1.本发明涉及镁合金技术领域,具体而言,涉及一种镁合金挤压板材及其挤压装置和挤压方法。
背景技术:
2.目前,镁合金薄板的较优加工方法通常为挤压加工,但不同的挤压装置对应获得的镁合金薄板的性能差异较大。
3.因此,有必要设计能够进一步有效提高镁合金挤压板材的强度、塑性以及冲压成型性能的装置。
4.鉴于此,特提出本发明。
技术实现要素:
5.本发明的目的之一在于提供一种镁合金挤压装置,以解决上述技术问题。
6.本发明的目的之二在于提供一种采用上述挤压装置进行镁合金挤压的方法。
7.本发明的目的之三在于提供一种由上述方法挤压得到的镁合金挤压板材。
8.本技术可这样实现:
9.第一方面,本技术提供一种镁合金挤压装置,包括挤压筒,挤压筒具有相对设置的挤压筒进口和挤压筒出口,挤压筒进口和挤压筒出口之间设有扭转区,扭转区用于使镁合金铸锭在挤压过程中发生扭转并在镁合金铸锭的朝向挤压筒进口的第一表面与朝向挤压筒出口的第二表面之间产生流速差。
10.在可选的实施方式中,扭转区包括间隔设置的第一曲面以及第二曲面,第一曲面和第二曲面均沿挤压筒进口至挤压筒出口的方向螺旋延伸,以使第一曲面和第二曲面之间形成扭转通道。
11.在可选的实施方式中,挤压筒还设有流变区和定径带,流变区、扭转区和定径带沿挤压筒进口至挤压筒出口方向依次连通。
12.在可选的实施方式中,流变区的高度为流变区横截面宽度的0.5-5倍,扭转区的高度为流变区横截面宽度的0.5-5倍。
13.在可选的实施方式中,镁合金挤压装置还包括进料筒,进料筒具有相对设置的进料筒进口和进料筒出口,进料筒出口与流变区的远离扭转区的一端连通。
14.在可选的实施方式中,流变区具有用于供镁合金铸锭流通的流变区通道,流变区通道的横截面呈长方形,流变区通道的长度不超过进料筒内径的9/10且大于预设所需制备的挤压板材的宽度;流变区通道的宽度小于流变区通道的长度且大于预设所需制备的挤压板材的厚度。
15.在优选的实施方式中,流变区通道的长度为进料筒内径的1/3-4/5,流变区通道的宽度为预设所需制备的挤压板材厚度的至少2倍。
16.第二方面,本技术提供一种镁合金挤压方法,采用前述实施方式任一项的镁合金
挤压装置对待挤压的镁合金铸锭进行挤压。
17.在可选的实施方式中,包括以下步骤:
18.对进料筒中待挤压的镁合金铸锭施加压力,使其依次经流变区、扭转区和定径带。
19.在可选的实施方式中,挤压过程中的参数条件包括:挤压温度为300-480℃,挤压比为10-120:1,冲压速率为0.2-7mm/s。
20.在可选的实施方式中,挤压前,还包括将镁合金铸锭以及挤压装置进行预热。
21.在可选的实施方式中,预热温度为250-520℃。
22.第三方面,本技术提供一种镁合金挤压板材,经前述实施方式的镁合金挤压方法挤压得到。
23.本技术的有益效果包括:
24.本技术提供的挤压装置通过设置扭转区,能够使镁合金铸锭在挤压过程中发生扭转,使得挤压板材的上下表面形成速度差,该过程可使晶粒取向发生不同程度的偏转,使织构更加分散,弱化挤压板材的基面织构,有利于提高镁合金的塑性,改善挤压板材各向异性,提高板材成形性能。采用上述挤压装置进行挤压,所得的镁合金挤压板材具有较高的强度和塑性,冲压成型性能好,可实现大规模工业化生产。
附图说明
25.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
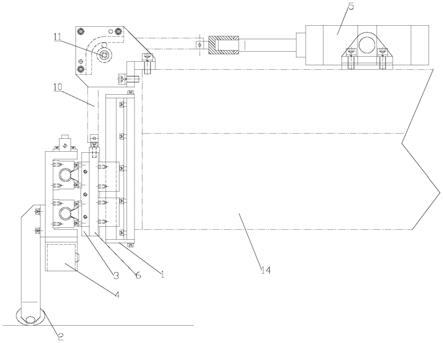
26.图1为本技术提供的镁合金挤压装置在第一视角下的结构示意图;
27.图2为本技术提供的镁合金挤压装置中扭转区的扭转示意图;
28.图3为本技术提供的镁合金挤压装置在第二视角下的结构示意图;
29.图4为本技术提供的镁合金挤压装置在第三视角下的结构示意图;
30.图5为本技术提供的镁合金挤压装置在第四视角下的结构示意图;
31.图6为本技术提供的镁合金挤压装置在第五视角下的结构示意图;
32.图7为本技术提供的镁合金挤压装置在第六视角下的结构示意图;
33.图8为本技术提供的试验例中传统技术的挤压装置的结构示意图;
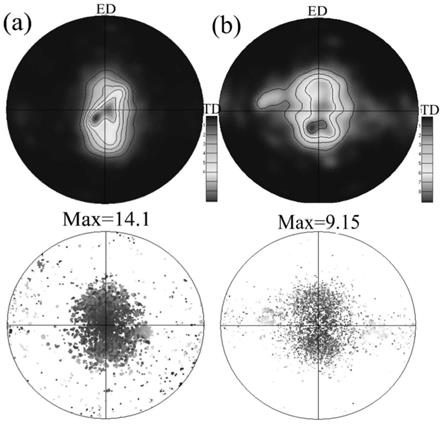
34.图9为试验例中实施例1和传统挤压方式制得的镁合金板材带坯的面极图;
35.图10为试验例中实施例2制得的镁合金板材带坯的面极图。
36.图标:100-挤压装置;10-进料筒;20-挤压筒;21-流变区;211-第一长边;212-第二长边;22-扭转区;221-第一曲面;222-第二曲面;23-定径带;231-第三长边;232-第四长边;24-流变二区。
具体实施方式
37.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产
品。
38.下面对本技术提供的镁合金挤压板材及其挤压装置100和挤压方法进行具体说明。
39.请一并参照图1至图7,本技术提出一种镁合金挤压装置100,其包括挤压筒20,挤压筒20具有相对设置的挤压筒进口和挤压筒出口,挤压筒进口和挤压筒出口之间设有扭转区22(如图2),扭转区22用于使镁合金铸锭在挤压过程中发生扭转并在镁合金铸锭的朝向挤压筒进口的第一表面与朝向挤压筒出口的第二表面之间产生流速差。
40.可参考地,在使用过程中,挤压筒20的进口和挤压筒出口沿竖直方向相对设置,也即挤压筒出口位于挤压筒进口下方,镁合金铸锭沿由上至下的方向流经挤压筒20。
41.扭转区22用于使镁合金铸锭在挤压过程中发生扭转并在镁合金铸锭的朝向挤压筒进口的第一表面与朝向挤压筒出口的第二表面之间产生流速差,以镁合金铸锭沿由上至下的方向流经挤压筒20,第一表面即指镁合金铸锭的上表面,第二表面即指镁合金铸锭的下表面。
42.该挤压装置100能够使镁合金铸锭在挤压过程中发生扭转,使得挤压板材的上下表面形成速度差,该过程可使晶粒取向发生不同程度的偏转,使织构更加分散,弱化挤压板材的基面织构,有利于提高镁合金板材的塑性等机械性能以及冲压成型性能。
43.具体的,扭转区22包括间隔设置的第一曲面221以及第二曲面222,第一曲面221和第二曲面222均沿挤压筒进口至挤压筒出口的方向螺旋延伸,以使第一曲面221和第二曲面222之间形成扭转通道。
44.进一步地,挤压筒20还设有流变区21和定径带23,流变区21、扭转区22和定径带23沿挤压筒进口至挤压筒出口方向依次连通。
45.需说明的是,本技术对扭转区22在流变区21与定径带23之间的高度区间扭转次数不做限定,具体可根据需要设置成扭转1次、2次、3次或更多次。
46.在一些可选的实施方式中,流变区21的高度可以为流变区21横截面宽度的0.5-5倍,如0.5倍、1倍、1.5倍、2倍、2.5倍、3倍、3.5倍、4倍、4.5倍或5倍等,也可以为0.5-5倍范围内的其它任意值。
47.扭转区22的高度可以为流变区21横截面宽度的0.5-5倍,如0.5倍、1倍、1.5倍、2倍、2.5倍、3倍、3.5倍、4倍、4.5倍或5倍等,也可以为0.5-5倍范围内的其它任意值。
48.在一些具体的实施方式中,流变区21的高度可以为20mm,扭转区22的高度可以为40mm,定径带23的高度可以为10mm。
49.进一步地,镁合金挤压装置100还包括进料筒10,进料筒10具有相对设置的进料筒进口和进料筒出口,进料筒出口与流变区21的远离扭转区22的一端连通。
50.进料筒进口和进料筒出口之间的相对关系与挤压筒进口和挤压筒出口之间的相对关系对应。也即进料筒进口和进料筒出口也呈上下设置。
51.可参考地,流变区21具有用于供镁合金铸锭流通的流变区通道,流变区通道整体可呈条形槽,也即其横截面呈长方形。该横截面可理解为流通面,下同。
52.流变区通道的长度不超过进料筒10内径的9/10,如可以为1/10、2/10、3/10、4/10、5/10、6/10、7/10、8/10或9/10等,也可以为不超过9/10范围内的任意值。需说明的是,流变区通道的长度大于预设所需制备的挤压板材的宽度。在一些可选的实施方式中,流变区通
道的长度可以为进料筒10内径的1/3-4/5。
53.流变区通道的宽度小于流变区通道的长度且大于预设所需制备的挤压板材的厚度。优选地,流变区通道的宽度为预设所需制备的挤压板材厚度的至少2倍,如2倍、2.5倍或3倍等。
54.在一些具体的实施方式中,进料筒10的内径可以为84mm,流变区通道的长度可以为72mm,流变区通道的宽度可以为27mm。
55.可参考地,定径带23具有用于供镁合金铸锭流通的定径区通道,定径区通道整体也可呈条形槽,即其横截面呈长方形。
56.在一些具体的实施方式中,定径区通道的长度示例性但非限定性地可以为56mm,宽度示例性但非限定性地可以为2mm。
57.在上述流变区21和扭转区22所具有的尺寸范围下,能够使镁合金铸锭上下表面的速度差更加适中,晶粒更加细化,从而使挤压所得的板材具有更优的力学性能和冲压成型性能。
58.在其它实施方式中,流变区21和定径带23也不排除可为其它形状。
59.以上述条形槽的流变区21和定径带23为例,流变区21包括相对的第一长边211和第二长边212;定径带23包括相对的第三长边231和第四长边232;其中,第一曲面221的顶端边缘与第一长边211连接,第一曲面221的底端边缘与第三长边231连接;第二曲面222的顶端边缘与第二长边212连接,第二曲面222的底端边缘与第四长边232连接。也即,镁合金铸锭进入流变区21后,在第一曲面221和第二曲面222的夹设作用下,扭转挤压至定径带23中。
60.本技术对流变区21与定径带23在平行于进料筒10径向方向的平面上的投影范围不做过多限定,在某些实施方式中,流变区21与定径带23在平行于进料筒10径向方向的平面上的投影示例性但非限定性地可呈90
°
、30
°
、60
°
或120
°
等。
61.本技术中上述挤压装置100可采用一体成型方式制得,也可采用按多个结构区分别独立制备并连接而成。
62.相应地,本技术还提供了一种镁合金挤压方法,采用上述镁合金挤压装置100对待挤压的镁合金铸锭进行挤压。
63.在可选的实施方式中,包括以下步骤:对进料筒10中待挤压的镁合金铸锭施加压力,使其依次经流变区21、扭转区22挤压(如图2中的箭头方向)和定径带23。
64.其中,挤压过程中的参数条件可包括:挤压温度为300-480℃,挤压比为10-120:1,冲压速率为0.2-7mm/s。
65.具体的,挤压温度可以为300℃、310℃、320℃、33℃、340℃、350℃、360℃、370℃、380℃、390℃、400℃、410℃、420℃、430℃、440℃、450℃、460℃、470℃或480℃等,也可以为300-480℃范围内的其它任意值。
66.挤压比可以为10:1、20:1、30:1、40:1、50:1、60:1、70:1、80:1、90:1、100:1、110:1或120:1等,也可以为10-120:1范围内的其它任意值。
67.冲压速率可以为0.2mm/s、0.5mm/s、1mm/s、1.5mm/s、2mm/s、2.5mm/s、3mm/s、3.5mm/s、4mm/s、4.5mm/s、5mm/s、5.5mm/s、6mm/s、6.5mm/s或7mm/s等,也可以为0.2-7mm/s范围内的其它任意值。
68.较优的,挤压前,还包括将镁合金铸锭以及挤压装置100进行预热。预热温度可以
为250-520℃,如250℃、300℃、350℃、400℃、450℃、500℃或520℃等。
69.可参考地,可以将镁合金铸锭在400℃下保温24h,然后将镁合金铸锭和挤压装置100在400℃下预热2h,随后将镁合金铸锭放入进料筒10中,从镁合金铸锭的后端(上端)施加压力进行挤压。
70.需强调的是,本技术中未具体阐述的其它内容可参照相应的现有技术,在此不做过多赘述。
71.此外,本技术还提供了一种镁合金挤压板材,其经上述镁合金挤压方法挤压得到,该镁合金挤压板材具有较高的力学性能和冲压成型性能。
72.以下结合实施例对本发明的特征和性能作进一步的详细描述。
73.实施例1
74.本实施例提供一种镁合金挤压板材,其经以下方式制得:
75.将镁合金铸锭在400℃下保温24h,然后将待挤压的镁合金铸锭和镁合金挤压装置100在400℃下预热2h,随后将镁合金铸锭放入进料筒10中,从镁合金铸锭的后端(上端)施加压力进行挤压,使其依次经过镁合金挤压装置100的流变区21、扭转区22挤压和定径带23。
76.加压挤压过程中的参数条件包括:挤压温度为400℃,挤压比为56:1,冲压速率为0.55mm/s。
77.镁合金挤压装置100包括由上至下连通的进料筒10和挤压筒20,挤压筒20具有由上至下连通的流变区21、扭转区22和定径带23。
78.扭转区22包括间隔设置的第一曲面221以及第二曲面222,第一曲面221和第二曲面222均沿由上至下的方向螺旋延伸,以使第一曲面221和第二曲面222之间形成扭转通道。
79.流变区21与定径带23在平行于进料筒10径向方向的平面上的投影垂直。
80.流变区通道以及定径区通道整体均呈条形槽,流变区21包括相对的第一长边211和第二长边212;定径带23包括相对的第三长边231和第四长边232;其中,第一曲面221的顶端边缘与第一长边211连接,第一曲面221的底端边缘与第三长边231连接;第二曲面222的顶端边缘与第二长边212连接,第二曲面222的底端边缘与第四长边232连接。镁合金铸锭进入流变区21后,在第一曲面221和第二曲面222的夹设作用下,扭转挤压至定径带23中。
81.其中,定径带23的高度为10mm,扭转区22的高度为40mm,流变区21的高度为20mm;进料筒10的内径为84mm,流变区通道的长度为72mm,流变区通道的宽度为27mm,定径区通道的长度为56mm,定径区通道的宽度为2mm。
82.实施例2
83.本实施例与实施例1的区别在于:
84.加压挤压过程中的参数条件包括:挤压温度为400℃,挤压比为38:1,冲压速率为1mm/s。
85.实施例3
86.本实施例与实施例1的区别在于:流变区21与定径带23在平行于进料筒10径向方向的平面上的投影呈30
°
夹角。
87.实施例4
88.本实施例与实施例1的区别在于:流变区21与定径带23在平行于进料筒10径向方
向的平面上的投影呈50
°
夹角。
89.实施例5
90.本实施例与实施例1的区别在于:流变区21与定径带23在平行于进料筒10径向方向的平面上的投影呈80
°
夹角。
91.实施例6
92.本实施例与实施例1的区别在于:扭转区22的高度为30mm,流变区21的高度为15mm;进料筒10的内径为84mm,流变区通道的长度为75.5mm,流变区通道的宽度为42mm。
93.实施例7
94.本实施例与实施例1的区别在于:扭转区22的高度为50mm,流变区21的高度为25mm;进料筒10的内径为84mm,流变区通道的长度为50mm,流变区通道的宽度为20mm。
95.试验例
96.采用背散射电子衍射取向成像技术(ebsd)对实施例1制备出的镁合金板材带坯的织构进行分析,该挤压板材面极图如图9中(a)所示。
97.同时,以经传统技术(对应采用的挤压装置100如图8所示,与实施例1的挤压装置100的区别在于:流变区21和定径带23之间的区域无扭转,而是与流变区21类似的流变二区24)按实施例1相同的挤压条件制备得到的镁合金板材带坯的织构进行分析,其结果如图9中(b)所示。
98.由图9结果可以看出:对比传统挤压板材织构,实施例1通过扭转挤压制备的镁合金薄板带坯基面织构强度由14.1下降到9.15,基极向ed(挤压方向)方向偏转,挤压板材td(横向)方向出现大量晶粒,织构也变得更加的分散。基面织构弱化有利于镁合金强度、塑性等力学性能和成形性能的提高。这种处于不同于常规挤压加工过程的挤压流态,导致晶粒取向发生不同程度的偏转,最终弱化镁合金挤压板材的基面织构,从而有利于提高镁合金的塑性,改善挤压板材各向异性,提高板材成形性能。
99.采用相同方法对实施例2制备出的镁合金板材带坯的织构进行分析,该挤压板材面极图如图10所示,其结果显示:板材织构强度下降到7.19,基极沿td方向被拉长,沿ed方向偏转,并且在ed方向出现新的织构成分。
100.此外,采用相同的方式对实施例3-7以及分别对应传统挤压装置100得到的镁合金薄板带坯进行测试,其结果同样显示,本技术实施例所得的镁合金薄板带坯基面织构强度能够较传统挤压装置100得到的镁合金薄板带坯基面织构强度明显下降,织构更加分散。
101.综上,本技术提供的挤压装置100能够使镁合金铸锭在挤压过程中发生扭转,使得挤压板材的上下表面形成速度差,该过程可使晶粒取向发生不同程度的偏转,使织构更加分散,弱化挤压板材的基面织构,有利于提高镁合金板材的塑性等机械性能以及冲压成型性能。采用上述挤压装置100进行挤压,所得的镁合金挤压板材具有较高的强度和塑性,冲压成型性能好,可实现大规模工业化生产。
102.以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。