筒810将废料中的气料分离,在旋风分离筒810的下端连接送料风机811,分离好的废料被送料风机811抽出,再通过第二管道812连接到废料上料装置12上端。
81.废料回收装置8的前方为切割装置7,切割装置7为现有技术,作用是将薄膜切割出所需要的宽度,在切割装置7前后分别安装导向辊71,导向辊71下方安装转向辊72,切割下来的废料膜00(左右两侧都有)经过导向转和转向辊72进入废料挤压辊803,然后进入下料通道804内的旋转挤压辊805,最后经过破碎刀辊807和定刀806被破碎,重复利用。
82.由于转向辊72和下料通道80431之间相隔比较远,所以在转向辊72和废料挤压辊803之间还有若干废料托辊73,用于支撑切割下来的废料膜00。
83.在旋转挤压辊805上方还安装挡料板813,以帮助废料从旋转挤压辊805之间通过。
84.经过上述生产加工过程,薄膜0成为pvc加强筋膜000。
85.紧接着pvc加强筋膜生产线的是第一牵引机9、张力控制装置10和第二牵引机11,也就是说,从切割装置7切割好的pvc加强筋膜通过第一牵引机9牵引,进入张力控制装置10,然后再进入第二牵引机11牵引进入下道工序,第一牵引机9和第二牵引机11都是现有技术,起牵拽、引导作用,一般有上下两个辊组成,但在本实施例中,第一牵引机9有两组上下辊。
86.张力控制装置10包括缓冲装置和缓冲装置前后的张力辊组1001,张力辊组1001包括若干个由压敏材料制成的张力辊,pvc加强筋膜依次绕过这些张力辊,这些张力辊为中空结构,内置压力传感器,这些压力传感器与plc控制系统电性连接。
87.pvc加强筋膜000从前侧的张力辊组1001绕过后进入缓冲装置,缓冲装置包括若干组立柱1002,这些立柱1002是中空结构,其上开有长条孔,每组立柱1002的长条孔向内相对应;在立柱1002内安装只能轴转的螺杆1003,两根螺杆1003由马达1004带动同步转动,马达1004可以安装在立柱1002上端,也可以安装在马达1004下端,螺杆1003螺纹连接螺纹筒1005,相对应的两个螺纹筒1005之间固定安装一个移动辊1006,移动辊1006由两部分组成:不转的固定轴10061和套在固定轴10061外围的转动辊10062,转动辊10062能围绕固定轴10061转动,在移动辊1006上方安装若干固定辊1007,固定辊1007和移动辊1006交错设置,这样便于pvc加强筋膜000依次绕过。
88.在最前端的两个立柱1002上和最后端的两个立柱1002上分别安装两个折向辊1008,便于pvc加强筋膜000进入缓冲装置和从缓冲装置出来,并与两组张力辊组1001衔接。
89.紧接着第二牵引机11的是pvc发泡板生产线12,它的拌料装置、搅拌装置、主机等都位于彩色覆合环保板生产线的侧面,也就是说pvc发泡板生产线12的主要部分与彩色覆合环保板生产线呈现垂直状态,pvc发泡板生产线12跟现有技术基本相同,所不同的是它使用的模具,我们叫他中间层覆合模具120,另外pvc发泡板生产线的末端增加了去应力装置(只有这个模具和去应力装置位于彩色覆合环保板生产线上),其他未改变的在此就不再赘
述了:
90.中间层覆合模具120包括:相互成镜像并对到一起的上下两部分,每部分内都设置有物料通道,物料通道包括连通的供料通道1201、分流区1202、稳压区1203、增压缓冲区1204、口模定型区1205和压力释放结合区1206,物料通道的进口位于每部分的侧面,与pvc发泡板生产线12的挤出机出口对接,上下两部分的压力释放结合区1206对到一起就是pvc发泡板的厚度;上下两部分对到一起后,留下一个容pvc加强筋膜000通过的空隙;对应于增压缓冲区1204、口模定型区1205和压力释放结合区1206位置的为厚度调整块1207,在厚度调整块1207的前端通过螺栓等安装芯层和发泡覆合冷却块1208,两个芯层和发泡覆合冷却块1208之间的距离就是pvc发泡板的厚度,其中厚度调整块1207与芯层和发泡覆合冷却块1208之间留有空腔,形成前隔离区1209。
91.中间层覆合模具的上下两部分都分别由第一部分1210和第二部分1211组成,其中第二部分1211套在第一部分1210内,物料通道由第一部分1210和第二部分1211对到一起后共同形成,第一部分1210和第二部分1211之间通过支撑块1212形成隔离区1213,避免热量流失。
92.在第一部分1210上安装固定块1214,固定块1214上安装若干只能轴转的调节螺栓1215,调节螺栓1215与厚度调节块1207之间螺纹连接。
93.在上下两部分内分别安装加热棒1216。
94.紧接着中间层覆合模具的是定型台和移动托架1217,移动托架1217是现有技术,它由两部分组成,是为了检修用的,其中一部分位于一条导轨上,能够在导轨上滑动,并且其前端能够抬起,详细结构不再赘述;然后就是去应力装置,去应力装置包括十组去应力辊组,每组去应力辊组包括固定去应力辊1218和调节去应力辊1219,固定去应力辊1218和调节去应力辊1219均为金属辊。
95.紧接着去应力装置的是第三牵引机13,去应力装置和第三牵引机13之间有托架1220,第三牵引机13由八组牵引橡胶辊组1301组成,便于将pvc发泡板向前牵引。
96.然后是第一纵向切割机14,将pvc发泡板切割成需要的宽度。
97.再向前就是面膜生产线15:也就是彩色面膜生产线,它跟普通的pvc膜生产过程是一样的,属于现有技术,其主体部分跟彩色覆合环保板生产线垂直,而面膜覆合模具150和面膜压光机位于彩色覆合环保板生产线上,所不同的是包括面膜覆合模具150和面膜压光机的结构:面膜覆合模具为一个整体块,这个整体块内设有发泡板通道1501和面膜物料通道,面膜物料通道的进入口位于整体块的上表面,面膜物料通道包括下料通道1503、物料分流区1504和降温冷却区1505;发泡板通道1501将整体块的前后贯通,在发泡板通道1501的进入端安装两个带入辊1502,带入辊1502内部的发泡板通道1501口呈喇叭口状,以便于发泡板进入;在整体块内设有若干模温管1506,通过模温管1506连接模温机1507,进行升温,其中一部分模温管1506位于物料分流区1504后方并且水平排列,另一部分位于物料分流区1504前方并且上下方向排列;在降温冷却区1505上方设有氮气冷却管1508,通过氮气冷却管1508连接氮气发生器1509,进行降温。
98.面膜压光机有两组面膜压光辊组1510,两组面膜压光辊组1510之间设有面膜托辊1511。
99.覆合好彩色面膜的pvc发泡板从面膜压光机出来后再经过另一个一个移动托架
1217然后到达覆膜机16覆膜,覆膜机16为现有技术,不再赘述。
100.覆膜后,来到了履带牵引机17;履带牵引机17包括机架1701和上下两组履带1702,覆膜后的彩色pvc发泡板从两组履带1702之间穿过;其中下面的一组履带1702是固定在机架1701上不能上下移动的,上面的一组履带1702能上下移动。两组履带1702结构是相同的,都包括主动轴1703和被动轴1704,下面的一组履带1702的主动轴1703和被动轴1704安装在机架1701上,上面的一组履带1702的主动轴1703和被动轴1704安装在一个框架1705上,在主动轴1703和被动轴1704上分别安装四个传动齿轮1706,主动轴1703和被动轴1704上位置对应的传动齿轮1706之间设有四根传动链条1707,两根传动链条1707一组,每组传动链条1707之间安装若干橡胶板1708;在机架1701上安装输出端朝上的气缸1709,气缸1709左右各一,在气缸1709的旁边安装纵向柱1710,气缸1709的输出端铰接一根曲柄1711,曲柄1711和纵向柱1710的顶端都是u型,在纵向柱1710顶端和曲柄1711顶端之间安装一根传动臂1712,传动臂1712的两端也为u型,传动臂1712的一端与纵向柱1710的u型通过铰轴1713铰接;在框架1705的中部有一根中轴1714,中轴1714的两端均分别与曲柄1711和传动臂1712铰接,传动臂1712为槽板型;在铰轴1713和中轴1714之间有一个拉杆1715,拉杆1715两端分别与铰轴1713和中轴1714的连接方式有两种:一种是拉杆1715的两端分别套在铰轴1713和中轴1714上,其两端分别围绕铰轴1713和中轴1714转动;另一种是,铰轴1713和中轴1714都不能转动,在铰轴1713和中轴1714上分别安装两块耳板1716,两块耳板1716之间分别安装一根转动销轴1717,然后在转动销轴1717上钻孔,拉杆1715的两端分别穿过两个孔,然后在孔的两侧用螺母1718固定。
101.此时出来的彩色pvc发泡板的宽度是标准宽度,但有的客户需要不同的宽度,因此这时再安装一个第二纵向切割机18,这个第二纵向切割机18也是现有技术,其上有数个切割刀,根据具体情况进行选取,并根据用户的需要切割成相应的宽度。
102.宽度切好后,就要进行长度切割,因此接着的是一个横向切割机19,横向切割机19切完后,通过输送装置20输送,然后经过机械手21搬运摞垛,也叫码垛;由于在上述切割过程中,切割过的彩色pvc发泡板的位置没有得到固定,为了机械手操作方便和摞垛的规则性,需要通过输送装置20将这些彩色pvc发泡板也就是彩色覆合环保板输送到规定的位置,因此特进行了以下设计:输送装置20包括一个输送架2001,输送架2001上安装若干输送转轴2002,这些输送转轴2002呈放射性均布,当然这个放射性均布所在的圆的半径很大,这些输送转轴2002呈现的扇形效果并不太明显。在输送架2001下方安装一个输送电机2003,输送电机2003的输出端通过链条传动链接输送纵轴2004,这个输送纵轴2004与彩色覆合环保板的前进方向平行,这些输送纵轴2004通过若干传动带2005分别与输送转轴2004传动链接。
103.工作过程如下:
104.首先,开启整个生产线,包括plc控制系统,生产pvc加强筋膜000的所有物料根据工艺规定的比例投入到初始上料装置101,经过输料带103进入一级搅拌罐104进行搅拌,然后再进入二级搅拌罐105进行搅拌,然后进入主机2,经过升温、剪切等步骤后进入挤出机,由挤出机挤出到模具,在模具内经过升温、稳压后出来成型,成为薄膜0,再向前经过预冷辊4预冷,经过四辊成型机展平、压光后进入冲孔装置6,经过阴切割辊61和阳切割辊62的切割后,切割出若干孔,切割出的废料经过废料斗802进入下料斗801;
105.薄膜0从冲孔装置6出来后,进入前方的切割装置7进行切割,切割好的成品继续向前,进入第一牵引机,切割下来的边料也就是废料膜00经过导向辊71和转向辊72向后折返,进入经过废料挤压辊803之间后进入下料斗801,并进入两个旋转挤压辊805之间,与冲孔装置6落下来的废料一起经过旋转挤压辊805的高速旋转(可达2000转/分)输送到定刀806和破碎刀辊807出,进行破碎,破碎后的碎料经过抽料风机808吹出,并经过第一管道809进入旋转分离筒,旋转分离筒将碎料中的气料分开,气体排出,碎料落下,进入送料风机811,通过送料风机811和第二管道812送回废料上料装置102,然后通过输送带进入一级搅拌罐104和初始料一起搅拌,再进入二级搅拌罐105搅拌。
106.切割好的pvc加强筋膜000依次穿过第一牵引机9、张力控制装置10和第二牵引机11后进入中间层覆合模具,张力控制装置10随时通过压力传感器调整pvc加强筋膜000的松紧程度,生产pvc发泡板的物料也投入其生产线中的搅拌罐中,然后经过挤出机挤入到中间层覆合模具的物料通道中,在物料通道内通过分流区1202分流到上下两部分内,然后经过稳压区1203、增压缓冲区1204和口模定型区1205后在压力释放结合区处1206压力得到完全释放,分别到达pvc加强筋膜000的上下面,上下物料通道的物料通过pvc加强筋膜000上的孔融合到一起,使发泡板层和pvc加强筋膜000成为一个牢固的整体,再经过芯层和发泡覆合冷却块1208的冷却后,再经过去应力辊装置去应力,经过第三牵引机13牵引后,由第一纵向切割机14进行裁边切割,切割成标准宽度,进入面膜生产线15的面膜覆合模具,而这时,面膜生产线15的彩色物料也已经通过其搅拌装置和挤出机等进入面膜覆合模具,在面膜覆合模具内经过升温、冷却将彩色物料覆合到pvc的上表面并成为一体,然后经过面膜压光机压光后进入覆膜机16覆上一层保护膜,这时彩色覆合环保板已经生产完成了,但还没有达到用户需求,所以现在要通过履带牵引机17进入第二纵向切割机18(在此过程中通过气缸调整上面的一组履带的高度,已调整其对彩色覆合环保板的压力),根据用户需要切割成相应的宽度,然后再通过横向切割机19切断,切成标准或需要的长度,最后通过输送装置20输送到规定的位置(通过呈放射状均布的输送转轴的配合),由机械手21进行转移摞垛。
107.除说明书所述技术特征外,其余技术特征均为本领域技术人员已知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。