1.本发明属于蒸汽定型技术领域,涉及一种蒸汽定型机,特别是一种包臀透气无缝内裤的蒸汽定型机。
背景技术:
2.无缝内裤为真正的无痕一片式,接口处全是机器压膜粘贴工艺,无线无缝无痕迹。
3.无缝内裤采用锦纶和氨纶材料制成,舒适透气,弹性很好,面料如肌肤般细滑,不露痕迹。内裤对臀部起到支撑作用,因此需要使用蒸汽定型机进行定型处理。
4.现有的蒸汽定型机在将产品放置在蒸汽室内后再往蒸汽室内冲蒸汽。
5.定型过程中,内裤处于静止状态,蒸汽无法对内裤进行全方位的定型,会出现定型不足的情况,导致产品质量不合格。同时由于不同内裤的尺寸不同,设备无法对不同腰围的内裤进行很好的支撑,影响定型效果。
技术实现要素:
6.本发明的目的是针对现有的技术存在上述问题,提出了一种包臀透气无缝内裤的蒸汽定型机,该发明要解决的技术问题是:如何实现对不同腰围的内裤进行支撑,以及实现对内裤全方位定型。
7.本发明的目的可通过下列技术方案来实现:
8.一种包臀透气无缝内裤的蒸汽定型机,包括支架、工作台、蒸汽组件、转盘组件、裤筒支撑组件、导向件、立杆和气动调整组件;
9.工作台固定在支架上,蒸汽组件固定在工作台的两侧,蒸汽组件的蒸汽喷射方向朝向工作台的中心;
10.所述转盘组件滑动设置在工作台上,支架中部固定有支撑架,支撑架上设有用于控制转盘组件移动的传动组件;
11.所述气动调整组件设置在转盘组件上,气动调整组件连接裤筒支撑组件,裤筒支撑组件位于气动调整组件的上方,裤筒支撑组件设有两个,两个裤筒支撑组件分别位于导向件的两侧;
12.所述立杆的底部固定在转盘组件上,立杆的顶部固定连接导向件,导向件与裤筒支撑组件滑动抵靠。
13.本发明的工作原理是:转盘组件在移动过程中发生自转,从带动裤筒支撑组件以及内裤转动,以实现对内裤的全方位定型,提高定型效果;气动调整组件能够控制裤筒支撑组件对不同直径的裤筒进行支撑,同时,气动调整组件与导向件相配合,以调整两个裤筒支撑组件之间的距离,使得内裤的放置效果达到最好,不会出现褶皱,提高定型效果。
14.所述工作台的中部开设第一滑槽,第一滑槽在工作台的两端形成开口,第一滑槽中部开设条形孔,条形孔在工作台的两端形成开口;所述转盘组件包括转盘和滑块,转盘外周固定齿圈,滑块转动设置在转盘底部,滑块底部滑动设置在第一滑槽内;所述工作台上设
有齿条,齿条与齿圈相啮合。
15.采用以上结构,滑块在第一滑槽的限制性内,沿直线滑动;滑块分别由工作台的两端形成的开口进入和取出,便于连续投放和连续取出,以实现同时对多个内裤进行蒸汽定型,提高整体加工效率;转盘外周固定齿圈,齿条与齿圈相啮合,以在转盘沿直线移动的过程中发生自转,从而使得内裤能够全方位实现蒸汽定型,提高加工质量。
16.所述传动组件包括电机、传送带和推板;所述传送带固定在支撑架上,电机与传送带动力连接,推板设有多个,多个推板等间距并垂直固定在传送带上,推板的上端与滑块的侧壁相抵靠。
17.采用以上结构,传送带的转动过程中,推板推动滑块移动,从而实现转盘、裤筒支撑组件以及气动调整组件的整体移动;多个推板等间距并垂直固定在传送带上,以实现对多个转盘进行连续输送,形成生产线,提高单位时间内的加工效率。同时,推板在推动滑块移动过程中,不会对转盘的转动造成阻碍。
18.所述气动调整组件包括充气泵、气缸、活塞杆和柔性气管;所述转盘上开设第二滑槽,气缸滑动设置在第二滑槽内,气缸设有两个,两个气缸之间通过柔性气管连通,柔性气管的长度大于两个气缸之间的最大距离;每个所述气缸上均固定有出气管,出气管上固定放气阀,气缸连接活塞杆;所述第二滑槽内固定有第一弹簧,第一弹簧的一端与第二滑槽的侧壁连接,第一弹簧的另一端与气缸的侧壁连接,第一弹簧处于压缩状态。
19.采用以上结构,充气泵向气缸内充气,以进一步带动活塞杆向上升起,两个气缸之间通过柔性气管连通,两个气缸内部气压相同,因此两个活塞杆的升降距离相同;打开放气阀,气缸内的气体由出气管放出,气缸内气压降低,实现活塞杆向下移动过程;第二滑槽内固定有第一弹簧,第一弹簧处于压缩状态,以使得两个气缸始终向中间移动,第一弹簧与导向件相互配合,实现气缸在第二滑槽内的位置调节。柔性气管的长度大于两个气缸之间的最大距离,使得两个气缸在第二滑槽内能够移动至任何位置,并保证柔性气管的正常工作,避免柔性气管被拉断或损坏。
20.所述裤筒支撑组件包括固定筒、导向管、导向杆、支撑板、第二弹簧、滑动板、升降圆台、弧形支架和水平支撑架;所述固定筒固定在弧形支架上,弧形支架固定在气缸上,水平支撑架固定在弧形支架的中部,水平支撑架上设置用于夹紧内裤裤腰的夹子;多个所述导向管沿环形均布在固定筒的外周面,导向管倾斜设置,导向管位于固定筒内的一端为较低端,导向管位于固定筒外侧的一端为较高端,导向管的较低端连接滑动板,导向管的较高端连接支撑板,第二弹簧套设在导向管外周,第二弹簧的一端与固定筒内周壁连接,第二弹簧的另一端与滑动板抵靠,第二弹簧处于压缩状态;所述升降圆台的上部直径小于其下部直径,滑动板与升降圆台的外周面滑动抵靠,升降圆台固定在活塞杆的顶端;所述导向件的竖切面为等腰梯形,导向件为下部小于上部的棱台件,升降圆台朝向导向件的一侧周面与导向件的侧面滑动抵靠。
21.采用以上结构,内裤腰口向下套在裤筒支撑组件上,内裤的腰口勒紧在弧形支架的上部,并且裤腰夹紧在水平支撑架的夹子上,形成定位机构,内裤的裤筒套在多个支撑板的外周并绷紧,以便于蒸汽定型;
22.气缸内充气后,气压推动活塞杆向上升起,活塞杆进一步带动升降圆台向上移动,升降圆台在导向件的导向作用下,朝远离导向件的方向移动;同时,升降圆台进一步挤压滑
动板,使得滑动板向外伸出,使得多个支撑板之间的距离增大;因此,同时实现两个固定筒之间距离增大,以及多个支撑板之间的距离增大的效果,以保证对大码内裤的夹持效果,以及增加内裤裤筒之间的距离,保证内裤无褶皱,提高内裤的定型效果。
23.第二弹簧处于压缩状态,保证滑动板始终压紧升降圆台的周面。
24.弧形支架的正投影呈半圆状。
25.采用以上结构,两个弧形支架之间存在一定的距离,因此形成类似于椭圆或操场的形状,有利于对内裤的完全支撑,使得弧形支架对裤腰的支撑效果达到最好。
26.所述滑动板为与升降圆台外周面相匹配的弧形。
27.采用以上结构,滑动板与升降圆台之间更加贴合,提高升降圆台对滑动板的推动和滑动效果,保证设备的正常使用。
28.所述滑动板朝向升降圆台的一侧设置多个滚珠,滚珠与升降圆台的周面压紧。
29.采用以上结构,滑动板与升降圆台之间为滚动摩擦,降低摩擦力,提高滑动效果。
30.所述支撑板的正投影为弧形;
31.所述支撑板为倾斜设置,支撑板的上端靠近固定筒,支撑板的下端远离固定筒;
32.或,
33.所述支撑板沿竖直方向设置。
34.采用以上结构,支撑板为倾斜设置,支撑板的上端靠近固定筒,支撑板的下端远离固定筒,避免裤筒向下垂落,提高定型效果。
35.支撑板沿竖直方向设置,对裤筒具有很好的支撑,避免裤筒产生褶皱,提高定型效果。
36.与现有技术相比,本包臀透气无缝内裤的蒸汽定型机具有以下优点:
37.1、将内裤腰口向下套在裤筒支撑组件上,推板推动滑块移动,转盘组件在移动过程中发生自转,从带动裤筒支撑组件以及内裤转动;气动调整组件与导向件相配合,以调整两个裤筒支撑组件之间的距离,使得内裤的放置效果达到最好,不会出现褶皱,提高定型效果。
38.2、滑块在第一滑槽的限制性内,沿直线滑动;滑块分别由工作台的两端形成的开口进入和取出,便于连续投放和连续取出,以实现同时对多个内裤进行蒸汽定型,提高整体加工效率;转盘外周固定齿圈,齿条与齿圈相啮合,以在转盘沿直线移动的过程中发生自转,从而使得内裤能够全方位实现蒸汽定型,提高加工质量。
39.3、传送带的转动过程中,推板推动滑块移动,从而实现转盘、裤筒支撑组件以及气动调整组件的整体移动;多个推板等间距并垂直固定在传送带上,以实现对多个转盘进行连续输送,形成生产线,提高单位时间内的加工效率。同时,推板在推动滑块移动过程中,不会对转盘的转动造成阻碍。
40.4、第二滑槽内固定有第一弹簧,第一弹簧处于压缩状态,以使得两个气缸始终向中间移动,第一弹簧与导向件相互配合,实现气缸在第二滑槽内的位置调节。柔性气管的长度大于两个气缸之间的最大距离,使得两个气缸在第二滑槽内能够移动至任何位置,并保证柔性气管的正常工作,避免柔性气管被拉断或损坏。
41.5、内裤腰口向下套在裤筒支撑组件上,内裤的腰口勒紧在弧形支架的上部,并且裤腰夹紧在水平支撑架的夹子上,形成定位机构,内裤的裤筒套在多个支撑板的外周并绷
紧,以便于蒸汽定型;气缸内充气后,气压推动活塞杆向上升起,活塞杆进一步带动升降圆台向上移动,升降圆台在导向件的导向作用下,朝远离导向件的方向移动;同时,升降圆台进一步挤压滑动板,使得滑动板向外伸出,使得多个支撑板之间的距离增大;因此,同时实现两个固定筒之间距离增大,以及多个支撑板之间的距离增大的效果,以保证对大码内裤的夹持效果,以及增加内裤裤筒之间的距离,保证内裤无褶皱,提高内裤的定型效果。第二弹簧处于压缩状态,保证滑动板始终压紧升降圆台的周面。
附图说明
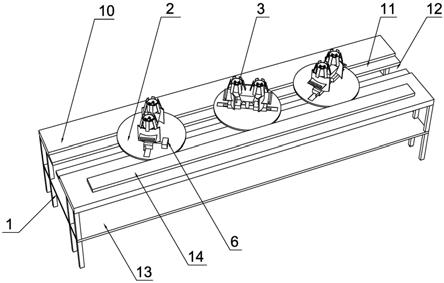
42.图1是本发明的结构示意图。
43.图2是本发明的俯视图。
44.图3是本发明的侧视图。
45.图4是本发明中传动组件的结构示意图。
46.图5是本发明中传动组件与转盘组件的配合示意图。
47.图6是本发明中转盘组件与裤筒支撑组件的连接示意图。
48.图7是图6的正视图。
49.图8是本发明中气动调整组件的正视图。
50.图中,1、支架;10、工作台;11、第一滑槽;12、条形孔;13、支撑架;14、齿条;2、转盘组件;21、转盘;22、滑块;23、第二滑槽;24、第一弹簧;3、裤筒支撑组件;31、固定筒;32、导向管;33、导向杆;34、支撑板;35、第二弹簧;36、滑动板;37、升降圆台;38、弧形支架;39、水平支撑架;4、导向件;41、立杆;5、传动组件;51、电机;52、传送带;53、推板;6、气动调整组件;61、充气泵;62、气缸;63、柔性气管;64、出气管;65、放气阀;66、活塞杆;7、立杆。
具体实施方式
51.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
52.如图1-图8所示,本实施例提供一种包臀透气无缝内裤的蒸汽定型机,
53.包括支架1、工作台10和蒸汽组件,工作台10固定在支架1上,蒸汽组件固定在工作台10的两侧,蒸汽组件的蒸汽喷射方向朝向工作台10的中心;还包括转盘组件2、裤筒支撑组件3、导向件4、立杆7和气动调整组件6;
54.转盘组件2滑动设置在工作台10上,支架1中部固定有支撑架13,支撑架13上设有用于控制转盘组件2移动的传动组件5;
55.气动调整组件6设置在转盘组件2上,气动调整组件6连接裤筒支撑组件3,裤筒支撑组件3位于气动调整组件6的上方,裤筒支撑组件3设有两个,两个裤筒支撑组件3分别位于导向件4的两侧;
56.立杆7的底部固定在转盘组件2上,立杆7的顶部固定连接导向件4,导向件4与裤筒支撑组件3滑动抵靠。
57.将内裤腰口向下套在裤筒支撑组件3上,转盘组件2在移动过程中发生自转,从带动裤筒支撑组件3以及内裤转动,以实现对内裤的全方位定型,提高定型效果;气动调整组件6能够控制裤筒支撑组件3对不同直径的裤筒进行支撑,同时,气动调整组件6与导向件4
相配合,以调整两个裤筒支撑组件3之间的距离,使得内裤的放置效果达到最好,不会出现褶皱,提高定型效果。
58.工作台10的中部开设第一滑槽11,第一滑槽11在工作台10的两端形成开口,第一滑槽11中部开设条形孔12,条形孔12在工作台10的两端形成开口;
59.转盘组件2包括转盘21和滑块22,转盘21外周固定齿圈,滑块22转动设置在转盘21底部,滑块22底部滑动设置在第一滑槽11内;工作台10上设有齿条14,齿条14与齿圈相啮合。
60.滑块22在第一滑槽11的限制性内,沿直线滑动;滑块22分别由工作台10的两端形成的开口进入和取出,便于连续投放和连续取出,以实现同时对多个内裤进行蒸汽定型,提高整体加工效率;
61.转盘21外周固定齿圈,齿条14与齿圈相啮合,以在转盘21沿直线移动的过程中发生自转,从而使得内裤能够全方位实现蒸汽定型,提高加工质量。
62.传动组件5包括电机51、传送带52和推板53;
63.传送带52固定在支撑架13上,电机51与传送带52动力连接,推板53设有多个,多个推板53等间距并垂直固定在传送带52上,推板53的上端与滑块22的侧壁相抵靠。
64.传送带52的转动过程中,推板53推动滑块22移动,从而实现转盘21、裤筒支撑组件3以及气动调整组件6的整体移动;多个推板53等间距并垂直固定在传送带52上,以实现对多个转盘21进行连续输送,形成生产线,提高单位时间内的加工效率。同时,推板53在推动滑块22移动过程中,不会对转盘21的转动造成阻碍。
65.气动调整组件6包括充气泵61、气缸62、活塞杆66和柔性气管63;
66.转盘21上开设第二滑槽23,气缸62滑动设置在第二滑槽23内,气缸62设有两个,两个气缸62之间通过柔性气管63连通,柔性气管63的长度大于两个气缸62之间的最大距离;
67.每个气缸62上均固定有出气管64,出气管64上固定放气阀65,气缸62连接活塞杆66;
68.第二滑槽23内固定有第一弹簧24,第一弹簧24的一端与第二滑槽23的侧壁连接,第一弹簧24的另一端与气缸62的侧壁连接,第一弹簧24处于压缩状态。
69.充气泵61向气缸62内充气,以进一步带动活塞杆66向上升起,两个气缸62之间通过柔性气管63连通,两个气缸6内部气压相同,因此两个活塞杆66的升降距离相同;
70.打开放气阀65,气缸62内的气体由出气管64放出,气缸62内气压降低,实现活塞杆66向下移动过程;
71.第二滑槽23内固定有第一弹簧24,第一弹簧24处于压缩状态,以使得两个气缸62始终向中间移动,第一弹簧24与导向件4相互配合,实现气缸62在第二滑槽23内的位置调节。
72.柔性气管63的长度大于两个气缸62之间的最大距离,使得两个气缸63在第二滑槽23内能够移动至任何位置,并保证柔性气管63的正常工作,避免柔性气管63被拉断或损坏。
73.裤筒支撑组件3包括固定筒31、导向管32、导向杆33、支撑板34、第二弹簧35、滑动板36、升降圆台37、弧形支架38和水平支撑架29;
74.固定筒31固定在弧形支架38上,弧形支架38固定在气缸62上,水平支撑架29固定在弧形支架38的中部,水平支撑架29上设置用于夹紧内裤裤腰的夹子;
75.多个导向管32沿环形均布在固定筒31的外周面,导向管32倾斜设置,导向管32位于固定筒31内的一端为较低端,导向管32位于固定筒31外侧的一端为较高端,导向管32的较低端连接滑动板36,导向管32的较高端连接支撑板34,第二弹簧35套设在导向管32外周,第二弹簧35的一端与固定筒31内周壁连接,第二弹簧35的另一端与滑动板36抵靠,第二弹簧35处于压缩状态;
76.升降圆台37的上部直径小于其下部直径,滑动板36与升降圆台37的外周面滑动抵靠,升降圆台37固定在活塞杆66的顶端;
77.导向件4的竖切面为等腰梯形,导向件4为下部小于上部的棱台件,升降圆台37朝向导向件4的一侧周面与导向件4的侧面滑动抵靠。
78.内裤腰口向下套在裤筒支撑组件3上,内裤的腰口勒紧在弧形支架38的上部,并且裤腰夹紧在水平支撑架29的夹子上,形成定位机构,内裤的裤筒套在多个支撑板34的外周并绷紧,以便于蒸汽定型;
79.气缸62内充气后,气压推动活塞杆66向上升起,活塞杆66进一步带动升降圆台37向上移动,升降圆台37在导向件4的导向作用下,朝远离导向件4的方向移动;同时,升降圆台37进一步挤压滑动板36,使得滑动板36向外伸出,使得多个支撑板34之间的距离增大;因此,同时实现两个固定筒31之间距离增大,以及多个支撑板34之间的距离增大的效果,以保证对大码内裤的夹持效果,以及增加内裤裤筒之间的距离,保证内裤无褶皱,提高内裤的定型效果。
80.第二弹簧35处于压缩状态,保证滑动板36始终压紧升降圆台37的周面。
81.弧形支架38的正投影呈半圆状。
82.两个弧形支架38之间存在一定的距离,因此形成类似于椭圆或操场的形状,有利于对内裤的完全支撑,使得弧形支架38对裤腰的支撑效果达到最好。
83.滑动板36为与升降圆台37外周面相匹配的弧形。
84.滑动板36与升降圆台37之间更加贴合,提高升降圆台37对滑动板36的推动和滑动效果,保证设备的正常使用。
85.滑动板36朝向升降圆台37的一侧设置多个滚珠,滚珠与升降圆台37的周面压紧。
86.滑动板36与升降圆台37之间为滚动摩擦,降低摩擦力,提高滑动效果。
87.支撑板34的正投影为弧形;
88.支撑板34为倾斜设置,支撑板34的上端靠近固定筒31,支撑板34的下端远离固定筒31;
89.或,
90.支撑板34沿竖直方向设置。
91.支撑板34为倾斜设置,支撑板34的上端靠近固定筒31,支撑板34的下端远离固定筒31,避免裤筒向下垂落,提高定型效果。
92.支撑板34沿竖直方向设置,对裤筒具有很好的支撑,避免裤筒产生褶皱,提高定型效果。
93.本发明的工作原理:将内裤腰口向下套在裤筒支撑组件3上,气动调整组件6能够控制裤筒支撑组件3对不同直径的裤筒进行支撑;传送带52的转动过程中,推板53推动滑块22移动,转盘组件2在移动过程中发生自转,从带动裤筒支撑组件3以及内裤转动;充气泵61
向气缸62内充气,以进一步带动活塞杆66向上升起,两个气缸62之间通过柔性气管63连通,两个气缸6内部气压相同,因此两个活塞杆66的升降距离相同;气动调整组件6与导向件4相配合,以调整两个裤筒支撑组件3之间的距离,使得内裤的放置效果达到最好,不会出现褶皱,提高定型效果。定型完成后,取出内裤,打开放气阀65,气缸62内的气体由出气管64放出,气缸62内气压降低,实现活塞杆66向下移动过程,裤筒支撑组件3回到初始位置,并且气缸62在第一弹簧24的作用下,恢复至初始位置。
94.本发明中,滑块22在第一滑槽11的限制性内,沿直线滑动;滑块22分别由工作台10的两端形成的开口进入和取出,便于连续投放和连续取出,以实现同时对多个内裤进行蒸汽定型,提高整体加工效率;转盘21外周固定齿圈,齿条14与齿圈相啮合,以在转盘21沿直线移动的过程中发生自转,从而使得内裤能够全方位实现蒸汽定型,提高加工质量。
95.本发明中,传送带52的转动过程中,推板53推动滑块22移动,从而实现转盘21、裤筒支撑组件3以及气动调整组件6的整体移动;多个推板53等间距并垂直固定在传送带52上,以实现对多个转盘21进行连续输送,形成生产线,提高单位时间内的加工效率。同时,推板53在推动滑块22移动过程中,不会对转盘21的转动造成阻碍。
96.本发明中,第二滑槽23内固定有第一弹簧24,第一弹簧24处于压缩状态,以使得两个气缸62始终向中间移动,第一弹簧24与导向件4相互配合,实现气缸62在第二滑槽23内的位置调节。柔性气管63的长度大于两个气缸62之间的最大距离,使得两个气缸63在第二滑槽23内能够移动至任何位置,并保证柔性气管63的正常工作,避免柔性气管63被拉断或损坏。
97.本发明中,内裤腰口向下套在裤筒支撑组件3上,内裤的腰口勒紧在弧形支架38的上部,并且裤腰夹紧在水平支撑架29的夹子上,形成定位机构,内裤的裤筒套在多个支撑板34的外周并绷紧,以便于蒸汽定型;气缸62内充气后,气压推动活塞杆66向上升起,活塞杆66进一步带动升降圆台37向上移动,升降圆台37在导向件4的导向作用下,朝远离导向件4的方向移动;同时,升降圆台37进一步挤压滑动板36,使得滑动板36向外伸出,使得多个支撑板34之间的距离增大;因此,同时实现两个固定筒31之间距离增大,以及多个支撑板34之间的距离增大的效果,以保证对大码内裤的夹持效果,以及增加内裤裤筒之间的距离,保证内裤无褶皱,提高内裤的定型效果。第二弹簧35处于压缩状态,保证滑动板36始终压紧升降圆台37的周面。
98.本发明中,支撑板34为倾斜设置,支撑板34的上端靠近固定筒31,支撑板34的下端远离固定筒31,避免裤筒向下垂落,提高定型效果。支撑板34沿竖直方向设置,对裤筒具有很好的支撑,避免裤筒产生褶皱,提高定型效果。
99.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
