基板处理装置及基板处理方法
1.本技术是申请日为2017年8月7日,申请号为201780048591.1,发明名称为“基板处理装置”的专利申请的分案申请。
技术领域
2.本发明关于一种一面将软性的长条的片状基板于长条方向上搬送,一面对片状基板实施既定的处理的基板处理装置及基板处理方法。
背景技术:
3.于日本专利特开2009-146746号公报中,揭示有如下的卷对卷方式的制造系统,即,为了于带状的可挠性基材(可挠性的长条的塑胶膜)上形成电子装置(有机el显示面板),将卷成卷筒状的可挠性基材拉出并沿长条方向搬送,并且利用沿长条方向排列的执行多个形成步骤的各者之处理装置对可挠性基材依次进行处理,然后卷取成卷筒状。进一步,于日本专利特开2009-146746号公报中,揭示设置有用于各形成步骤(处理装置)之间的可挠性基材的速度调整的累积器,而连续生产有机el显示面板。于此种卷对卷方式的生产线的情形时,为了将呈带状相连的长条的1片可挠性基材(软性的长条的片状基板)于长条方向上连续搬送,构成生产线的多个处理装置的各者理想为跨及连续搬送的可挠性基材的全长(卷筒长度)而持续正常地运转。
4.然而,根据处理装置,亦存在为了该装置的性能维持、或制造的电子装置的品质维持等,宜中断片状基板的处理动作,并进行处理装置的调整作业(消耗品的补充动作或更新动作、清洁动作、校准动作等)的情形。又,于暂时性地中断处理的处理装置为图案化装置(印刷机、喷墨印表机、曝光装置、转印装置、压印装置等)的情形时,若为了调整作业而停止片状基板的搬送并将片状基板自搬送辊等卸除或松开,则存在于处理重新开始后形成于片状基板上的图案区域的位置相对于调整作业前已经形成的图案区域的位置较大地偏移的情况。
技术实现要素:
5.本发明的第1态样为一种基板处理装置,将长条的片状基板于长条方向上搬送,并对上述片状基板实施既定的处理者,其具备:处理机构,对上述片状基板的长条方向的每一部分实施上述既定的处理;搬送机构,一面对通过上述处理机构的上述片状基板赋予既定的张力,一面将上述片状基板按照既定速度于上述长条方向上搬送;卡留机构,配置于上述片状基板的搬送路径中的既定位置,且能够将上述片状基板卡留于上述既定位置;以及控制装置,于使上述片状基板的搬送暂时停止的情形时,以使上述片状基板的搬送速度降低的方式控制上述搬送机构,并且以于上述搬送速度为既定值以下的时点将上述片状基板卡留于上述既定位置的方式控制上述卡留机构。
6.本发明的第2态样为一种基板处理装置,其将长条的片状基板于长条方向上搬送,并对上述片状基板实施既定的处理者,其具备:处理机构,其对上述片状基板的长条方向的
每一部分实施上述既定的处理;搬送机构,其以上述片状基板按照被控制的速度通过上述处理机构的方式,一面对上述片状基板的搬送量进行计测,一面将上述片状基板于上述长条方向上搬送;张力赋予机构,其对通过上述搬送机构搬送的上述片状基板赋予既定的张力;既定位置存储部,其基于上述搬送机构中所计测的上述搬送量而存储上述处理机构的上述既定的处理被暂时性地中断的上述片状基板上的既定位置、或上述既定的处理重新开始的既定位置;以及控制装置,其以如下方式控制上述搬送机构,即,于暂时性地中断上述既定的处理的情形时,将上述既定位置存储至上述既定位置存储部之后,利用抑制上述搬送机构中的上述片状基板的滑动的产生的特性使上述片状基板的搬送速度降低。
7.本发明的第3态样为一种基板处理方法,其一面将长条的片状基板通过搬送机构于长条方向上搬送,一面通过处理机构对上述片状基板的长条方向的每一部分实施既定的处理者,其包括:搬送阶段,其于通过上述处理机构实施上述既定的处理的期间,通过上述搬送机构一面对上述片状基板赋予既定的张力,一面将上述片状基板按照既定速度于上述长条方向上搬送;卡留阶段,其以于使上述搬送机构的搬送动作暂时性地停止时,将上述片状基板上的长条方向的指定部分对准于配置在上述片状基板的搬送路径中的既定位置的卡留机构的方式定位,并利用上述卡留机构卡留上述片状基板的上述指定部分;以及张力缓和阶段,其于上述片状基板的搬送方向上,于上述既定位置的上游侧及下游侧的至少一者,缓和赋予至上述片状基板的上述既定的张力。
8.本发明的第4态样为一种基板处理装置,其系将长条的片状基板于长条方向上搬送并对上述片状基板实施既定的处理者,其具备:处理机构,其对上述片状基板的长条方向的每一部分实施上述既定的处理;搬送机构,其以使上述片状基板按照既定的速度通过上述处理机构的方式,将上述片状基板于上述长条方向上搬送;储存装置,其设置于上述片状基板的搬送路径中的上述处理机构的上游侧及下游侧中的至少一者,且能够于对上述片状基板赋予既定的张力的状态下跨及既定的长度地储存上述片状基板;以及控制部,其以如下方式控制上述储存装置,即,于为了中断上述处理机构的上述既定的处理,而使由上述搬送机构进行的上述片状基板的搬送停止的情形时,缓和对储存于上述储存装置的上述片状基板赋予的上述既定的张力。
9.本发明的第5态样为一种基板处理装置,其将长条的片状基板于长条方向上搬送并对上述片状基板实施既定的处理者,其具备:处理机构,其对上述片状基板实施上述既定的处理;搬送机构,其以上述片状基板于被赋予既定的张力的状态下按照既定的搬送速度通过上述处理机构的方式,将上述片状基板于上述长条方向上搬送;以及控制装置,其管理上述处理机构及上述搬送机构的动作;且上述控制装置具备:宽限判定部,其判定直至使由上述搬送机构进行的上述片状基板的搬送动作停止为止的时间性宽限、或直至使上述搬送动作停止为止能够搬送的上述片状基板的长度的宽限;以及张力指示部,其基于上述宽限判定部的判定结果而指示于通过上述搬送机构使上述片状基板的上述搬送速度逐渐降低的期间内对上述片状基板赋予的上述张力。
附图说明
10.图1表示第1实施形态的基板处理装置的整体构成图。
11.图2表示图1的基板处理装置的装置的详细构成图。
12.图3表示设置于图2的曝光装置的片状基板的支持装置(转筒)与描绘单元的配置关系图。
13.图4表示对支持于图3的支持装置(转筒)的片状基板上的聚焦光的描绘线及形成于片状基板上的对准标记进行检测的对准系统的显微镜物镜的各配置图。
14.图5表示对图2的曝光装置进行控制的装置的构成的方块图。
15.图6表示用于图2的曝光装置中的片状基板的搬送的暂时停止的控制程式的流程图图。
16.图7对形成于片状基板上的图案形成区域、标记、描绘线的配置关系进行说明图。
17.图8表示作为图6中的步骤120内的次常式而并入、且用以推定片状基板的搬送停止的条件或状态的程式的流程图图。
18.图9示意性地表示对片状基板上的曝光区域通过描绘线进行图案描绘的中途的状态图。
19.图10说明于图7所示的片状基板的情形时所推定的搬送停止时的预想停止状况的图。
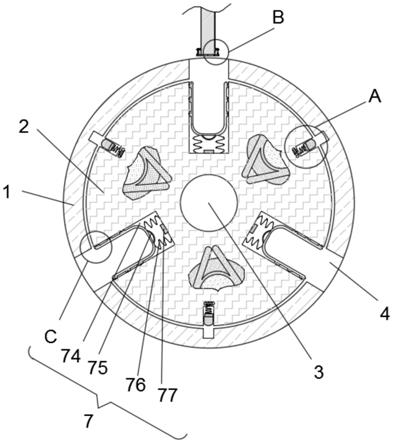
20.图11a表示将片状基板卡留的其他机构例图,且为于xz面内观察转筒与轧辊的配置图,图11b系表示将片状基板卡留的其他机构例图,且为于xy面内观察转筒与轧辊的配置图。
21.图12表示概略性地说明于暂时停止中曝光装置执行的作业的序列的流程图图。
22.图13对第2实施形态中的暂时停止时的片状基板的状态进行说明图,且为将片状基板与xy面平行地展开而成者。
23.图14表示第3实施形态的装置制造系统(处理系统、制造系统)的概略性构成的概略构成图。
24.图15表示储存装置的构成图。
25.图16表示形成于片状基板的触发标记图。
26.图17表示描绘单元的概略性构成的立体图。
27.图18表示第4实施形态的装置制造系统(处理系统、制造系统)的概略性外观构成的立体图。
28.图19表示将构成图18的装置制造系统的各处理装置的当前的运转状态、以及可预测的今后的运转状态的推移以图形的方式显示于高阶控制装置的操作画面上的情形时的一例图。
具体实施方式
29.对本发明的态样的基板处理装置及基板处理方法,揭示较佳的实施形态,一面参照随附之图式,一面于以下详细地进行说明。再者,本发明的态样并不受该等实施形态所限定,亦包含添加有多种变更或改良者。亦即,于以下所记载的构成要素中,包含实质上相同者、及业者可容易地假定者,以下所记载的构成要素可适当组合。又,可于不脱离本发明的主旨的范围内进行构成要素的各种省略、替换或变更。
30.[第1实施形态]
[0031]
图1表示卷对卷方式的基板处理装置的整体性构成,利用图1的处理装置所进行的
处理于通过腔室cb所包围的曝光装置ex内,将电子装置用的图案曝光至片状基板p的表面的抗蚀剂层或感光性硅烷偶合剂层等感光层。于图1中,正交座标系统xyz的xy面与供设置处理装置的工厂的水平的地面平行,且z轴向设为相对于地面垂直的重力方向。
[0032]
经涂布感光层并进行预烤的片状基板p以卷于供给卷筒fr的状态,安装于自卷筒保持部(第1卷筒保持部)epc1向-y方向突出的旋转轴。卷筒保持部epc1设置于卷出/卷取部10的-x侧的侧面,且以可整体上于
±
y方向上微动的方式构成。自供给卷筒fr拉出的片状基板p经由安装于卷出/卷取部10的边缘感测器eps1、具有与y轴平行的旋转轴的多个辊、及进行张力赋予及张力计测的张力辊rt1,而进给至安装于在 x方向上相邻的清洁器部11的清洁辊cur1。清洁辊cur1由2根辊所构成,该2根辊被加工成外周面具有黏着性且通过与片状基板p的正面与背面的各者接触并旋转而将附着于片状基板p的正面及背面的微粒子或异物去除。
[0033]
已通过清洁器部11的片状基板p经由自张力调整部12的xz面向-y方向突出地设置的轧辊nr1、及张力辊rt2,通过于曝光装置ex的腔室cb的侧壁于y方向上呈狭缝状地延伸而形成的开口部cp1,被搬入至曝光装置ex内。片状基板p的形成有感光层的面于通过开口部cp1时成为上侧( z方向)。于曝光装置ex内进行过曝光处理的片状基板p通过于开口部cp1的-z侧、且腔室cb的侧壁于y方向上呈狭缝状地延伸而形成的开口部cp2而搬出。此时,片状基板p的形成有感光层的面成为下侧(-z方向)。通过开口部cp2而搬出的片状基板p经由自张力调整部12的xz面向-y方向突出地设置的张力辊rt3及轧辊nr2,而进给至在-x方向上相邻的清洁器部11的清洁辊cur2。清洁辊cur2与清洁辊cur1同样地构成。
[0034]
已通过清洁器部11的片状基板p经由安装于卷出/卷取部10的与xz面平行的侧面的下段部的张力辊rt4、边缘感测器eps2、及具有与y轴平行的旋转轴的多个辊,而由回收卷筒rr卷取。回收卷筒rr安装于卷筒保持部(第2卷筒保持部)epc2的旋转轴,该卷筒保持部(第2卷筒保持部)epc2设置于卷出/卷取部10的-x侧的侧面的下部且以可整体上于
±
y方向上微动的方式构成。回收卷筒rr以片状基板p的感光层朝向外周面侧的方式卷起片状基板p。如以上般,卷筒保持部epc1、epc2的各旋转轴、及设置于卷出/卷取部10、清洁器部11、张力调整部12的各者的各种辊均为旋转中心轴被与y轴平行地设定,而片状基板p以其表面始终与y轴平行的状态于长条方向上搬送。
[0035]
卷筒保持部epc1具备对供给卷筒fr赋予既定的转矩的马达或齿轮箱(减速器),该马达是基于通过张力辊rt1所计测的张力量,通过搬送机构的控制单元而进行伺服控制。同样地,卷筒保持部epc2具有对回收卷筒rr赋予既定的转矩的马达或齿轮箱(减速器),该马达是基于通过张力辊rt4所计测的张力量,通过搬送机构的控制单元而进行伺服控制。进一步,来自对片状基板p的一端部(边缘部)的y方向的位移进行计测的边缘感测器eps1的计测信息是被输送至使卷筒保持部epc1(及供给卷筒fr)向
±
y方向移动的伺服马达的驱动控制部,将通过边缘感测器eps1朝向曝光装置ex的片状基板p的y方向的位置偏移始终抑制于既定的容许范围内。同样地,来自对片状基板p的一端部(边缘部)的y方向的位移进行计测的边缘感测器eps2的计测信息是被输送至使卷筒保持部epc2(及回收卷筒rr)向
±
y方向移动的伺服马达的驱动控制部,根据通过边缘感测器eps2的片状基板p的y方向的位置偏移使回收卷筒rr于y方向上移动,藉此抑制片状基板p的卷绕不均。
[0036]
于构成图1所示的搬送机构的卷出/卷取部10、清洁器部11、张力调整部12的各者
的-y方向侧,于x方向上延伸地设置有设置于工厂地面的阶部13。该阶部13以可供操作者登至其上进行调整作业或维护作业的方式,于y方向上具有数十cm的宽度。又,于阶部13的内部,铺设有各种电气配线、空调气体用配管、冷却液体用配管等。于阶部13的 y方向侧,配置有如下构件等:电源单元14;激光控制单元15,其控制产生曝光用光束的激光光源;冷却器单元16,其用以为了冷却激光光源或调变器等发热部而使冷却液循环;以及空调单元17,其将经调温的气体供给至曝光装置ex的腔室cb内。
[0037]
于以上的构成中,通过安装于张力调整部12的轧辊nr1及张力辊rt2,对曝光装置ex的上游侧的片状基板p,赋予于长条方向(搬送方向)上大致固定的张力。张力辊rt2具备张力计测部(感测器),能以计测出的张力量达到所指示的值的方式,通过伺服马达而于图1中向
±
z方向移动。轧辊nr1可通过一面使2根平行的辊以固定的按压力相面对,并于其间夹持片状基板p,一面利用伺服马达旋转驱动一辊,而将于轧辊nr1的上游侧及下游侧赋予至片状基板p的张力切断。通过轧辊nr1的一辊的利用伺服马达的旋转驱动,可主动地控制片状基板p的搬送速度,例如,若将轧辊nr1的伺服马达的旋转伺服锁定于停止状态(速度零),则可将片状基板p卡止(卡留)于轧辊nr1的位置(既定位置)。
[0038]
同样地,通过安装于张力调整部12的轧辊nr2及张力辊rt3,对曝光装置ex的下游侧的片状基板p,赋予于长条方向(搬送方向)上大致固定的张力。张力辊rt3具备张力计测部(感测器),能以计测出的张力量达到所指示的值的方式,通过伺服马达而于图1中向
±
z方向移动。由于轧辊nr2与轧辊nr1同样地可由伺服马达主动地旋转控制,故而可将于轧辊nr2的上游侧及下游侧赋予至片状基板p的张力切断。通过将轧辊nr2的伺服马达的旋转伺服锁定于停止状态(速度零),而使片状基板p被卡止(卡留)于轧辊nr2的位置(既定位置)。
[0039]
进一步,于本实施形态中,通过对旋转驱动供给卷筒fr的伺服马达、与旋转驱动轧辊nr1的伺服马达,根据利用张力辊rt1所计测的张力量进行同步控制,可于自供给卷筒fr至轧辊nr1为止的搬送路径中,对片状基板p赋予既定的张力。同样地,通过对旋转驱动回收卷筒rr的伺服马达、与旋转驱动轧辊nr2的伺服马达,根据利用张力辊rt4所计测的张力量进行同步控制,可于自轧辊nr2至回收卷筒rr为止的搬送路径中,对片状基板p赋予既定的张力。
[0040]
接着,于本实施形态中处理的片状基板p可使用例如树脂膜(塑胶)、由不锈钢等金属或合金所构成的箔(foil)等。作为树脂膜的材质,亦可使用例如包含聚乙烯树脂、聚丙烯树脂、聚酯树脂、乙烯-乙烯基共聚物树脂、聚氯乙烯树脂、纤维素树脂、聚酰胺树脂、聚酰亚胺树脂、聚碳酸酯树脂、聚苯乙烯树脂、乙酸乙烯酯树脂中的1种或2种以上者。又,片状基板p的厚度或刚性(杨氏模数)只要为如于搬送时不会于片状基板p产生因屈曲而引起的折痕或不可逆的皱褶般的范围即可。于作为电子装置,制作软性的显示面板、触控面板、彩色滤光片、防电磁波滤波器、一次性感测器片等的情形时,可使用厚度为25μm~200μm左右的pet(聚对苯二甲酸乙二酯)或pen(聚萘二甲酸乙二酯)等树脂制片材。
[0041]
又,片状基板p亦可为于pet或pen等树脂制片材的一面或两面积层金属是物质、有机系物质、氧化物等的膜构造而成者。尤其是,于电子装置的制造时,为了安装(焊接)电子零件、或形成晶体管、电容器、感测器等的电极层,可使用将铜或铝等金属系物质的导电膜(层)以既定的厚度(例如,1μm~数十μm)积层于树脂制片材而成者,片状基板p亦可为积层有此种导电层者。进一步,片状基板p亦可为了将薄膜晶体管或电容器等的绝缘层或半导体
层形成于片状基板p上,而将成为绝缘层的有机系物质或成为半导体层的氧化物系物质积层于树脂制片材而成者、或具有积层不同的物质的多个层(例如导电层及半导体层)而成的多层构造者。
[0042]
片状基板p是为了可实质上无视例如因于对片状基板p所实施的各种处理中受到的热而引起的变形量,而理想为选定热膨胀系数不显著较大者。又,若于成为基底的树脂制片材,混合例如氧化钛、氧化锌、氧化铝、氧化硅等无机填料,则亦可减小热膨胀系数。又,片状基板p可为利用浮式法等而制造的厚度100μm以下的可弯曲的极薄玻璃的单层体,亦可为于该极薄玻璃贴合上述树脂膜、或者铝或铜等的金属层(箔)等而成的积层体。
[0043]
接着,所谓片状基板p的可挠性是指即便对片状基板p施加自身重量程度的力亦不会剪断或断裂,而可使该片状基板p弯曲的性质。又,因自身重量程度的力而弯曲的性质亦包含于可挠性。又,根据片状基板p的材质、大小、厚度、成膜于片状基板p上的层构造、及温度、湿度等环境等,可挠性的程度变化。总之,于将片状基板p准确地卷绕至设置于本实施形态的图1的基板处理装置(或曝光装置ex)内的搬送路径的各种搬送用辊、转筒等搬送方向转换用构件的情形时,只要可将片状基板p不使其屈曲而留下折缝、或破损(产生破碎或破裂)地顺利地搬送,则可谓可挠性的范围。
[0044]
图2是表示图1所示的曝光装置ex的构成的图,该曝光装置ex是如下的直接成像型图案描绘装置,即,将来自激光光源lsa、lsb之各者之曝光用光束分时地分配成6个光束lb1~lb6,并供给至6个描绘单元u1~u6之各者,且于描绘单元u1~u6之各者中将光束通过旋转多面镜(polygon mirror)于片状基板p上进行扫描。此种图案描绘装置例如揭示于国际公开第2015/166910号说明书,故而省略关于自激光光源lsa、lsb至各描绘单元u1~u6为止的构成的详细说明。
[0045]
于本实施形态中,经由张力调整部12的轧辊nr1而搬入的片状基板p是依序架设于引导辊r1、张力辊rt5、转筒dr、张力辊rt6、引导辊r2、r3,然后自曝光装置ex搬出并到达至轧辊nr2。于图1中,于轧辊nr1与曝光装置ex之间设置有张力辊rt2,但于图2中省略。同样地,于图1中,于轧辊nr2与曝光装置ex之间设置有张力辊rt3,但于图2中省略。
[0046]
转筒dr具有距与y轴平行的中心线为固定半径的圆筒状的外周面,且以该外周面的 z方向的约半周而密接支持片状基板p。转筒dr是作为于将图案曝光至片状基板p时对片状基板p的表面以成为稳定的面(圆筒面)的方式进行支持的支持构件而发挥功能,并且亦作为通过利用包含马达等的旋转驱动机构dv1所进行的旋转驱动,而将片状基板p的表面于长条方向按照被控制的速度精密地输送的可动载台构件而发挥功能。转筒dr的旋转角度位置或外周面的圆周方向的移动量可通过编码器系统的编码器头(读取头)ecn而检测。通过编码器头ecn所计测的转筒dr的旋转角度位置(或外周面的圆周方向的移动量)的信息被输送至对描绘单元u1~u6的图案描绘统一地进行控制的控制单元(详细情况通过图5于下文叙述)内的对准/载台控制部58,对准/载台控制部58将控制转筒dr的旋转的驱动信号输送至旋转驱动机构dv1。
[0047]
图3是对沿转筒dr的外周面而被支持的片状基板p、通过来自描绘单元u1~u6的各者的光束le1~le6的扫描而形成的描绘线(扫描线)sl1~sl的配置、及各编码器头ec1a、ec1b、ec2a、ec2b的配置进行说明的图。此种配置关系的说明是揭示于上述国际公开第2015/166910号说明书,进一步亦揭示于国际公开第2013/146184号说明书。编码器头ec1a、
ec2a是以与标度圆盘sda的外周面的标度部(格子状的刻度线)对向的方式配置,该标度圆盘sda是与延伸设置的轴sft的旋转中心线axo同轴地安装于转筒dr的-y方向的端部侧,编码器头ec1b、ec2b是以与标度圆盘sdb的外周面的标度部(格子状的刻度线)对向的方式配置,该标度圆盘sdb是与旋转中心线axo同轴地安装于转筒dr的 y方向的端部侧。宜使标度圆盘sda、sdb的外周面(标度面)的半径与转筒dr的外周面的半径大致一致,但亦可存在最大不超过数mm左右的差。
[0048]
如图3所示,自旋转中心线axo观察,转筒dr的圆周方向上的奇数号描绘线sl1、sl3、sl5的方位、与标度圆盘sda、sdb的圆周方向上的编码器头ec1a、ec1b的设置方位是为了减小计测时的阿贝误差,而设定为尽可能一致。同样地,自旋转中心线axo观察,转筒dr的圆周方向上的偶数号描绘线sl2、sl4、sl6的方位、与标度圆盘sda、sdb的圆周方向上的编码器头ec2a、ec2b的设置方位是为了减小计测时的阿贝误差,而设定为尽可能一致。奇数号描绘线sl1、sl3、sl5与偶数号描绘线sl2、sl4、sl6是于转筒dr的圆周方向上以既定的角度隔开,通过6条描绘线sl1~sl6的各者所描绘的图案是于作为描绘光束lb1~lb6的各者的主扫描方向的片状基板p上的y方向(宽度方向)上拼接。由6条描绘线sl1~sl6包围的区域为图案描绘区域(描绘区域),且将其圆周方向的中间设为中间位置poc。再者,所谓使编码器头ecn的设置方位与对应的描绘线sln的方位尽可能一致是指作为转筒dr的外周面(或标度圆盘sd的标度面)上的圆周方向的距离,例如设定为数mm以内、较佳为1mm以内的差。
[0049]
返回至图2的说明,于曝光装置ex的激光光源lsa、lsb的各者的光束射出口,设置有机械地遮蔽射出的光束的可动挡板(快门)sh。于本实施形态中,于奇数号描绘单元u1、u3、u5的各者,来自激光光源lsa的光束通过光束切换用光学调变构件osm而分成3个光束lb1、lb3、lb5地使用,于偶数号描绘单元u2、u4、u6之各者,来自激光光源lsb的光束通过光束切换用光学调变构件osm而分成3个光束lb2、lb4、lb6地使用。作为光学调变构件osm,可使用声光调变(偏向)元件等,关于其功能或动作,于上述国际公开第2015/166910号说明书中已详细地说明。激光光源lsa、lsb例如由产生振荡频率为数百mhz的紫外线脉冲光束(波长360nm以下)的光纤放大器激光光源(谐波转换激光光源)等构成,且与光学调变构件osm一并安装于配置在曝光装置ex的腔室cb内的最上段的压盘bp1。激光光源lsa、lsb或光学调变构件osm(及其驱动电路等)成为发热源,因此于压盘bp1的内部形成有供冷却用流体(液体或气体)流通的流路。因此,压盘bp1是作为抑制因来自发热源的热而腔室cb内的温度上升的散热构件、或隔热构件而发挥功能。并且,于腔室cb内的最上段的空间内,以既定的流量流通被控制了温度及湿度的洁净的空气、例如除了hepa高效率粒子空气滤器(hepa filter,high efficiency particulate air filter)以外亦使用化学过滤器而将化学物质(有机物)等粒子去除后的空气。
[0050]
通过光学调变构件osm而分出的光束lb1~lb6的各者是经由配置于压盘bp1的下方的光束光路调整机构bdu,而供给至描绘单元u1~u6的各者。光束光路调整机构bdu是以光束lb1~lb6的各者的偏心误差及斜率误差为容许范围以下地准确地入射至对应的描绘单元u1~u6的各者的方式对光束光路进行微调整者,且包含能对角度等进行微调整的多个反射镜、平行平板玻璃、棱镜等。于光束光路调整机构bdu内,虽无法设置尤其是成为较大的热源的构件,但为了抑制光束的波动等,于收容光束光路调整机构bdu的腔室cb的中段的空间内,亦以既定的流量流通被控制了温度及湿度的洁净的空气。
[0051]
于转筒dr的周围,于片状基板p的搬送方向上,于描绘单元u1~u6的上游侧,设置有经由显微镜物镜而利用二维摄像元件(cmos)拍摄并检测形成于片状基板p的对准标记等的对准系统amn。由对准系统amn拍摄所得的对准标记的图像信息被输送至通过图5于下文叙述的对准/载台控制部58,且被用于描绘单元u1~u6的各者于片状基板p上进行图案描绘时的对位。
[0052]
于以上的图2的构成中,包含旋转驱动轧辊nr1的马达的驱动部dva、及包含旋转驱动轧辊nr2的马达的驱动部dvb是基于来自搬送控制部tpc的指示信息,进行旋转开始或停止的控制、或旋转速度的控制。进一步,搬送控制部tpc是输入来自设置于张力辊rt5、rt6的测力器等的各检测信号,并计测于张力辊rt5与转筒dr之间赋予至片状基板p的张力量、及于转筒dr与张力辊rt6之间赋予至片状基板p的张力量,且以该等张力量成为所指定的值的方式,使张力辊rt5、rt6的各者的z方向的位置移动、或调整向z方向移动时的阻尼系数(黏性阻力)。于使片状基板p的搬送暂时性地停止的情形时,可使通过搬送控制部tpc而驱动控制的轧辊nr1或轧辊nr2作为卡留构件而发挥功能。搬送控制部tpc是与对图1所示的处理装置的全体的序列或操作统一地进行控制的主控制部50(通过图5于下文叙述)连接。
[0053]
接着,于并非如图1的处理装置般将供给卷筒fr与回收卷筒rr相对于曝光装置ex设置于同一侧(-x方向侧),而是使回收卷筒rr隔着曝光装置ex而设置于供给卷筒fr的相反侧( x方向侧)的情形时,如图2所示,片状基板p是经由转筒dr、张力辊rt7、辊r4而进给至后续的张力调整部12'。于张力调整部12'中,设置有通过接收来自搬送控制部tpc的指示信息的驱动部dvc而旋转驱动的轧辊nr2'。轧辊nr2'是与轧辊nr2同样地发挥功能,张力辊rt7是与张力辊rt6同样地具备通过搬送控制部tpc而进行张力计测、或进行张力调整的功能。但是,有时于轧辊nr2'之后连接有下一步骤的处理装置。作为下一步骤的处理装置,例如有对曝光后的片状基板p的抗蚀剂层进行加热之后烘烤装置、对曝光后的片状基板p的抗蚀剂层进行显影/清洗的显影装置、根据形成于片状基板p的感光层的潜像而使电镀核析出的无电解电镀装置、根据形成于片状基板p的感光层的潜像而进行蚀刻的蚀刻装置、或根据形成于片状基板p的感光层的潜像的亲液拨液性而选择性地涂布功能性油墨(含有金属、半导体、绝缘体等的奈米粒子的油墨)的印刷装置等。
[0054]
进一步,于本实施形态中,于片状基板p的搬送路径中设置有将表示使曝光装置ex的对片状基板p的曝光处理暂时停止时的位置或状态的信息图案(条码等)刻印于片状基板p的宽度方向的周围的激光打标机等印模装置stp。印模装置stp是于即将暂时性地中断曝光处理之前或刚暂时性地中断曝光处理之后,且于使被赋予至搬送中的片状基板p的既定的张力降低之前,刻印信息图案。印模装置stp亦可于可通过对准系统amn检测的位置,刻印具有与对准标记的形状不同的特征的指标图案。该指标图案可用作使对于片状基板p的曝光处理重新开始时的再启动位置。印模装置stp亦与主控制部50(通过图5于下文叙述)连接,且配合暂时停止的的时序,而控制指标图案或信息图案的刻印。再者,若使用此种印模装置stp,则如例如国际公开第2016/035842号说明书所揭示般,亦可将通过多个处理步骤的各者而实施于片状基板p的处理的条件或状态作为历程而残留于片状基板p上。
[0055]
图4是将图2所示的对准系统amn的配置于xy面展开而表示的图,于本实施形态中,4个显微镜物镜am11~am14于y方向上以既定的间隔配置。各显微镜物镜am11~am14是如图4所示般,检测形成于片状基板p的多个对准标记(mark)mkm(mk1~mk4)。多个对准标记mkm
(mk1~mk4)例如分别为形成于200μm见方的范围内的十字线状的标记,且为用以将要描绘至片状基板p的被处理面上的曝光区域w的既定的图案与片状基板p相对地进行对位(进行对准)的基准标记。多个显微镜物镜am11~am14是于通过转筒dr的外周面(圆周面)所支持的片状基板p上,检测多个对准标记mkm(mk1~mk4)。多个显微镜物镜am11~am14是设置于较来自各描绘单元u1~u6的光束lbn(lb1~lb6)的聚焦光的于片状基板p上的被照射区域(由描绘线sl1~sl6包围的区域)更靠片状基板p的搬送方向的上游侧(-x方向侧)。
[0056]
对准系统amn具有:光源,其经由各显微镜物镜am11~am14而将对准用照明光投射至片状基板p;以及ccd、cmos等二维摄像元件,其于片状基板p于搬送方向上移动的期间内,利用高速快门速度拍摄片状基板p的表面的包含对准标记mkm的局部区域(观察区域)vw11~vw14的各者的放大像。由对准系统amn的二维摄像元件拍摄所得的图像信息(图像数据)是通过对准/载台控制部58(使用图5于下文叙述)而进行图像解析,从而检测片状基板p上的对准标记mkm(mk1~mk4)的各位置(标记位置信息)。再者,对准用照明光是相对于片状基板p上的感光层基本不具有感度的波长区域的光、例如波长500~800nm左右的光。又,各观察区域vw11~vw14的片状基板p上的大小是根据对准标记mk1~mk4的大小或对准精度(位置计测精度)而设定,为100~500μm见方左右的大小。
[0057]
多个对准标记(mark)mk1~mk4是设置于各曝光区域w的周围。对准标记mk1、mk4是于曝光区域w的片状基板p的宽度方向(y方向)的两侧,沿片状基板p的长条方向以固定的间隔dh形成有多个。对准标记mk1形成于片状基板p的宽度方向的-y方向侧,对准标记mk4形成于片状基板p的宽度方向的 y方向侧。此种对准标记mk1、mk4是以于片状基板p未受到较大的张力、或受到热处理而变形的状态下于片状基板p的长条方向(x方向)上成为相同位置的方式配置。进一步,对准标记mk2、mk3是于对准标记mk1与对准标记mk4之间、且于曝光区域w的 x方向侧与-x方向侧的空白部沿片状基板p的宽度方向(短尺寸方向)形成。对准标记mk2、mk3是形成于曝光区域w与曝光区域w之间。再者,对准标记mk1、mk4的长条方向的间隔dh可根据片状基板p的材质、厚度、刚性而设定为任意的值,但于为相对于张力的变形率较大的片状基板的情形时宜设为5mm左右。又,亦可将对准标记mk1、mk4的长条方向的间隔dh不考虑片状基板p的材质、厚度、刚性(杨氏模数)而始终以最窄的固定值(例如4mm)形成,且于片状基板p的变形较大的情形时,于片状基板p被进给的期间内针对每个间隔dh检测对准标记mk1、mk4,于片状基板p的变形较小的情形时,每隔1个(间隔2dh)、或每隔2个(间隔3dh)地拉长间隔地检测对准标记mk1、mk4。
[0058]
进一步,排列于片状基板p的-y方向侧的端部的对准标记mk1与空白部的对准标记mk2的y方向的间隔、空白部的对准标记mk2与对准标记mk3的y方向的间隔、及排列于片状基板p的 y方向侧的端部的对准标记mk4与空白部的对准标记mk3的y方向的间隔均设定得相同的距离。该等对准标记mkm(mk1~mk4)可于将第1层的图案层形成于片状基板p上时一起形成。例如,可于曝光第1层的图案时,于被曝光图案的曝光区域w的周围亦一起曝光对准标记用图案。再者,对准标记mkm亦可形成于曝光区域w内。例如,亦可于曝光区域w内、且沿曝光区域w的轮廓形成。又,亦可将形成于曝光区域w内的电子装置的图案中的既定位置的图案部分、或既定形状的部分用作对准标记mkm。
[0059]
图5是表示对本实施形态中的基板处理装置(曝光装置ex)统一地进行控制的装置的概略构成的方块图。于主控制部(主电脑)50,连接有图2所示的搬送控制部tpc及印模装
置stp,并且连接有描绘控制部52。进一步,于描绘控制部52,连接有对准/载台控制部58。于描绘控制部52的下,连接有描绘单元驱动部54、开关元件驱动部56、及激光光源lsa、lsb。开关元件驱动部56是将构成光学调变构件osm的6个声光偏向元件aom1~aom6的各者,与6个描绘单元u1~u6的各者的旋转多面镜(polygon mirror)pm的旋转角度位置同步地,依次通过高频信号而驱动,而将光束lbn(lb1~lb6)分时地供给至对应的描绘单元u1~u6的各者。来自激光光源lsa的光束lba依序串联地通过与奇数号描绘单元u5、u3、u1的各者对应的声光偏向元件aom5、aom3、aom1。于图5中,表示与奇数号描绘单元u5、u3、u1中的描绘单元u3对应的声光偏向元件aom3成为接通状态(偏向状态),其他声光偏向元件aom1、aom5成为断开状态(非偏向状态)的情形。于奇数号声光偏向元件aom5、aom3、aom1均为断开状态(非偏向状态)的情形时,于自激光光源lsa产生光束lba、或强度极低的泄漏光束时,阻尼器(光吸收体)dmp吸收光束lba或泄漏光束。
[0060]
同样地,来自激光光源lsb的光束lbb依序串联地通过与偶数号描绘单元u2、u4、u6的各者对应的声光偏向元件aom2、aom4、aom6。于图5中,表示与偶数号描绘单元u2、u4、u6中的描绘单元u4对应的声光偏向元件aom4成为接通状态(偏向状态),其他声光偏向元件aom2、aom6成为断开状态(非偏向状态)的情形。于偶数号声光偏向元件aom2、aom4、aom6均为断开状态(非偏向状态)的情形时,于自激光光源lsb产生光束lbb或泄漏光束时,通过阻尼器(光吸收体)dmp而吸收。
[0061]
描绘单元驱动部54具有对使描绘单元u1~u6的各者的旋转多面镜pm旋转的马达的旋转速度高精度地进行控制的多面镜驱动电路。又,描绘单元u1~u6的各者具备原点感测器,该原点感测器是于旋转多面镜pm的各反射面即将将描绘用光束lbn投射至片状基板p上的扫描开始位置之前的时序产生原点信号。多面镜驱动电路是基于自描绘单元u1~u6的各者产生的原点信号,以使描绘单元u1~u6的各者的旋转多面镜pm的旋转速度精密地一致,并且旋转多面镜pm的旋转角度相位成为既定的状态的方式,控制旋转多面镜pm的马达。所谓旋转多面镜pm的旋转角度相位的设定,详细而言揭示于国际公开第2015/166910号说明书,例如指设定为于奇数号描绘单元u1、u3、u5各自的旋转多面镜pm的旋转中,仅描绘用光束lb1、lb3、lb5中的任1者于对应的描绘线sl1、sl3、sl5上进行扫描般的时序。同样地指设定为于偶数号描绘单元u2、u4、u6各自的旋转多面镜pm的旋转中,仅描绘用光束lb2、lb4、lb6中的任1者于对应的描绘线sl2、sl4、sl6上进行扫描般的时序。
[0062]
与主控制部50连接的描绘控制部52具有:存储部,其存储描绘单元u1~u6的各者应于片状基板p上描绘的图案信息(例如,将描绘区域细分化为二维像素图且于各像素设定逻辑值「0」或「1」所得的点阵图数据);以及数据送出部,其对经由描绘单元驱动部54而获取的来自描绘单元u1~u6的各者的原点信号进行回复,而将图案信息(点阵图数据)转换为位元串列的描绘数据,并送出至激光光源lsa、lsb的各者。于将激光光源lsa、lsb的各者设为光纤放大器激光光源的情形时,将对时脉信号的时脉脉冲进行回复而于红外波长区域脉冲发光的种光通过光纤放大器放大之后,通过波长转换元件而转换为紫外波长区域(例如355nm)的光束lba、lbb。因此,如国际公开第2015/166910号说明书所揭示般,可通过将入射至光纤放大器的种光的状态,对与激光光源lsa、lsb的时脉信号同步地自数据送出部输出的位元串列的描绘数据(逻辑值「0」或「1」)进行回复而切换,从而获得根据描绘数据而调变了强度的描绘用光束lbn(lb1~lb6)。
[0063]
进一步,描绘控制部52是对经由描绘单元驱动部54而获得的来自描绘单元u1~u6的各者的原点信号进行回复,而对驱动声光偏向元件aom1~aom6的各者的开关元件驱动部56输出如下般的控制信号,即,将奇数号声光偏向元件aom1、aom3、aom5中的任1者依序设为接通状态,并且将偶数号声光偏向元件aom2、aom4、aom6中的任1者依序设为接通状态。于图5的情形时,例如来自激光光源lsa的光束lba仅通过奇数号声光偏向元件aom3而偏向,并入射至对应的描绘单元u3,故而描绘用光束lb3通过旋转多面镜pm而扫描,进行沿描绘线sl3的1条扫描线的程度的图案描绘。此时,自描绘控制部52送出至激光光源lsa的描绘数据成为基于应通过描绘单元u3描绘的图案信息而生成者。同样地,来自激光光源lsb的光束lbb仅通过偶数号声光偏向元件aom4而偏向,并入射至对应的描绘单元u4,故而描绘用光束lb4通过旋转多面镜pm而扫描,而进行沿描绘线sl4的1条扫描线的程度的图案描绘。此时,自描绘控制部52送出至激光光源lsb的描绘数据成为基于应通过描绘单元u4描绘的图案信息而生成者。
[0064]
如此,于本实施形态中,自激光光源lsa射出的光束lba是于对描绘单元u1、u3、u5中的任1者应描绘的图案信息的描绘数据进行回复而受到强度调变的状态下,入射至对应的描绘单元un。同样地,自激光光源lsb射出的光束lbb是于对描绘单元u2、u4、u6中的任1者应描绘的图案信息的描绘数据进行回复而受到强度调变的状态下,入射至对应的描绘单元un。由于描绘数据(位元串列)例如可设定为以来自激光光源lsa、lsb的时脉信号的1/2的频率被送出(可对1个像素通过2个脉冲的聚焦光进行描绘),故而于将时脉信号设为400mhz(与光束lba、lbb的脉冲发光的频率相同)的情形时,基于描绘数据的光束lba、lbb的强度调变的频率最大为200mhz。该频率是较声光调变(偏向)器(aom)的光束的强度调变(光束偏向)的最高回复频率(大致50mhz)高很多。
[0065]
对准/载台控制部58具备标记位置计测部,该标记位置计测部是基于来自通过图2、图4所说明的对准系统amn(包含对应于4个显微镜物镜am11~am14的各者而设置的二维摄像元件)的图像信息,对片状基板p上的对准标记mkm的放大像进行图像解析,而计测各标记的位置或位置偏移量。进一步,对准/载台控制部58具备计数电路部,该计数电路部是基于来自检测转筒dr的旋转角度位置的变化的编码器头ecn的计测信息,计测片状基板p的搬送方向(沿转筒dr的外周面的圆周方向)上的移动量。对准/载台控制部58是以片状基板p的移动速度与目标速度一致的方式,基于来自编码器头ecn的计测信息或计数电路部的计测值而控制旋转驱动机构dv1(参照图2)。又,对准/载台控制部58是基于计数电路部的计测值及通过标记位置计测部所计测的对准标记mkm的位置信息,而既定出片状基板p上的曝光区域w的x方向的描绘开始位置或描绘结束位置,并将该描绘开始位置或描绘结束位置的信息(时序)输送至描绘控制部52。
[0066]
以上,通过利用图1~图5所说明的本实施形态的处理装置的构成,于自供给卷筒fr卷出并被搬入至曝光装置ex的片状基板p,于图4所示的曝光区域w的各者依次描绘(曝光)电子装置用图案,且自曝光装置ex被搬出的片状基板p通过回收卷筒rr而卷取。若自供给卷筒fr至回收卷筒rr为止的片状基板p的全体的搬送机构(参照图1、图2)的片状基板p的搬送误差、及曝光装置ex内的各描绘单元un中的旋转多面镜pm的驱动误差、描绘线sl1~sl6的相对性的位置误差及斜率误差、描绘倍率误差、连接误差等为容许范围内,则能以固定速度持续搬送片状基板p,而将电子装置用图案持续反复曝光至片状基板p上。
[0067]
然而,若使曝光装置ex长时间地持续运转,则或多或少可能产生经时性变动。尤其是,于如本实施形态的曝光装置ex般扫描光束的聚焦光的直接成像方式的图案描绘装置的情形时,光束的强度变动、入射至描绘单元un的光束的位置或入射角度的变动等有使描绘于片状基板p上的图案的品质明显受损的虞。又,于因长时间的运转而曝光装置ex内的各部的温度上升,尤其是于光束光路中的保持光学零件的金属部分或壳体产生热变形的情形时,通过自激光光源lba、lbb至片状基板p为止的光路的光束的直径较小,因此亦存在投射于片状基板p上的聚焦光(例如直径3μm)的位置以数微米级变动的情况。进一步,亦存在因金属部分或壳体的热变形,而图4所示的对准系统amn的各观察区域vw11~vw14与描绘单元un的各描绘线sl1~sl6的x方向(片状基板p的长条方向)的间隔、所谓基线长度变动的情形。
[0068]
因此,于本实施形态的基板处理装置(曝光装置ex)中,于在对片状基板p进行曝光处理的期间内,产生光束强度的变动、光束的位置或入射角度的变动、或曝光装置ex内的各部的温度变化等的情形时、或于自供给卷筒fr至回收卷筒rr为止的片状基板p的搬送路径中产生搬送误差的情形时,将曝光装置ex的曝光处理暂时性地中断,并进行用以维持装置的状态的调整作业。为了该调整作业,于曝光装置ex内或搬送机构(图1)通过的片状基板p的搬送动作被暂时性地停止。于图1、图2所示的处理装置中,轧辊nr1、nr2(nr2')、及转筒dr对片状基板p赋予搬送推力,通过使其等的驱动部dva、dvb、dvc、旋转驱动机构dv1的各马达转变为停止状态,可停止片状基板p的搬送。
[0069]
图6是对用于包含曝光装置ex的处理装置的暂时停止的概略性控制序列(控制程式的序列控制)进行说明的流程图。虽然图6的流程图(控制序列)亦可通过对处理装置全体进行统一控制的电脑、或设置处理装置的工厂的主电脑而执行,但此处设为于图5的主控制部50内执行者而进行说明。图6的控制序列是于曝光装置ex的主控制部50或搬送机构的控制系统产生某些停止要求时,作为中断处理而执行。对停止要求进行大致区分,存在:于装置内发生无法立即恢复的异常(故障等)时所产生的紧急停止的要求,及如调整作业等般只要仅使装置的运转(片状基板p的搬送)停止一定时间则能够再运转的暂时停止的要求。于图1、图2所示的处理装置(包含曝光装置ex)中,设置有感测关于片状基板p的搬送的各种异常或误差的监视器。该等监视器主要为于图1、图2所示的构成中,计测于片状基板p的长条方向上被赋予的张力的张力辊rt1~rt7、及计测片状基板p的端部(边缘部)的宽度方向的位移的边缘感测器eps1、eps2。
[0070]
作为其他监视器,图2、图4所示的对准系统amn(包含显微镜物镜am11~am14)亦可用作于无法于预定的位置识别以固定间隔dh形成的标记mkm的情形时,感测片状基板p的搬送中产生较大的误差(异常)的感测器。进一步,于处理装置内的各驱动部dva、vdb、vdc、旋转驱动机构dv1等驱动源(马达)的控制电路中,组入有感测驱动状态的异常(伺服回复的不良、摆荡或振动的产生、异常发热等)的监视器或感测器。于曝光装置ex内的各种驱动部(图5中的描绘单元驱动部54、开关元件驱动部56)或激光光源lsa、lsb中,亦设置有感测各功能的动作或状态的感测器(光源监视器)。
[0071]
又,虽未图示,但设置有:皱褶产生监视器(例如,日本专利特开2002-211797号公报、日本专利特开2009-249159号公报),其感测于卷绕于曝光装置ex的转筒dr的外周面的片状基板p产生如于宽度方向的随机的位置沿长条方向延伸般的纵皱褶;及蜿蜒感测感测
器(例如,日本专利特开2001-233517号公报、日本专利特开2013-018557号公报)等,其感测于片状基板p即将卷绕至转筒dr的外周面之前产生的蜿蜒;从而可感测片状基板p的搬送误差或搬送不良。因此,主控制部50是逐次收集来自上述张力辊rt1~rt7、边缘感测器eps1、eps2、对准系统amn、各种驱动部的监视器或感测器、光源监视器、或皱褶产生监视器或蜿蜒感测感测器等的感测信息,立即判定于搬送机构或曝光装置ex中是否发生了异常。
[0072]
接着,于图6的控制序列的步骤100中,主控制部50基于处理装置(曝光装置ex及搬送机构)内的各处的感测器或监视器的感测信息,而解析是否于片状基板p的搬送状态、或曝光装置ex的运转状态产生了难以恢复的异常、或者是否短期内会达到难以恢复的异常,并于产生了异常、或预测到短期内会产生异常的情形时,判断为必须紧急停止。
[0073]
〔紧急停止模式〕
[0074]
若判断为必须紧急停止,则主控制部50于下一步骤102中,判断于使处理装置(搬送机构及曝光装置ex)的运转完全停止为止是否存在时间性宽限(余裕),于存在宽限的情形时,执行考虑步骤120以后的再运转时的应对的序列。于在步骤102内判定为无时间性宽限的情形时,主控制部50于下一步骤104中,判断是否能够通过印模装置stp(图2),将信息图案或条码等印模(打入)至片状基板p上。通过印模装置stp打入至片状基板p上的信息图案或条码等例如为关于曝光处理被中断的曝光区域w的位址(自片状基板p的开头数起的曝光区域的编号)、或自片状基板p的长条方向的起点位置至曝光处理中断的位置为止的长度等者。作为打入至片状基板p上的信息图案或条码,亦可进一步附加表示紧急停止的因素(被判断为异常的机构或功能)的编码序号、判断为紧急停止的日期时间等。
[0075]
由于利用印模装置stp所进行的信息图案或条码等的打入花费相应的时间,故而主控制部50于步骤104中,考虑该时间而判断是否能够印模,若能够,则于下一步骤106中启动印模装置stp而将信息图案或条码等打入至片状基板p。于在步骤104中,判断为印模(打入)时间亦无的程度的紧急性的情形时,省略步骤106而执行步骤108的急停止模式的参数设定。
[0076]
于急停止模式下,主要以不损伤片状基板p地快速转变为搬送停止状态的方式,设定驱动部dva、dvb、dvc、旋转驱动机构dv1、及供给卷筒fr及回收卷筒rr的各旋转驱动部的各者的控制参数(亦包含控制时序)。由于在急停止的情形时,存在赋予至片状基板p的张力(长条方向的张力)急遽地变动的情况,故而为了不对片状基板p施加过度的张力,以通过张力辊rt1~rt7而计测的张力量不自设定范围偏离的方式对驱动部dva、dvb、dvc、旋转驱动机构dv1、供给卷筒fr及回收卷筒rr的各旋转驱动部进行伺服控制。张力量的设定范围是根据片状基板p的材质、厚度、杨氏模数(刚性)、摩擦系数等而改变,但若使轧辊nr1、nr2或转筒dr的旋转速度急遽地变化,则由于张力伺服的回复延迟,而于与轧辊nr1、nr2或转筒dr接触(密接)的片状基板p的正面部分或背面部分产生滑动,而损伤片状基板p。因此,于急停止模式的情形时,亦一面以尽可能不产生滑动的方式,使轧辊nr1、nr2的旋转速度与转筒dr的旋转速度同步地降低,一面目标张力量亦以与该速度降低对应地变化的方式,亦设定张力控制的参数。
[0077]
再者,于急停止模式时,若于使轧辊nr1、nr2或转筒dr的旋转速度降低的控制、与调整赋予至片状基板p的张力量的控制的配合存在时间延迟等,则亦存在于引起赋予至片状基板p的张力暂时地(瞬时地)极端降低的张力缺失之后,导致成为过度的张力状态的情
况。于此种情形时,于搬送辊或转筒dr与片状基板p之间产生较大的滑动,亦有损伤片状基板p的虞。于急停止模式下,最低限度为必须通过如不损伤片状基板p般的搬送控制使片状基板p的搬送停止。
[0078]
其次,主控制部50于步骤110中,将被设定为急停止模式的各种控制参数设为指示值并送出至图2中的搬送控制部tpc及图5中的对准/载台控制部58。进一步,于步骤110中,主控制部50亦将表示运转的紧急停止的指示输出至图5中的描绘控制部52。对其进行回复而描绘控制部52将是否为对片状基板p上的曝光区域w进行曝光(描绘)中、或者是否为对1个曝光区域w的曝光(描绘)完成且等候对下一曝光区域w的曝光开始的旗标输送至主控制部50。进一步,描绘控制部52输出使向激光光源lsa、lsb的描绘数据(位元串列)的送出中止,并且将图2所示的可动挡板sh关闭的指示。紧急停止是于搬送机构或曝光装置ex中的任一者产生重大的问题,且无法立即恢复时发动。尤其是于因机械性故障而紧急停止的情形时,必须进行零件更换作业及调整作业,故而至能再运转为止的时间变得相当长。于在该时间的期间内,将片状基板p设为保持架设于自供给卷筒fr至回收卷筒rr为止的搬送路径中的状态的情形时,有于与将片状基板p的搬送方向弯折的多个辊的各者接触的片状基板p的部分,因残留的张力而产生变形(折印)的虞。
[0079]
因此,于利用图1、图2所说明的本实施形态的处理装置中,设定为于通过利用步骤110的执行而进行的紧急停止而使片状基板p的搬送停止之后,于架设于自供给卷筒fr至回收卷筒rr为止的搬送路径中的片状基板p的所有部分,成为张力基本为零的状态(无张力状态)、或极小的状态(低张力状态)。具体而言,设定为于自供给卷筒fr至轧辊nr1(卡留位置)为止的搬送路径、包含转筒dr的自轧辊nr1(卡留位置)至轧辊nr2、或nr2'(卡留位置)为止的搬送路径、及自轧辊nr2至回收卷筒rr为止的搬送路径的各者中,成为作用于片状基板p的张力基本为零的状态(无张力状态)、或低张力状态。
[0080]
此处,所谓低张力状态是指作用有即便于架设于配置在搬送路径中的多个辊中直径最小的辊的片状基板p于假定的停止时间内持续停止的情形时,亦不会对形成于片状基板p的图案或薄膜(层构造)赋予伤痕或微裂缝等损伤的范围的张力量(n/m)。又,所谓无张力状态是指片状基板p以与搬送路径中的多个辊或转筒dr基本为零的摩擦力架设。紧急停止的情形时的多数因素是某些严重的故障,由于该故障的解决多需要较长时间,故而于本实施形态中,于紧急停止时设为使片状基板p于无张力状态下停止。再者,于紧急停止及暂时停止中的任一者的情形时,均于片状基板p停止之后,将于搬送路径中被搬送至中途的片状基板p通过步骤110而设定为无张力状态及低张力状态中的任一者。
[0081]
〔暂时停止模式〕
[0082]
另一方面,于图6的步骤100中,于判断为产生了暂时停止的要求而并非紧急停止的情形时、或者于在步骤102中判断为必须紧急停止,但至停止为止存在时间性宽限的情形时,主控制部50于执行步骤120~124之后,执行步骤110。步骤120~124包含用以于使处理装置(曝光装置ex)的处理动作仅中断短时间之后,自片状基板p上的处理中断位置的接续起,使处理动作自动地于短时间内重新开始(再运转)的准备序列(程式)。首先,于步骤120中,主控制部50确认于暂时停止要求情形时中断处理动作(片状基板p的搬送动作)的停止时间(自产生停止要求的时点至实际的搬送停止为止所需要的时间、或停止时刻)tsq、使暂时停止状态持续的停止持续时间tcs、及产生停止要求的时点的片状基板p上的处理位置
xpr,并通过运算而求出使片状基板p停止的停止预定位置xst、及对片状基板p赋予的张力值(张力量)fn,并分别设定为目标值。再者,于在先前的步骤102中,判断为虽为紧急停止模式但至停止为止具有时间性宽限的情形时,于在步骤120中所确认的停止时间tsq中,设定于步骤102的判定时所判明的宽限的时间。
[0083]
于本实施形态的曝光装置ex的情形时,根据致使暂时停止的因素而停止持续时间tcs设定有若干个阶段。例如,准备有以如下方式预先决定的粗略的停止持续时间tcs作为预设值,即,于在为了描绘用聚焦光的强度调整而对激光光源lsa、lsb内的设定进行微调整时进行虚设振荡(发光)的情形时为60秒左右,于无法通过对准系统amn准确地识别片状基板p上的标记mk1~mk4时的标记检测的再试动作(包含于将片状基板反转搬送既定距离之后重新于前进方向上搬送的动作)的情形时为120~180秒左右,又,于确认多个描绘线sl1~sl6的连接精度的校准动作的情形时为300秒~500秒。又,如图2所示般,于连接于后续的张力调整部12'的轧辊nr2'之后的下一步骤的处理装置(后续步骤处理装置)中,亦存在使片状基板p的搬送暂时性地停止的情形。于该情形时,与后续步骤处理装置的暂时停止配合,亦存在使曝光装置ex内的片状基板p的搬送暂时停止的情形。为此,宜预先设置如下般的双向通讯功能,即,后续步骤处理装置将表示停止片状基板p的搬送的停止要求信息或预想的停止持续时间的信息等输送至主控制部50,并且主控制部50亦将表示停止曝光装置ex内的片状基板p的搬送的停止要求信息或预想的停止持续时间tcs的信息等输送至后续步骤处理装置。
[0084]
如以上般,于根据曝光装置ex内的状况而使片状基板p的搬送暂时停止的情形时,主控制部50于步骤120中,自与停止因素对应地预先准备的预设值,选择恰当者而设定为停止持续时间tcs。于因后续步骤处理装置侧的状况而暂时停止曝光装置ex内的片状基板p的搬送动作的情形时,主控制部50于步骤120中,参照自后续步骤处理装置输送而来的停止持续时间的信息而设定停止持续时间tcs、或基于自后续步骤处理装置输送而来的停止要求信息而设定停止时间tsq。
[0085]
此处,参照图7,对使具有通过6条描绘线sl1~sl6而依次曝光的多个曝光区域w1a~w6a
…
、w1b~w6b
…
的片状基板p暂时停止的情形时的一例进行说明。图7是将卷绕于转筒dr的状态的片状基板p于长条方向上拉直成平面状而表示的图,为了方便起见,将片状基板p的长条方向(搬送方向)设为x方向,将片状基板p的短尺寸方向(宽度方向)设为y方向,而且将与片状基板p的表面正交的方向设为z方向。于图7中,曝光区域w1a~w6a、w1b~w6b的各者例如为形成移动终端的显示面板用电子装置的区域,且通过以片状基板p的宽度方向(y方向)作为长边的2个倒角而配置。曝光区域(图案形成区域)w1a~w3a、w1b~w3b的各者已经通过描绘线sl1~sl6而曝光。于图7中,曝光区域w4a、w4b通过奇数号描绘线sl1、sl3、sl5的各者如斜线部般曝光,偶数号描绘线sl2、sl4、sl6成为恰好开始曝光区域w4a、w4b的曝光的状态。又,于片状基板p上,如利用先前的图4所说明般,形成有多个对准用标记mk1、mk2、mk3、mk4。
[0086]
又,于图7中,于配置于片状基板p的宽度方向的两侧的标记mk1、mk4的形成区域内,形成有将长条方向(x方向)的间隔设为距离xg(xg>dh)的编号标记图案ap1~ap3。编号标记图案ap1~ap3是以条码等的形式刻印、或印刷有自片状基板p的前端侧起依序增加的序号者,且设定为能够通过对准系统amn中的显微镜物镜am11、am14的各者的观察区域
vw11、vw14检测的位置及尺寸。再者,编号标记图案ap1~ap3的检测亦可通过除了对准系统amn以外而设置的专用编号检测机构(条码读取器等)而进行。于该情形时,编号标记图案ap1~ap3的尺寸无需收容于对准系统amn的观察区域vw11、vw14内,因此可设定为能够通过条码读取器等确实地读取的大小。又,距离xg可设定为于曝光处理的管理上方便的任意的值,但于根据形成于片状基板p上的作为1个电子装置的形成区域的曝光区域wna(w1a~w6a
…
)、wnb(w1b~w6b
…
)的尺寸而决定的情形时,作为一例,可设定为该曝光区域wna、wnb于长条方向上排列数个~数十个的程度的距离。
[0087]
如图7般,于在通过曝光装置ex的描绘线sl1~sl6连续地执行图案的描绘动作的中途产生暂时停止的要求的情形时,主控制部50于步骤120中,基于所设定的停止时间(至停止为止的时间性宽限)tsq,沿例如图8所示的流程图设定使执行中的描绘动作(曝光处理)中断并使片状基板p的搬送停止的条件或状态。执行图8的流程图的程式可作为图6中的步骤120内的次常式而组入。
[0088]
主控制部50于图8的步骤130中,确认于片状基板p上实际地正进行图案描绘的处理位置xpr。处理位置xpr可通过片状基板p上的编号标记图案ap1~ap3及对准用标记mkn(尤其是标记mk1、mk4)而既定出。于图7的情形时,正进行图案描绘的曝光区域w4a、w4b的处理位置xpr被确认为编号标记图案ap1与编号标记图案ap2之间、且自编号标记图案ap1起向上游侧(图7中的-x方向)第2号~第4号标记mk1、mk4之间的区域。由于编号标记图案ap1、与继其之后的标记mk1、mk4已通过配置于描绘范围(包含描绘线sl1~sl6的矩形区域)的上游侧的对准系统amn或条码读取器等读取并进行位置计测,故而于曝光装置ex即将开始对曝光区域w4a、w4b的图案描绘之前,片状基板p上的处理位置xpr亦已被既定出。
[0089]
进一步,于步骤130中,考虑使片状基板p的搬送暂时停止并使描绘动作仅中断停止持续时间tcs之后,再次开始片状基板p的搬送并重新开始描绘动作的再启动动作,将通过图3所示的编码器头ecna、ecnb及图5所示的对准/载台控制部(控制部)58所计测的转筒dr的外周面(片状基板p)的圆周方向的精密的位置信息(编码器计测值)设为编号标记图案ap1(ap2~ap3亦相同)或标记mk1、mk4的长条方向的位置信息而存储至对准/载台控制部58。即,于如图3般片状基板p密接地卷绕于转筒dr的圆周方向的范围内,可通过编码器计测值而唯一地既定出编号标记图案ap1或标记mk1、mk4的长条方向的各者的位置。
[0090]
于下一步骤132中,主控制部50判断于现时点,描绘单元u1~u6中的任1者是否于执行对片状基板p上的曝光区域wna、wnb的描绘动作中。于先前的图7所例示的状态下,由于正在通过描绘单元u1~u6的各描绘线sl1~sl6对片状基板p上的曝光区域w4a、w4b进行曝光中,故而主控制部50以「是(yes)」脱离步骤132,并执行下一步骤134。于步骤134中,主控制部50对至现时点执行中的描绘动作(对曝光区域w4a、w4b的曝光动作)完成为止的时间进行推定运算,并作为完成预测时间tdw。如图7(或图4)所示,对片状基板p上的曝光区域wna、wnb的描绘动作是通过奇数号描绘线sl1、sl3、sl5先行开始,并通过后行的偶数号描绘线sl2、sl4、sl6而完成。因此,基于预先已知的于片状基板p的长条方向(x方向)上的曝光区域w4a、w4b的长度lw(mm)、通过后行的偶数号描绘线sl2、sl4、sl6而开始曝光区域w4a、w4b的描绘时的位置信息xp0(编码器计测值)、通过编码器头ecn、ecnb所计测的现时点的位置信息xp1(编码器计测值)、及片状基板p的搬送速度vf(mm/s),主控制部50对完成预测时间tdw进行推定运算,并且对至对于曝光区域w4a、w4b的描绘动作完成为止的片状基板p的距当前
位置(xp1)的搬送长度(移动量)lu或完成位置xp2(编码器计测值)进行运算。
[0091]
图9是示意性地表示对曝光区域w4a(w4b),通过奇数号描绘线sl1(sl3、sl5)及偶数号描绘线sl2(sl4、sl6)进行图案描绘的中途的状态的图,于曝光区域w4a的 x侧的端部与描绘线sl2重迭的时点,通过编码器头ec2a、ec2b所计测的编码器计测值成为利用描绘线sl2所进行的描绘开始的位置信息xp0。若将图8的步骤130~134的执行时设为现时点,则于现时点通过编码器头ec2a、ec2b所计测的编码器计测值成为位置信息xp1。主控制部50将直至描绘完成为止的片状基板p的自现时点起的搬送长度(移动量)lu通过lu=lw-(xp1-xp0)的运算而算出,且推定与搬送长度lu对应的利用编码器头ec2a、ec2b所得的编码器计测值并作为完成位置xp2。进一步,主控制部50通过tdw=lu/vf的运算而求出自现时点起至曝光区域w4a的-x侧的端部与描绘线sl2重迭为止的完成预测时间tdw。主控制部50于下一步骤136中,对完成预测时间tdw与停止时间(至停止为止的时间性宽限)tsq进行比较,于tsq>tdw的情形时,于步骤138中即时减少停止时间tsq之后,再次执行步骤130~136。步骤130~138的重复指令是每固定时间(例如1秒~数秒)重复执行,根据步骤132的判断,跳出至另一步骤144。
[0092]
接着,于步骤136中,对完成预测时间tdw与停止时间tsq的长短单纯地进行了比较,于至使片状基板p的搬送速度减小且使搬送动作完全停止为止的宽限时间为停止时间tsq的情形时,只要预先求出使片状基板p的搬送速度减速至零为止所需要的时间并作为减速时间tva,根据(tsq-tva)>tdw对长短进行比较即可。进一步,于步骤136的判定中,亦可进行于停止时间tsq(或tsq-tva)内,对下一曝光区域w5a(w5b)的图案描绘动作能否完成的判断。如图9所示,于将现时点曝光处理中的曝光区域w4a(w4b)与下一曝光区域w5a(w5b)之间的空白部的长条方向(x方向)的间隔设为lz(mm)的情形时,自对曝光区域w4a(w4b)的描绘动作完成起,至对下一曝光区域w5a(w5b)的描绘动作完成为止的追加处理时间tad可通过tad=(lz lw)/vf而唯一地求出。因此,于步骤136中,亦可设为判断完成预测时间tdw与追加处理时间tad的和是否不超过停止时间tsq(或tsq-tva),于不超过的情形时,以「是」脱离步骤136,并进行至步骤138。
[0093]
于考虑追加处理时间tad的情形时,可于以「是」脱离步骤136并返回至步骤130之前,将完成位置xp2再设定于下一曝光区域w5a(w5b)的-x方向的端部,因此主控制部50于下一重复指令执行中,使用将于步骤134中算出的搬送长度(移动量)lu加上(lz lw)所得的值,而求出完成预测时间tdw。如此,通过考虑追加处理时间tad,可使自产生暂时停止(或紧急停止)的要求起至开始使片状基板p的搬送速度减速为止的期间内被曝光的曝光区域wna、wnb的个数于所设定的停止时间tsq内为最大。
[0094]
于在步骤136中,判断为完成预测时间tdw(或tdw tad)超过停止时间tsq(或tsq-tva)的情形时,主控制部50以「否(no)」脱离步骤136并执行步骤140。于步骤136中判断为「否」的状态是与对现时点正在进行曝光处理的曝光区域w4a、w4b的描绘动作完成的完成预测时间tdw相比,所设定的停止时间tsq较短的情形。即,其是指将对曝光区域w4a、w4b的描绘动作于中途中止,且使片状基板p的搬送动作立即停止。因此,于该情形时,现时点正在进行曝光处理的曝光区域w4a、w4b是设为描绘不良并被登录至主控制部50。曝光区域w4a、w4b的于片状基板p上的绝对的位置(唯一的位置)是设为于先前的步骤130中通过编号标记图案ap1及标记mk1、mk4所既定出的处理位置xpr而登录。又,亦可设为将成为描绘不良的曝光
区域w4a、w4b的处理位置xpr的信息输送至利用先前的图2所说明的印模装置stp,并将该信息印模(marking)至片状基板p。
[0095]
其次,主控制部50于步骤142中,于使片状基板p的搬送停止时,将对于通过图2所示的搬送控制部tpc所控制的旋转驱动机构dv1、驱动部dva~dvc的各者的各种控制参数(伺服控制时的增益、回复时常数、反馈量等)送出至搬送控制部tpc。并且,主控制部50将于自片状基板p的搬送速度的减速开始至完全停止为止的期间内,于自供给卷筒fr至回收卷筒rr为止的搬送路径中对片状基板p赋予的各部分的张力量fn的设定值(指示值)、或与该设定值的速度变化对应的变化特性等送出至搬送控制部tpc。于使适于曝光装置ex中的曝光处理(图案描绘)的片状基板p的初始搬送速度减速的情形时,重要的是不损伤片状基板p。例如,于以初始搬送速度进给片状基板p时,若于对自图2中的轧辊nr1至轧辊nr2(或nr2')为止的片状基板p赋予相对较大的张力量的状态下,使转筒dr的旋转急遽地停止、或使轧辊nr1、nr2(或nr2')的旋转急遽地停止,则有对片状基板p瞬时地施加过度的张力、或片状基板p被转筒dr或轧辊nr1、nr2(或nr2')的外周面(接触面)摩擦(进行滑动)的虞。因此,于使片状基板p的搬送速度降低至零的期间内,搬送控制部tpc一面以通过张力辊rt5、rt6(或rt7)的各者的测力器所计测的张力量成为设定值的方式进行监控,一面以转筒dr的旋转速度与轧辊nr1、nr2(或nr2')的各旋转速度同步地且平滑地降低的方式,控制驱动部dv1、dva、dvb(或dvc)。
[0096]
作为图6的步骤120内的处理而执行的图8的程式主要以使曝光装置ex的运转于停止持续时间tcs的期间内暂时性地中断(片状基板p亦搬送停止)之后,再次重新开始对片状基板p的曝光处理作为前提。较佳为于使对被连续地搬送的片状基板p的处理中断之后,自片状基板p上的中断部分继续以与中断前相同的状态、相同的精度重新开始处理。因此,于本实施形态中,于使片状基板p的搬送停止时,以至少使卷绕于转筒dr的片状基板p于转筒dr的外周面上不产生容许量以上的滑动的方式,调整转筒dr的旋转速度的减速率、及对转筒dr的上游侧及下游侧的片状基板p所赋予的张力量。其调整量或范围可根据片状基板p的厚度或刚性(杨氏模数)、及片状基板p与转筒dr的外周面之间的摩擦等而设定。若于使片状基板p的速度降低至零为止的期间内,于转筒dr上片状基板p于长条方向上大幅滑动,则于运转重新开始时,于曝光装置ex应描绘的最初的曝光区域wna、wnb的描绘开始位置、与通过编码器头ecna、ecnb于运转中断前所计测的转筒dr的外周面、即片状基板p的搬送方向(长条方向)的位置之间产生较大的偏移,而难以对片状基板p的曝光区域wna、wnb于精密地对位的状态下开始图案描绘。
[0097]
尤其是,于在转筒dr上片状基板p于搬送方向上滑动地停止的情形时,于运转重新开始时应通过对准系统amn检测的标记mk1、mk4(或mk2、mk3)成为与本来的位置的标记不同者、或变得无法检测。因此,于本实施形态中,理想为即便于使转筒dr的旋转速度自初始值降低至零为止的期间内,片状基板p于转筒dr的外周面上于长条方向上滑动,亦将该滑动的容许量抑制于图4或图7所示的标记mk1、mk4的搬送方向的间隔dh以内。再者,片状基板p是否于转筒dr的外周面上滑动可通过如下方法进行确认,即,于使片状基板p的搬送速度降低的期间内,通过对准系统amn逐次持续感测标记mk1、mk4,并存储标记mk1、mk4于观察区域vw11、vw14内被依次感测时的利用编码器头ecna、ecnb所得的各计测值,解析其差量相对于间隔dh以何种程度不同。若片状基板p为树脂制且厚度薄于100μm,则片状基板p本身的因热
处理而引起的变形、或因受到湿式处理(油墨涂布、液体浸渍等)后的水分含量的增加而引起的变形较大,故而标记mk1、mk4的搬送方向的间隔(pitch)dh被设定为数mm左右。
[0098]
再者,若于使片状基板p的搬送速度降低的期间内,于片状基板p的搬送方向上持续赋予一些张力,则片状基板p于转筒dr上的滑动主要于搬送方向上产生,于与搬送方向正交的片状基板p的宽度方向(y方向)上基本不产生。然而,若搬送控制的参数设定不恰当而产生张力暂时性地锐减的张力遗失,则有于转筒dr上片状基板p亦于宽度方向上滑动的可能性。于本实施形态中,为了不产生此种宽度方向的滑动(横向滑动),以于使片状基板p的搬送速度降低至零为止的期间内不产生张力遗失的方式设定搬送控制的参数。其原因在于,由于对准系统amn的显微镜物镜am11~am14的观察区域vw11~vw14的大小为1mm见方以下,故而若产生毫米单位的横向滑动,则于再运转后对准系统amn无法捕捉标记mk1~mk4。
[0099]
进一步,于步骤142中,主控制部50基于在片状基板p的搬送停止时设定的控制参数(尤其是速度的变化率),决定片状基板p停止的停止预定位置xst。该停止预定位置xst可设为通过编码器头ecna、ecnb所计测的转筒dr的外周面(片状基板p)的搬送方向的位置(或距当前位置的移动量)而计算。再者,由于根据片状基板p的特质(厚度或刚性等),搬送系统的伺服控制亦存在自预定的状态稍微变动的情况,故而于步骤142中决定的停止预定位置xst亦存在与转筒dr的旋转实际地停止时的位置(编码器计测值)稍微偏移的情况。
[0100]
于以上的步骤130~142中,若于对判定以「是」脱离步骤136并重复进行重复指令的期间内,原本为图案描绘中的曝光区域wna、wnb(于图7中为w4a、w4b)的曝光处理结束,则主控制部50将步骤132判断为「否」,并执行步骤144。于步骤144中,使对于曝光已完成的曝光区域之后接续的曝光区域wna、wnb(于图7中为w5a、w5b以后)的描绘动作中断的信号(描绘赋能)被从主控制部50送出至描绘控制部52(图5)。此处,将于片状基板p的搬送方向上位于上游侧的奇数号描绘单元u1、u3、u5为描绘动作中的情形设为第1状态,将奇数号描绘单元u1、u3、u5停止描绘动作、且偶数号描绘单元u2、u4、u6为描绘动作中的情形设为第2状态,及将奇数号及偶数号的所有描绘单元u1~u6停止描绘动作的情形设为第3状态。于第1状态时,于步骤132中无条件地判断为「是」,于成为第2状态时,于步骤132中在将奇数号描绘单元u1、u3、u5的以后的描绘动作(光束被投射至片状基板p的状况)设为禁止状态之后判断为「是」,然后于变为第3状态时,于步骤132中判断为「否」。通过以上,于执行步骤140时,变为对于片状基板p上的图案描绘中的曝光区域wna、wnb的描绘动作于中途结束的曝光不良,于执行步骤144时,对于图案描绘中的曝光区域wna、wnb的描绘动作准确地完成。
[0101]
主控制部50于执行步骤144之后,为了使片状基板p的搬送动作停止,执行先前所说明的步骤142,而决定用以使片状基板p的搬送停止的搬送系统的控制参数的设定、搬送速度的减速时的恰当的张力量fn的设定、及停止预定位置xst。
[0102]
主控制部50于执行以上的图8的程式的最后的步骤142之后,执行图6的步骤122。步骤122是预先推定(确认)于使作为曝光装置ex的处理动作停止并使片状基板p的搬送停止之后,经过停止持续时间tcs之后再次开始片状基板p的搬送动作并使利用曝光装置ex所进行的处理动作重新开始的再运转时的状况者。于该步骤122中,主要基于在步骤120(图8的步骤130~142)中设定或决定的各种条件、以及搬送系统的特性、片状基板p的特性、或通过对准系统amn及编码器头ecna、ecnb迄今为止所获得的标记mk1~mk4的各位置信息等,而综合地确认如自片状基板p上的未曝光的曝光区域wna、wnb起正常地使图案描绘动作重新
开始般的片状基板p的搬送控制的条件等。尤其是,理想为变为如下状态,即,于再运转时,形成于片状基板p上的应重新曝光的曝光区域wna、wnb的周围或附近的标记mk1~mk4的各位置是与转筒dr的旋转角度位置(通过编码器头ecna、ecnb所计测的编码器计测值)唯一地对应标注、即于停止持续时间tcs的期间内片状基板p的搬送方向上的位置于转筒dr上不偏移地被维持,而于再运转时可通过对准系统amn(显微镜物镜am11~am14)立即进行标记mk1~mk4的位置计测。
[0103]
图10是对先前的图7所示的片状基板p中于步骤122中所推定的搬送停止时的预想停止状况进行说明的图。于图10中,设为至图7所示的曝光区域w4a、w4b为止被正常地进行曝光处理,自其后的曝光区域w5a、w5b起被禁止曝光处理,于进一步其下一个曝光区域w6a、w6b的中途设定停止预定位置xst。停止预定位置xst可对应于利用编码器头ecna、ecnb所得的编码器计测值而求出,但此处设为通过编码器头ec1a、ec2a的各者所计测的编码器计测值的平均值。该平均值是对应于图3所示的中间位置poc。如图2、图3所示,片状基板p是于转筒dr的外周面上相对于中间位置poc而于上游侧及下游侧的各者以环绕约1/4的程度卷绕。将于中间位置poc的上游侧片状基板p开始接触于转筒dr的外周面的位置设为xfa,将于中间位置poc的下游侧片状基板p自转筒dr的外周面离开的位置设为xfb。即,于片状基板p的搬送刚停止之后,于位置xfa~位置xfb之间,片状基板p以被赋予既定的张力的状态支持于转筒dr的外周面。此时,对准系统amn的各观察区域vw11~vw14是于片状基板p上位于中间位置poc与位置xfa之间的大致中央。因此,位于较观察区域vw11~vw14更靠下游侧(图10中的 x方向)的标记mk1~mk4的各者的位置信息通过对准系统amn、编码器头ecna、ecnb、及对准/载台控制部58而计测,且通过主控制部50而存储。
[0104]
对准用标记mk1~mk4是自片状基板p的开头部分起以固定的间隔设置有多个,因此主控制部50可存储位于较观察区域vw11~vw14更靠下游侧的计测过的标记mk1~mk4的所有位置信息,但亦可限制于停止后的再运转时所必需的个数。例如,亦可限制于在停止预定位置xst(或观察区域vw11~vw14)的下游侧被正常地进行曝光处理的曝光区域wna、wnb的1个或数个所随附的标记mk1~mk4的各位置信息、或存在于在停止预定位置xst(或观察区域vw11~vw14)的下游侧且至位置xfb为止的范围内的标记mk1~mk4的各位置信息并存储。再者,于在停止预定位置xst(或观察区域vw11~vw14)的下游侧应预先存储的标记mk1~mk4所存在范围内,存在编号标记图案ap1、ap2等的情形时,主控制部50亦可存储该编号标记图案apn。
[0105]
主控制部50基于如以上般获得的再运转时所必需的标记mk1~mk4的各位置信息或编号标记图案apn的信息,于步骤122中设定通过再运转而开始曝光处理的曝光区域wna、wnb。例如,于如图10般至曝光区域w4a、w4b为止被正常地进行曝光处理并变为停止状态的情形时,理想为自其下一个曝光区域w5a、w5b重新开始曝光处理。然而,于至曝光处理即将中止之前为止通过对准系统amn所检测的标记mk1~mk4的位置计测精度观察出降低倾向的情形时,有下一个曝光区域w5a、w5b所随附的标记mk1~mk4受损、或变形的可能性,故而亦可设为跳过对于下一个曝光区域w5a、w5b的曝光处理,并自进一步其下一个曝光区域w6a、w6b重新开始曝光处理。跳过的曝光区域wna、wnb的个数并不限于1个,但为了提高生产性,曝光区域wna、wnb的跳过个数越少越佳。
[0106]
进一步,主控制部50于步骤122中设定于再运转开始时是将片状基板p于前进方向
(图10中的 x方向)上开始搬送,还是于后退方向(图10中的-x方向)上开始搬送。如图10所示,停止预定位置xst被设定于相对于被正常地进行曝光处理的曝光区域w4a、w4b位于上游侧的下一个曝光区域w5a、w5b以后。因此,为了自下一个曝光区域w5a、w5b重新开始正常的曝光处理,必须于将片状基板p自停止预定位置xst以既定距离于后退方向上搬送之后,于前进方向上搬送。又,于从自被正常地进行曝光处理的曝光区域w4a、w4b起仅跳过既定个数后的曝光区域wna、wnb重新开始曝光处理的情形时、且为自片状基板p的搬送速度达到目标速度起至开始曝光处理为止具有时间性余裕的情形时,亦可自停止预定位置xst开始于前进方向上搬送。
[0107]
进一步,主控制部50于步骤122中,亦基于至再运转为止的停止持续时间tcs的长短,进行针对是否对搬送停止中的片状基板p持续施加既定的张力、于施加张力的情形时的张力量、是否将片状基板p卡留于既定位置等的确认。例如,于在图6的步骤100中判定为紧急停止的要求,且于步骤102中判定为无时间性宽限(立即停止运转)的情形时,停止持续时间tcs被设定得相当长、或不设定,因此主控制部50于步骤122中,判断为于搬送停止后解放赋予至片状基板p的张力。又,于停止持续时间tcs短至不会因停止中的张力而对片状基板p赋予辊等的卷绕惯性力(弯曲)的程度的情形时,设为施加既定的张力的状态。进一步,于即便停止持续时间tcs较长,亦不会使片状基板p自搬送路径中的辊或转筒dr卸除且能够恢复(再运转)的状况时,判断为一面将片状基板p卡留于既定位置,一面设为无张力状态。此外,可根据至再运转时为止的停止持续时间tcs的长短、或有无将片状基板p自搬送路径卸除(拉出)的必要性等,事先确认于搬送停止中赋予至片状基板p的张力的有无或卡留的有无。再者,于本实施形态的情形时,卡留片状基板p的既定位置是设为图2所示的轧辊nr1、nr2、nr2'中的任一者的位置。
[0108]
其次,主控制部50执行图6的步骤124。步骤124是基于在步骤120(图8的步骤130~142)中设定的各种条件或状态、及于步骤122中确认或设定的条件,而设定至面临运转停止的片状基板p的搬送停止为止的搬送动作的序列或时序,并且以于停止片状基板p的搬送之后,成为能够再运转的状态的方式设定曝光装置ex内的各部。进一步,于步骤124中,视需要与步骤106同样地进行印模的打入设定。此处被打入的印模信息例如为成为描绘不良的曝光区域wna、wnb的位置信息(编号标记图案apn等)、或再运转时被进行跳过处理的曝光区域wna、wnb的位置信息、再运转开始时的片状基板p的搬送方向(是前进方向启动还是后退方向启动)的信息等。若以上的步骤124中的各种设定完成,则主控制部50执行步骤110。于图6的流程图中,于在步骤108之后执行步骤110的情形时为紧急停止模式,于在步骤124之后执行步骤110的情形时,为能够再运转的状态下的停止模式,因此亦存在被送出至各控制部或驱动部的多个参数被设定为与紧急时的参数不同的值者。
[0109]
若执行步骤110,则主控制部50是对图5的描绘控制部52指示用于运转中止的图案描绘动作,并且经由对准/载台控制部58对转筒dr的旋转驱动机构dv1指示旋转速度的降低。同时,主控制部50是对图4的搬送控制部tpc以各驱动部dva、dvb、dvc以恰当的速度降低的方式进行支持。搬送控制部tpc是根据片状基板p的搬送速度(转筒dr的旋转速度、轧辊nr1、nr2、nr2'的各旋转速度)的降低,而以于转筒dr上片状基板p不滑动的方式,逐渐调整张力辊rt5、rt6(rt7)的张力量。于曝光装置ex正常地运转的情形时,片状基板p以通常时的搬送速度(例如,5mm/秒~20mm/秒的范围的固定值)被进给,故而于卷绕于转筒dr的片状基
板p的上游侧或下游侧,赋予如于该通常时的搬送速度下片状基板p于转筒dr上不产生滑动般的张力。然而,于使片状基板p自通常时的搬送速度降低并停止的情形时,使转筒dr的旋转速度与轧辊nr1、nr2(nr2')的旋转速度一面配合一面降低。于本实施形态中,为了使于该配合中不产生误差或时序偏移,进一步亦参考张力辊rt5、rt6(rt7)的回复延迟,于图6的步骤124、110等中设定各种参数。
[0110]
主控制部50是于转筒dr及轧辊nr1、nr2(nr2')的各旋转速度变为零的时点,判定为片状基板p的搬送停止。若于使片状基板p的搬送速度降低且到达至零的期间内片状基板p于转筒dr上不产生滑动,则如图10等所说明般,片状基板p于与包含描绘单元u1~u6的各者的描绘线sl1~sl6的描绘区域的位置(或转筒dr的旋转角度位置)的关系被唯一地既定的停止预定位置xst停止。于片状基板p在转筒dr上不滑动而停止的情形时,主控制部50根据于图6的步骤120中确认或设定的停止持续时间tcs的长短,判断是否调整赋予至片状基板p的张力量、及于调整的情形时以何种程度进行调整等。即便于片状基板p的搬送速度变为零的时点,亦对片状基板p持续赋予有固定的张力。因此,如先前所说明般,于在停止持续时间tcs的期间内持续施加该张力量的情形时,已经形成于片状基板p上的电子装置用层构造亦因与搬送路径中的各种辊(r1、r2、r3、r4、rt5、rt6、rt7等)的接触等而有受到损伤的可能性。
[0111]
于对赋予至搬送刚停止之后的片状基板p的张力量进行调整的情形时,为了使再运转时的片状基板p的搬送位置的管理变得容易,宜于将轧辊nr1、nr2(nr2')的旋转设为停止状态的状态下,调整通过张力辊rt5、rt6(rt7)而赋予的张力量。若不旋转驱动轧辊nr1、nr2(nr2')而使其停止(伺服锁定),则变为片状基板p于轧辊nr1的位置及轧辊nr2(nr2')的位置的两者被卡留。因此,即便于在运转停止中,例如将轧辊nr1至轧辊nr2(nr2')之间的片状基板p设为无张力状态的情形时,亦只要于再运转开始时通过张力辊rt5、rt6(rt7)赋予原来的张力量,便可使片状基板p恢复至转筒dr上的刚停止之后的原来的位置。于本实施形态中,为了避免片状基板p于转筒dr上于短尺寸方向(宽度方向)上横向偏移,设为于停止持续时间tcs的期间内,持续赋予使片状基板p始终持续接触于转筒dr的外周面的程度的张力量者。然而,亦可设为于转筒dr的外周面的圆周方向的一部分设置真空(减压)吸附用的多个微小孔(或者微细的沟槽或多孔质构件),并于片状基板p的搬送速度变为零的时点通过真空(减压)吸附用的微小孔(或者沟槽或多孔质构件)而使片状基板p的背面密接于转筒dr的外周面。于该情形时,由于转筒dr的旋转停止,故而真空(减压)吸附用的微小孔(或者沟槽或多孔质构件)作为将片状基板p于搬送路径中卡止的卡留构件而发挥功能。如此,于在转筒dr的外周面的一部分真空(减压)吸附片状基板p的情形时,于转筒dr的内部设置供给真空(减压)的流路或管,且其连接于转筒dr的外部的真空(减压)源的配管机构成为必需。通过如转筒dr般的旋转圆筒体抽吸支持片状基板的构成表示于例如日本专利特开2004-026348号公报、日本专利特开2011-051782号公报。
[0112]
此外,作为于停止的转筒dr的外周面上卡留片状基板p的机构,例如亦可如图11a、图11b所示般设置能够于转筒dr的周围进退的轧辊nra。图11a是于xz面内观察转筒dr与轧辊nra的配置的图,图11b是于xy面内观察转筒dr与轧辊nra的配置的图。轧辊nra是配置于较描绘线sl1~sl6所位于的描绘区域更靠下游侧、且较片状基板p自转筒dr的外周面离开的位置靠上游侧,且设置为能够绕与y轴平行的旋转轴sfg旋转。轧辊nra是如图11b所示般
以于片状基板p的曝光区域w的外侧与宽度方向的两端部分接触的方式,设定轴向(y方向)的宽度。对轧辊nra进行轴支的旋转轴sfg是设置于绕旋动轴axg摆动旋转的臂构件la的前端。旋动轴axg是安装于对转筒dr的轴sft进行轴支的本体框架,且通过臂构件la的摆动旋转,而轧辊nra的位置于将片状基板p的端部分以既定压力压抵于转筒dr的外周面的位置、与自转筒dr的外周面离开的位置(图11a中的虚线所示的位置)之间切换。
[0113]
由于轧辊nra是将片状基板p压抵并卡留于停止中的转筒dr的外周面者,故而可设为如不会使片状基板p的表面受损般的橡胶制、合成树脂(塑胶、铁氟龙(注册商标)、乙烯树脂等)制的辊,亦可为不具有圆筒面且无法旋转的除辊以外的形状、例如与转筒dr的外周面具有相同曲率的短条状的垫或单纯的板状的垫等夹压构件(卡止构件)。作为夹压构件,亦可使用毛毡材料。于通过如图11a、图11b般的轧辊nra、或除辊以外的夹压构件将片状基板p卡留于转筒dr的情形时,亦可于该卡留位置将片状基板p以于长条方向及短尺寸方向的2个方向上不产生位置偏移的方式进行卡止。如以上般,于设置有通过真空(减压)抽吸或轧辊nra(或夹压构件),将片状基板p卡留于转筒dr的外周面的一部分的机构的情形时,由于其以后,转筒dr以不旋转的方式被伺服锁定,故而亦可解放利用图2所示的轧辊nr1、nr2、nr2'的片状基板p的夹压状态。又,于未将片状基板p卡留于转筒dr上,而是由轧辊nr1、nr2(nr2')卡留的情形时,转筒dr的上游侧的轧辊nr1及下游侧的轧辊nr2(nr2')中的任一者亦可解放片状基板p的夹压状态而设为非卡留状态。
[0114]
如以上般,于在转筒dr上片状基板p不滑动而稳定地停止的情形时,转筒dr的旋转角度位置(编码器计测值)与片状基板p上的标记mk1~mk4的各位置的相对性关系不变化,故而用以于经过停止持续时间tcs之后重新开始对片状基板p的图案描绘处理的动作较为容易。然而,于至使片状基板p的搬送速度降低并停止为止的期间、或停止持续时间tcs的期间内,亦可能存在片状基板p于转筒dr上滑动的情形。片状基板p的于长条方向上的滑动量理想为宜抑制于图4或图7(图10)所示的对准用标记mk1、mk4的长条方向(搬送方向)的间隔dh以内。进一步,假定片状基板p于转筒dr上滑动的情形,宜预先设置可定量地计测该滑动量的构成。为此,只要将直至即将使片状基板p的搬送速度减速之前为止被正常地检测的标记mk1~mk4的各位置,通过图5所示的对准/载台控制部58作为利用各编码器头ecn所得的编码器计测值而预先存储即可。
[0115]
而且,于片状基板p的搬送速度减速的期间内,亦只要利用对准系统amn检测标记mk1~mk4,并将所存储的编码器计测值设为基准(起点),而依次确认是否标记mk1、mk4每搬送方向的间隔dh地于对准系统amn的观察区域vw11、vw14内的相同的位置被检测出即可。于片状基板p的搬送停止前的最后检测的标记mk1、mk4未于观察区域vw11、vw14内的相同的位置被检测出而偏移的情形时,主控制部50将该偏移量设为滑动量并存储。根据所存储的滑动量的大小,判断于再运转时是否必需利用对准系统amn而进行的标记mk1~mk4的检测动作。再者,于再运转时,以片状基板p成为既定的搬送速度的方式使搬送机构的驱动源(轧辊nr1、nr2或转筒dr)加速,但此时亦以于转筒dr上片状基板p不滑动的方式,设定搬送控制的各种参数(速度的上升率及张力的变化量等)。当然,于使片状基板p的搬送速度逐渐加速的期间内,亦有于转筒dr上片状基板p滑动的可能性,故而与停止时的时同样地,可通过确认是否标记mk1、mk4的各者每间隔dh地被位置检测出,而定量地计测滑动量。
[0116]
〔暂时停止中的作业及动作〕
[0117]
以上,根据图6、图8的序列,于如图10般的状态下,片状基板p的搬送停止且图案描绘动作被中断之后,主控制部50执行用于在暂时停止中进行的作业的动作。于本实施形态中,作为产生暂时停止的要求的主要因素,假定必须进行如下3种作业的情形,即,(1)再试动作,其是于利用对准系统amn的标记mk1~mk4的位置检测精度大幅降低时重新进行标记检测动作;(2)校正作业,其是对关于曝光装置ex内的尤其是描绘系统(激光光源lsa、lsb至各描绘单元u1~u6)或对准系统amn的漂移等进行校准;以及(3)维护作业,其是清洁附着于搬送路径中的各种辊或转筒dr的污物(异物)等。图12表示于暂时停止中曝光装置ex执行上述3种作业中的至少1种的情形时的概略性流程图。基于图12的流程图的序列控制是设为通过主控制部50而执行者,但亦可于工厂内的主电脑的管理下执行。又,图12的流程图亦为于暂时停止之前推定计算(模拟)关于暂时停止中的曝光装置ex的每个停止因素的作业的动作者。再者,如图12般的流程图是于设置于曝光装置ex的上游侧的感光层的涂布处理装置、或设置于下游侧的对于感光层的湿式处理装置(显影处理装置等)设为可暂时停止处理的构成的情形时,针对该等涂布处理装置、湿式处理装置的各者,亦可基于适当必需的作业因素而同样地制作。
[0118]
于图12中,主控制部50是依步骤300、302、304的顺序,判定暂时停止期间内的作业为(1)再试动作、(2)校正作业、(3)维护作业中的哪一个。于设定有除了该3种作业以外的作业或动作的情形时,主控制部50于步骤306中对其进行判定,于既并非上述3种作业,亦并非其他作业时,主控制部50执行步骤308的误差处理。通常,若要求向暂时停止模式的转变,则设定必须进行该暂时停止的作业内容以及停止持续时间tcs等,故而只要无任何设定错误,则丝毫不会自步骤306进行至步骤308的误差处理。主控制部50亦于步骤300、302、304、306的各者中,判定是否无某些设定错误。例如于停止持续时间tcs自与该作业的内容相称的长度明显脱离等的情形时,将步骤300、302、304、306的各者全部判断为「否」,并执行步骤308。再者,于除了步骤306以外的作业中,例如亦包含待机动作,该待机动作是于连接于图2所示的包含轧辊nr2'的张力调整部12'之后的后续步骤用处理装置、或连接于曝光装置ex的上游侧之前步骤用处理装置中的处理中产生延迟或滞留,至该状况改善为止暂时性地停止曝光装置ex的处理动作(图案描绘及片状基板p的搬送)。
[0119]
于步骤308中,于当成为暂时停止的状态时赋予至片状基板p的张力量较大时,解放该张力(tension)、或解放利用轧辊nr1、nr2(nr2')、nra等所进行的片状基板p的卡留。通过解放片状基板p的张力或卡留,而变为不会损伤片状基板p。于执行步骤308的情形时,由于已经成为难以进行自动的再运转的状况,故而主控制部50发出警报而请求操作员的辅助。
[0120]
于步骤300中,若判定为再试动作,则主控制部50于步骤310中,实施对在片状基板p的搬送停止前所检测的片状基板p上的若干个标记mk1~mk4的各者再次进行计测的序列(动作)。于该情形时,以位于图10所示的停止预定位置xst的片状基板p的部分返回至位置xfa附近的方式,使转筒dr以固定角度反旋转。于使转筒dr自停止的状态反旋转时,一面同步控制轧辊nr1、nr2(nr2')的旋转驱动与转筒dr的旋转驱动,一面以于转筒dr上片状基板p不滑动的方式调整张力量,同时以低速(低加速度)将片状基板p于后退方向上搬送。再者,主控制部50能够于先前的图6的步骤120中识别暂时停止的要求为再试动作以作为作业内容,故而于片状基板p的搬送速度变为零的时点,不执行利用如先前的图11所说明般的轧辊
nra(或夹压构件)而进行的片状基板p的卡留动作、或利用转筒dr的外周面的真空(减压)抽吸部等而进行的片状基板p的卡留动作。于再试动作时,由于在向转筒dr的前进方向的旋转停止之后,立即进行向后退方向的旋转,故而亦可设为保持于转筒dr的上游侧及下游侧的各者赋予至片状基板p的张力量较大的状态,抑制转筒dr的向后退方向的旋转时的片状基板p的滑动。关于如该再试动作般本来于一方向上被搬送的片状基板p仅稍微于后退方向上返回并对对准用标记mk1~mk4进行再检测/再计测的方法,例如揭示于日本专利特开2015-145971号公报、日本专利特开2016-095387号公报。
[0121]
若于步骤300中判定为并非再试动作,则主控制部50于下一步骤302中,判定所要求的作业内容是否为校正作业(校准作业),于并非校正作业的情形时,于下一步骤304中判定是否为维护作业。通常,必须暂时停止的作业是再试动作、校正作业、维护作业的3种,但于因其他因素而必须暂时停止的情形时,主控制部50于步骤306中判定是否为其他作业(预先设定)。于在该步骤306中设定的其他作业中,例如亦包含单纯的待机动作,该单纯的待机动作是于曝光装置ex的上游侧或下游侧的处理装置中的片状基板p的搬送速度(处理长度)产生较大的变动的情形时,以固定时间中断曝光装置ex的曝光处理。
[0122]
若于步骤306中判定为亦并非预先设定的其他作业,则主控制部50执行步骤308的误差处理。通常,由于用于暂时停止的因素或暂时停止中的作业内容已决定,故而不会执行步骤308,但考虑作业内容的类别指定遗漏的情形,预先设定步骤308的误差处理。于步骤308的误差处理中,由于作业内容不明,故而以解放施加于片状基板p的张力,并且于进行有卡留动作的情形时亦解放该卡留的方式,控制各驱动部,与于紧急停止的模式下曝光装置ex停止同样地,转变为不会再运转的停止状态。
[0123]
〔再试动作〕
[0124]
另一方面,若于以上的步骤300中判定为再试动作,则主控制部50于步骤310中,将用以对片状基板p上的标记mk1~mk4进行再计测的指示送出至各驱动部或对准系统amn等。于通过标记mk1~mk4的再计测,能够再次正常地进行描绘位置的设定的情形时,主控制部50判断为能够恢复,并执行用于恢复的准备动作(片状基板p的向停止预定位置xst、或自停止预定位置xst以既定长度偏移的再开始位置的恢复动作等),其后,执行步骤320。于步骤320中,以使片状基板p再次于原来的状态下搬送的方式,于搬送控制部tpc及描绘控制部52的各者设定用于再运转的各种参数。于再运转时的各种参数中,包含以于使片状基板p自停止状态逐渐加速至固定速度为止的期间内,片状基板p于转筒dr不引起滑动(微滑动等)的方式,指示转筒dr的旋转速度的控制图案、或对片状基板p赋予的张力量的变化图案等信息。又,于步骤310中,于对片状基板p上的标记mk1~mk4进行再计测,结果依然无法既定出标记位置、或无法确保标记位置的计测精度的情形时,主控制部50判断为无法进行再试动作后的恢复,并执行步骤308的误差处理。藉此,曝光装置ex转变为不会再运转的停止状态。
[0125]
〔校正作业(校准)〕
[0126]
又,若于步骤302中判定为校正作业,则主控制部50于步骤312中,以基于预先设定的校正内容进行各种计测处理或调整处理的方式,将指示送出至曝光装置ex内的各部。于校正作业中,存在于使片状基板p自转筒dr的外周空间退避后的状态下进行的作业、及即便不使片状基板p退避亦能够进行的作业,进一步亦存在为了校正而利用转筒dr的作业。于使片状基板p自转筒dr的外周空间退避的情形时,主控制部50例如以如下方式设定,即,图2所
示的上游侧的轧辊nr1及下游侧的轧辊nr2(nr2')中的任一者继续卡留状态(旋转停止状态),另一者以既定长度进给片状基板p,而于轧辊nr1与轧辊nr2(nr2')之间片状基板p大幅松弛(变为无张力状态)。藉此,可将片状基板p自转筒dr的外周空间于y方向(宽度方向)上偏移,可自描绘单元u1~u6与转筒dr之间将片状基板p拉出。被拉出的片状基板p可使用适当的夹具构件,通过手动而卡止于转筒dr的侧端侧的装置壁面等。
[0127]
若使片状基板p自转筒dr与描绘单元u1~u6之间退避,则可通过对准系统amn检测形成于转筒dr的外周面的基准标记或基准图案,进一步可通过设置于描绘单元u1~u6的各者的反射光监视器,利用转筒dr的旋转而计测描绘线sl1~sl6的相互的位置误差、斜率误差、连接误差、或对准系统amn的观察区域(观察视野)vw11~vw14的各者与描绘线sl1~sl6的相互的位置关系的误差(基线误差)等。如此,于转筒dr的外周面形成基准标记或基准图案,并使用其对曝光装置ex进行校准(基于所计测的误差的修正或调整)的一例是揭示于国际公开第2014/034161号说明书、或国际公开第2015/152217号说明书。
[0128]
此外,作为于使片状基板p退避的状态下的校正作业,有如下作业:对自描绘单元u1~u6的各者射出的描绘光束lb1~lb6的各强度(光量)的绝对值或偏差进行计测并使描绘光束lb1~lb6的各强度一致的修正作业,对描绘光束lb1~lb6的以转筒dr的外周面(形成基准图案的面)作为基准的聚焦位置(聚光位置)的偏差进行计测并进行调整的作业,对描绘光束lb1~lb6的各者的聚焦光的尺寸(直径)误差或球面像差等进行计测并对描绘单元u1~u6内的光学构件等进行调整的作业,对通过描绘线sl1~sl6的各者而描绘的图案的于主扫描方向(图3中的y方向)上的描绘倍率的设定精度进行确认并进行调整的作业等。于该等作业时,亦可通过使用设置于描绘单元u1~u6的各者的反射光监视器,感测来自转筒dr的外周面的基准标记或基准图案的反射光,而计测描绘光束lb1~lb6的强度(光量)的状态、聚焦状态、球面像差的状态。又,亦可于转筒dr的外周面形成数毫米直径左右的小孔或凹处,并于此嵌入接收描绘光束lb1~lb6的各者的针孔板及光电元件等,基于来自光电元件的输出信号,而计测描绘光束lb1~lb6的强度(光量)的状态、聚焦状态、球面像差的状态等。
[0129]
作为于将片状基板p卷绕于转筒dr的状态下亦能够进行的校正作业,可实施如下的光学调整作业,即,于在描绘单元u1~u6的各者的光束lb1~lb6的入射位置配置可动遮蔽板(快门)而阻止向描绘单元u1~u6的各者的光束lb1~lb6的入射的状态、或在卷绕于转筒dr的片状基板p与描绘单元u1~u6之间插入有对于曝光用紫外线具有遮光性的保护片的状态下,调整通过图2所示的激光光源lsa、lsb、光学调变构件osm、及光束光路调整机构bdu的各者的光路的光束lb1~lb6的稍微的倾斜或横向偏移等。为了此种光学调整,于自激光光源lsa、lsb至光束光路调整机构bdu内(或描绘单元u1~u6内)的光路中的适当的位置,设置有对光束的斜率误差或横向偏移误差进行计测的光束变动检测系统(包含透镜、反射镜、光电元件、摄像元件等)。
[0130]
于如本实施形态般利用聚焦光进行图案描绘的曝光装置ex中,描绘单元u1~u6的各者的聚焦光的扫描位置稳定较为重要,但于自激光光源lsa、lsb至片状基板p为止的光束光路中,亦存在易因温度(或湿度)或大气压等环境的变化而受到影响的光学构件。因此,于曝光装置ex内的光路中,以如即便存在环境变化亦可抑制光束变动般的光学设计(配置条件)配置光学零件、或组入修正系统。然而,亦可能存在如相对于环境变化的光束变动的量
自容许范围偏离般的情形。于此种情形时,使曝光装置ex的运转暂时性地停止,以光束变动的量返回至容许范围内的方式,进行自激光光源lsa、lsb至光束光路调整机构bdu内(或描绘单元u1~u6内)的光路中的光学零件或光电零件的机械性调整、或电性调整。该调整作业虽可基于通过光束变动检测系统所计测的误差信息,针对在暂时停止的期间内能够进行电性调整的部分自动地实施,但亦存在通过手动而实施的情况。
[0131]
于通过以上的校正作业,而曝光装置ex的各部再次返回至初始性能的情形时,主控制部50判断为能够恢复,并执行用于恢复的准备动作(片状基板p的向停止预定位置xst、或自停止预定位置xst以既定长度偏移的再开始位置的恢复动作等),其后,执行先前所说明的步骤320。又,于即便实施步骤312的校正作业亦无法使性能返回至原来的状态,而于再运转后的曝光处理中存在产生问题的可能性的情形时,主控制部50判断为无法实现校正作业后的恢复,并执行步骤308的误差处理。藉此,曝光装置ex转变为不会再运转的停止状态。又,根据校正作业的内容,亦存在于在步骤312中的校正作业结束之后,通过对准系统amn检测片状基板p上的标记mk1~mk4,而确认所观察的各标记mk1~mk4的图像信息或位置信息的情况。于在校正作业后必须进行片状基板p上的标记mk1~mk4的检测的情形时,主控制部50于步骤312之后执行步骤310。再者,即便于将片状基板p自转筒dr的外周面卸除的情形时,亦可于用于恢复的准备动作时,通过将轧辊nr1、nr2(nr2')中的未进行夹压的辊设为夹压状态并使其进行低速旋转,而将片状基板p再次卷绕至转筒dr的外周面。此时,由于片状基板p是于轧辊nr1、或轧辊nr2(nr2')的位置被卡留(卡止),故而可使对准系统amn的各观察区域vw11~vw14、或描绘线sl1~sl6与片状基板p上的位置恢复至刚暂时停止后的既定的位置关系。但是,由于难以使该位置关系以微米精度恢复,故而宜执行步骤310。
[0132]
〔维护作业(保养)〕
[0133]
接着,于步骤302中,于暂时停止的理由并非校正作业的情形时,主控制部50于下一步骤304中判断暂时停止的理由是否为维护作业。于在步骤304中判定为维护作业的情形时,主控制部50于步骤314中基于维护作业的内容,将曝光装置ex内的各部设定(准备)为适于维护作业的状态。于多数情形时,维护作业是通过手动(人手)而进行,故而主控制部50以变为能够实现该手动作业的方式进行准备。维护作业的典型例是曝光装置ex内的搬送系统中与片状基板p接触的构件(各种辊或转筒dr)的清扫作业。尤其是,于如图2所示的轧辊nr1、nr2(nr2')、辊r3、张力辊rt5、或图1中所示的各种辊般与片状基板p的形成有感光层的表面侧接触的辊,存在片状基板p的宽度方向(y方向)的端部的感光层以毫米级以下细微地剥离(粉碎)而成为异物并附着的情况。若该异物再附着于片状基板p的表面,并被搬运至曝光装置ex内的描绘线sl1~sl6的位置,则变为对描绘光束lb1~lb6的聚焦光进行遮光或减光、或者使其散射,而使图案的描绘品质显著劣化。进一步,若异物附着于片状基板p上的对准用标记mk1~mk4上或其附近,则存在产生对准误差(无法进行标记的检测、计测精度的明显降低)的情况。又,若此种异物附着于转筒dr的外周面上的既定部分,则变为卷绕于该既定部分的上的片状基板p根据异物的大小(厚度)而鼓起,于该既定部分,存在聚焦光的聚焦误差增大,而使图案的描绘品质变差的情况。
[0134]
因此,必须经常对构成搬送系统的各种辊或转筒dr的外周面进行清扫。虽对于清扫的时序或间隔并无特别的规定,但可根据涂布于片状基板p的感光层的材质、厚度、密接性等而设定。于对作为感光层而涂布有例如感光性硅烷偶合剂的片状基板p持续进行曝光
处理的情形时,感光层形成为与片状基板p的表面化学性地紧密结合而成的自组装单分子膜(sam膜),因此剥离的可能性较低。相对于此,以微米级的厚度涂布液体的光阻剂并使其干燥而成的感光层或干膜的感光层(数μm以上的厚度)存在因片状基板p的搬送中的与辊的接触而成为微粉(异物)并剥离的可能性。因此,于对形成有成为微粉并剥离的可能性较高的感光层的片状基板持续进行处理的情形时,清扫的频率被设定为较高。清扫频率可基于实际的装置制造时的实验规则而设定,但亦可将光学地检查于一部分辊的外周面、或转筒dr的外周面是否附着有成为问题的异物的异物检查单元或表面检查单元等检查机构组入至曝光装置ex内,并基于检查机构的检查结果,判断是否需要清扫或清扫的时期。于该情形时,可基于检查机构的检查结果而产生(生成)暂时停止或紧急停止的要求信号。
[0135]
作为检查于旋转中的各种辊或转筒dr的外周面是否附着有异物的检查机构,例如可利用日本专利特开2015-184053号公报中所揭示的方法,作为检查于利用辊的搬送中于片状基板p上是否附着有异物的检查机构,例如可利用日本专利特开2009-085869号公报中所揭示的方法。于异物附着的检查或清扫作业时,如先前的校正作业时般,变为将片状基板p自转筒dr或各种辊卸除(松弛),但由于片状基板p被卡留(卡止)于轧辊nr1及轧辊nr2(nr2')中的任一者的位置,故而于校正作业完成后,可使片状基板p于转筒dr上恢复至刚暂时停止后的位置。
[0136]
又,作为维护作业,虽并非特别频繁地实施者,但存在用以对曝光装置ex内的各部进行调温的水冷装置、例如图1所示的冷却器单元16内的冷却介质(冷却液)的更换作业、滤光片更换作业、冷却介质的温度及流量的设定作业等。尤其是,图2所示的激光光源lsa、lsb或光学调变构件osm的冷却是为了使描绘用光束lb1~lb6的各聚焦光于片状基板p上不变动(漂移)而稳定地进行扫描而较为重要。冷却器单元16的维护作业所花费的时间是根据维护的内容而不同,可通过在冷却器单元16内的控制部(cpu),设置将控制状态、维护内容、维护所需的时间等状态信息通知至主控制部50的功能(lan端等),而预先掌握维护作业所花费的大致的时间。作为其他维护作业,亦可能存在根据激光光源lsa、lsb内的各种光学零件的特性降低或使用时间的零件更换的作业等。于在激光光源lsa、lsb内设置有将使用中的光学零件更换为备用的光学零件的机构的情形时,零件更换是存在于使激光光源lsa、lsb的振荡动作停止之后仅通过单纯的更换而完成者、及于更换后需要调整者。于更换后需要调整的光学零件的情形时,亦存在于在调整作业中经过了较长时间(例如30分钟以上)时,使暂时停止的模式中止,并转变为不会再运转的停止状态(步骤308)的情况。
[0137]
于通过以上的维护作业,曝光装置ex的各部再次返回至初始的性能的情形时,主控制部50判断为能够恢复,并执行用于恢复的准备动作(片状基板p的向停止预定位置xst、或自停止预定位置xst以既定长度偏移的再开始位置的恢复动作等),其后,执行先前所说明的步骤320。又,于即便实施步骤314的维护作业亦无法使性能返回至原来的状态,而于再运转后的曝光处理中存在产生问题的可能性的情形时,主控制部50判断为无法实现维护作业后的恢复,并执行步骤308的误差处理。藉此,曝光装置ex转变为不会再运转的停止状态。又,根据维护作业的内容,亦存在于步骤314中的维护作业结束之后,通过对准系统amn检测片状基板p上的标记mk1~mk4,而确认所观察的各标记mk1~mk4的图像信息或位置信息的情况。于在维护作业后必须进行片状基板p上的标记mk1~mk4的检测的情形时,主控制部50于步骤314之后执行步骤310。
[0138]
〔其他作业〕
[0139]
如先前所说明般,未必需要步骤306,但于设定有步骤306的情形时,若主控制部50判定为预先设定暂时停止中的作业的其他作业(亦包含曝光装置ex的单纯的暂时停止),则执行步骤316。于步骤316中,执行于其他作业之后是否能够恢复(再运转)的判断、及于能够恢复的情形时的准备动作。于其他作业为曝光装置ex的单纯的暂时停止的情形时,由于判断为上游侧或下游侧的处理装置(邻接处理装置)的运转暂时性地停止且片状基板p的搬送处于停止状态中,故而曝光装置ex只要于邻接处理装置重新开始运转之前以停止状态待机即可。因此,于此种情形时,于步骤316中,基于例如邻接处理装置自停止状态至再运转为止的时间的长短,而判断是否使曝光装置ex恢复(再运转)。为此,宜于邻接处理装置中设置发送包含至再运转为止的时间或停止原因等信息的状态信息的功能,并于曝光装置ex的主控制部50中设置接收邻接处理装置的状态信息的功能。
[0140]
于在步骤316中判断为能够恢复(再运转)的情形时,主控制部50执行步骤320,于在其他作业之后必须进行片状基板p上的标记mk1~mk4的位置计测的情形时,于步骤316之后执行步骤310。又,于作为其他作业,曝光装置ex于邻接处理装置的运转重新开始之前单纯地以停止状态进行待机的情形时,于该待机时间达到例如30分钟以上时、或待机时间不明时,于步骤316中判断为无法恢复(再运转),主控制部50执行步骤308的误差处理。
[0141]
以上,根据图12的序列,可判定曝光装置ex能否自为了各种作业而暂时停止的状况再运转,并恰当地设定再运转时的时的装置内各部的控制状态。进一步,于本实施形态中,于在各种作业后使曝光装置ex自停止状态恢复时,片状基板p上的既定位置、与对准系统amn的检测位置(vw11~vw14)或描绘单元u1~u6的各者的曝光位置(sl1~sl6)的关系不会自即将停止之前的位置关系大幅偏移。因此,至恢复(再运转)为止所需的时间可较短,可自片状基板p的搬送刚暂时停止之后的状态继续进行准确地定位的图案描绘(曝光)动作。
[0142]
[第2实施形态]
[0143]
图13是对第2实施形态中的暂时停止时的片状基板p的状态进行说明的图,且为将片状基板p与xy面平行地展开所得者。于第2实施形态中,以片状基板p的长条方向作为长边的长方形的曝光区域w1~w4隔着空白部ssa、或空白部ssb而排列于片状基板p上。曝光区域w1与曝光区域w2之间、曝光区域w2与曝光区域w3的间的空白部ssa被设定为例如数cm以下的较窄的间隔,曝光区域w3与曝光区域w4的间的空白部ssb被设定为例如数cm以上的较宽的间隔。较宽的间隔的空白部ssb是为了通过作为卡留构件的轧辊nr1(亦可为nr2、nr2'、nra中的任一者)卡留,而每多个曝光区域wn地设定于片状基板p上。空白部ssb的x方向的中心位置、与作为转筒dr上的描绘线sl1~sl6的间的中心位置的中间位置poc的x方向的间隔lsx是可能根据图2所示的张力辊rt5的z方向的位置而稍微改变,但大致成为固定。因此,根据曝光区域wn的x方向(长条方向)的长度,如图13般,于片状基板p的搬送停止且轧辊nr1将空白部ssb卡留时,描绘线sl1~sl6的描绘位置位于曝光区域w1上。
[0144]
因此,于在片状基板p上设定有如空白部ssb般的卡留区域的情形时,于产生暂时停止(或紧急停止)的要求时,主控制部50是以于空白部ssb被移动至轧辊nr1的位置时,停止片状基板p的搬送的方式控制各驱动机构。但是,于图13的情形时,于空白部ssb来到轧辊nr1的位置时,曝光区域w1为通过描绘线sl1~sl6而进行图案描绘的位置,因此于至运转停止为止具有时间性余裕时(除了紧急停止以外时),于曝光区域w1的图案描绘完成之后,使
对于下一个曝光区域w2的描绘动作中止,并开始片状基板p的搬送停止序列。因此,于如图13般的情形时,于先前的第1实施形态中,于片状基板p的搬送速度变为零的时点,轧辊nr1的位置变为自空白部ssb偏移的曝光区域w4上的可能性较高。因此,于本实施形态中,于片状基板p上的曝光区域w1的图案描绘完成之后,停止片状基板p的前进方向的搬送,其后,于空白部ssb在轧辊nr1的位置停止之前将片状基板p以低速于后退方向上搬送。
[0145]
片状基板p的前进方向的搬送停止时的轧辊nr1与片状基板p上的位置的关系可基于图13所示的间隔lsx、及利用对转筒dr的角度位置进行计测的编码器头ecn所得的计测值而既定出。进一步,可基于图10所示的编号标记图案apn的感测结果、及对准用标记mk1、mk4的感测位置的结果,而既定出片状基板p上的空白部ssb的搬送方向的位置。藉此,可于片状基板p上的空白部ssb在轧辊nr1(或nr2、nr2'、nra)的位置停止的状态下转变为卡留动作。由于在空白部ssb未形成曝光区域wn,故而可跨及较长的时间地持续利用轧辊nr1等卡留构件的夹压状态。因此,即便于片状基板p对抗轧辊nr1等卡留构件的卡留力(夹压压力)而滑动(摩擦)的情形时,亦可通过较长地设定空白部ssb的搬送方向的尺寸,而降低使前后的曝光区域w3、w4受损的可能性。
[0146]
[第3实施形态]
[0147]
图14是表示第3实施形态的装置制造系统(处理系统、制造系统)的概略性构成的概略构成图。图14的装置制造系统例如为制造作为电子装置的软性显示器的一部分图案层(薄膜晶体管的电极层、汇流排线配线层、绝缘层、透明电极层等中的1个层构造)的生产线(软性显示器生产线)。作为软性显示器,例如存在有机el显示器或液晶显示器等。该装置制造系统是如下的卷对卷方式,即,于对自供给卷筒fr送出的片状基板p连续地实施各种处理之后,通过回收卷筒rr卷取处理后的片状基板p。于本实施形态中,表示自供给卷筒fr送出的片状基板p至少经过处理装置pr1、pr2、pr3、pr4、pr5,而卷取至回收卷筒rr为止的例。于图14中为x方向、y方向及z方向正交的正交座标系统。x方向是于水平面内为片状基板p的搬送方向,且为连结供给卷筒fr及回收卷筒rr的方向。y方向是于水平面内为正交于x方向的方向,且为片状基板p的宽度方向。z方向是正交于x方向及y方向的方向(铅垂方向)。
[0148]
该处理装置pr1是一面将自供给卷筒fr搬送而来的片状基板p于沿长条方向的搬送方向( x方向)上搬送,一面对片状基板p进行电浆表面处理的表面处理装置。通过该处理装置pr1,片状基板p的表面被改质,而感光性功能层的黏着性提高。处理装置pr2是一面将自处理装置pr1搬送而来的片状基板p于搬送方向( x方向)上搬送,一面进行感光性功能层的成膜处理的成膜装置(涂布装置)。处理装置pr2是通过在片状基板p的表面选择地或均匀地设置感光性功能液,而于片状基板p的表面选择地或均匀地形成感光性功能层(感光性薄膜、被覆层、被膜层)。又,处理装置pr3包含一面将自处理装置pr2进给而来的片状基板p于搬送方向( x方向)上搬送,一面进行曝光处理的曝光装置ex。处理装置pr3的曝光装置ex是对片状基板p的表面(感光面)照射与显示面板用电路或配线等的图案对应的光图案。藉此,于感光性功能层形成与上述图案对应的潜像(改质部)。处理装置pr4是一面将自处理装置pr3搬送而来的片状基板p于搬送方向( x方向)上搬送,一面进行湿式显影处理的处理步骤的显影装置。藉此,于感光性功能层出现与潜像对应的图案的抗蚀剂层等。处理装置pr5是一面将自处理装置pr4搬送而来的片状基板p于搬送方向( x方向)上搬送,一面以形成有图案的感光性功能层作为遮罩而进行蚀刻处理的蚀刻装置。藉此,于片状基板p上出现电子装
置用配线或电极的导电材料、半导体材料、绝缘材料等的图案。
[0149]
于处理装置pr2与处理装置pr3之间,设置有能够将片状基板p跨及既定长度地储存的第1储存装置bf1,于处理装置pr3与处理装置pr4之间,设置有能够将片状基板p跨及既定长度地储存的第2储存装置bf2。因此,自处理装置pr2进给而来的片状基板p经由第1储存装置bf1而搬入至处理装置pr3的曝光装置ex,处理装置pr3将片状基板p经由第2储存装置bf2而搬出至处理装置pr4。处理装置pr1~pr5是配置于制造工厂的设置面。该设置面可为设置基台上的面,亦可为地板。包含曝光装置ex、第1储存装置bf1、及第2储存装置bf2的处理装置pr3是于片状基板p上形成电子装置用图案的图案化装置,亦可代替曝光装置ex而使用精密的印刷装置或喷墨印表机。于该情形时,前后的处理装置pr2(成膜处理)、处理装置pr4(显影处理)、处理装置pr5(蚀刻处理)可替换成实施其他处理步骤的装置。
[0150]
高阶控制装置200是控制装置制造系统的各处理装置pr1~pr5、第1储存装置bf1、第2储存装置bf2。该高阶控制装置200包含电脑、及存储有程式的存储媒体,通过使该电脑执行存储于存储媒体的程式,而统一控制本实施形态的装置制造系统。于高阶控制装置200中,亦可存储如先前的图6、图8、图12所说明般的执行曝光装置ex的紧急时、或暂时停止中的作业(亦称为附加作业)时的停止序列或再运转时的序列的程式。再者,本实施形态的装置制造系统虽设为具备5个处理装置pr1~pr5,但只要为具备2个以上的处理装置pr者即可。例如,作为本实施形态的装置制造系统,亦可为具备处理装置pr2、pr3、或处理装置pr3、pr4的共计2个处理装置pr者、或者具备处理装置pr2~pr4的共计3个处理装置pr者。
[0151]
第1储存装置(储存装置)bf1及第2储存装置(储存装置)bf2例如如图15般包括:片状基板p的搬入侧的轧辊500a、500b;搬出侧的轧辊503a、503b;多个固定辊501a~501d,其等于x方向上配置成一行;多个张力滚轮502a~502e;支持构件504,其将张力滚轮502a~502e于x方向上呈一行地支持,且沿支柱506a、506b于z方向上上下移动;以及控制部508,其进行支持构件504的z方向的位置计测及驱动。通过控制部508所计测的支持构件504的z方向的位置信息是对应于储存在储存装置bf1、bf2的各者的片状基板p的长度(储存长度)者,且不仅被输送至图14的高阶控制装置200,而且亦被输送至图5的主控制部50。因此,曝光装置ex的主控制部50可掌握储存于上游侧的储存装置bf1及下游侧的储存装置bf2的各者的片状基板p的于现时点的实际储存长度、或至储存极限长度为止的片状基板p的能够储存长度。
[0152]
储存装置bf1、bf2是为了吸收通过曝光装置ex的片状基板p的搬送速度、与通过上游侧的处理装置pr2及下游侧的处理装置pr4的各者的片状基板p的搬送速度的差而设置。于本实施形态中,于使曝光装置ex的运转暂时停止的序列的执行前,高阶控制装置200或主控制部50判定储存装置bf1、bf2的各者的于该时点的片状基板p的实际储存长度及能够储存长度。于图14的生产线的情形时,片状基板p依序通过储存装置bf1、曝光装置ex、储存装置bf2,故而于即将使曝光装置ex的运转(片状基板p的搬送)暂时性地停止之前的时点,较佳为预先将上游侧的储存装置bf1设为基本未储存片状基板p的状态(实际储存长度≒最小储存长度、能够储存长度≒储存极限长度的状态),将下游侧的储存装置bf2设为基本满地储存有片状基板p的状态(实际储存长度≒储存极限长度、能够储存长度≒零)。
[0153]
如图15般,若支持张力滚轮502a~502e的支持构件504位于z方向的最负侧(最下方),则固定辊501a~501d与张力滚轮502a~502e(通过虚线表示)的z方向的位置关系反
转,自搬入侧的轧辊500a、500b至搬出侧的轧辊503a、503b为止,变为能够将片状基板p于x方向上直线地搬送。片状基板p自轧辊500a、500b至轧辊503a、503b为止被直线地搬送的状态是实际储存长度为最小储存长度(或零)的状态。又,若支持构件504位于z方向的最正侧(最上方),则片状基板p是以交替地绕挂于张力滚轮502a~502e与固定辊501a~501d之间的状态,自轧辊500a、500b被搬送至轧辊503a、503b。于支持构件504位于最上方时,储存于轧辊500a、500b与轧辊503a、503b之间的片状基板p的长度为储存极限长度。
[0154]
因此,高阶控制装置200或主控制部50是于判断能否进行曝光装置ex的暂时停止时,基于通过控制部508所计测的支持构件504的z方向的位置而推定储存装置bf1、bf2的各者中的片状基板p的实际储存长度。进一步,于曝光装置ex停止片状基板p的搬送时,基于片状基板p的自处理装置pr2的搬出速度,推定至储存装置bf1的实际储存长度达到储存极限长度为止的时间δtbf1,并基于片状基板p的向处理装置pr4的搬入速度,推定至储存装置bf2的实际储存长度达到最小储存长度为止的时间δtbf2。于该2个时间δtbf1、δtbf2的任一者均较暂时停止的停止持续时间tcs(利用图6说明)长的情形时,高阶控制装置200或主控制部50判断为能够立即执行暂时停止的序列(图6、图8、图12)。于时间δtbf1、δtbf2的至少一者较暂时停止的停止持续时间tcs短的情形时,判断为无法立即开始暂时停止的序列,高阶控制装置200判断是否能够进行储存装置bf1、bf2的各者中的实际储存长度的调整。于如图14般的卷对卷方式的生产线中,通常设定为于处理装置pr1~pr5的任一者中片状基板p的搬送速度均相同,但根据处理装置,存在能够暂时性地提高或降低片状基板p的搬送速度的情形。
[0155]
于图14的生产线的情形时,于能够使通过曝光装置ex的上游侧的处理装置pr2的片状基板p的搬送速度自通常的规定速度暂时性地降低时,藉此,储存装置bf1的实际储存长度逐渐变短,结果可延长时间δtbf1。又,于能够使通过下游侧的处理装置pr4的片状基板p的搬送速度自规定速度暂时性地增加时,藉此,储存装置bf2的实际储存长度逐渐变长,结果可延长时间δtbf2。高阶控制装置200判定于处理装置pr2及处理装置pr4的各者中,此种搬送速度(时间δtbf1、δtbf2)的调整于作为至运转停止为止的宽限时间的停止时间tsq(利用图6说明)的期间内是否能够实现。于在停止时间tsq内能够实现搬送速度(时间δtbf1、δtbf2)的调整的情形时,高阶控制装置200指示处理装置pr2及处理装置pr4的两者、或任一者中的片状基板p的搬送速度的暂时性变更,且以处理装置pr2或处理装置pr4以被指示的搬送速度对片状基板p实施既定的处理的方式,调整其他控制参数。于在停止时间tsq内无法实现搬送速度(时间δtbf1、δtbf2)的调整的情形时,高阶控制装置200对主控制部50通知储存装置bf1、bf2中的储存长度的调整无法实现,并且对生产线的所有处理装置pr1~pr5输送运转中止的指示。这意味着为了曝光装置ex的附加作业的实施,不得不使生产线全体停止。
[0156]
然而,通过在曝光装置ex的上游侧及下游侧设置储存装置bf1、bf2,能够格外地提高可使曝光装置ex的运转暂时停止的可能性,藉此,可不使其他处理装置pr1、pr2、pr4、pr5的运转暂时停止地执行曝光装置ex的附加作业(再试、校正作业、维护作业等)。作为一例,于将生产线中的片状基板p的搬送速度的规定值设为10mm/秒的情形时,由于片状基板p于1分钟的期间内前进0.6m,故而为了确保约30分钟左右的储存长度,储存装置bf1、bf2只要以积存约18m的程度的片状基板p的方式,设定张力滚轮502a~502e及固定辊501a~501d的回
折次数、以及张力滚轮502a~502e与固定辊501a~501d的z方向的最大隔开尺寸即可。若将张力滚轮502a~502e与固定辊501a~501d的z方向的最大隔开尺寸设为1.8m左右,则片状基板p的回折次数为10次左右。
[0157]
以上,根据第3实施形态,即便于生产线中的曝光装置ex(图案化装置)必须进行短时间的附加作业时,亦能够不使其他处理装置的运转暂时停止地使曝光装置ex(图案化装置)的运转暂时停止。又,于第3实施形态中,亦与第1或第2实施形态同样地,于使曝光装置ex(图案化装置)再运转时,能够基本准确地再现片状基板p上的位置与曝光位置(描绘线sl1~sl6)的相对性位置关系,因此可获得能够缩短自再运转开始至稳定地处理片状基板p为止的启动时间、能够减少停工时间等优点。
[0158]
〔关于曝光装置的变形例1〕
[0159]
于以上的第1、第2、第3的各实施形态中,对使用通过扫描光束的聚焦光而曝光图案的直接成像方式的曝光装置ex的情形时的构成进行了说明,但亦可为其他曝光方式的曝光装置。例如亦可为利用紫外波长区域的照明光对形成于平面遮罩或圆筒遮罩的遮罩图案进行照明,并将来自遮罩图案的透过光或反射光以接近(近接)方式、或投影(projection)方式曝光至片状基板p上的装置构成。又,亦可为使用呈矩阵状地排列有多个姿势能够变化的微小反射镜的dmd(数位反射镜装置)或slm(空间光调变器)、及微透镜阵列,基于图案的cad数据,于基板上二维地描绘图案的无遮罩曝光机。
[0160]
〔关于曝光装置的变形例2〕
[0161]
由于在曝光装置正常地运转的情形时,于片状基板p上基本不间断地持续描绘或曝光图案,故而曝光装置内的光束光路或各光学零件、或各零件的设置部稳定于大致固定的温度范围(例如
±
0.5℃以内)的情形较多。然而,若使为运转中的曝光装置暂时停止,则可能成为曝光装置内的热源的构件或零件的动作状态大幅改变,曝光装置内的环境温度的分布亦大幅变化。因此,通过可能成为热源的构件或零件于再运转时启动,而环境温度的分布亦再次变化,藉此亦存在于刚再运转后转印于片状基板p上的图案的品质劣化的可能性。因此,于第1实施形态(图2~图5)中所说明的曝光装置ex中,以即便于在暂时停止中使激光光源lsa、lsb的振荡停止、或利用如图2般设置于激光光源lsa、lsb的光束的射出窗的正后的快门sh遮蔽光束的情形时,图5所示的声光偏向元件aom1~aom6亦于与运转时大致相同的条件下被接通/断开(on/off)驱动的方式,通过开关元件驱动部56而持续控制。进一步,以各描绘单元u1~u6内的多面镜pm亦于与运转时大致相同的条件(旋转速度)下旋转的方式持续控制。
[0162]
〔关于曝光装置的变形例3〕
[0163]
又,由于图5所示的阻尼器(光吸收体)dmp是于曝光装置ex对片状基板p进行图案描绘的期间内,于声光偏向元件aom1~aom6为断开(off)状态的时序,吸收来自激光光源lsa、lsb的光束lba、lbb,故而可能成为热源。因此,于在暂时停止时使来自激光光源lsa、lsb的光束lba、lbb的振荡停止、或利用快门sh遮蔽光束lba、lbb的情形时,阻尼器dmp的温度大幅变化(降低)。因此,宜设置对阻尼器dmp的温度变化进行监控的温度感测器、或用以将阻尼器dmp的温度保持于与运转时的状态相同的温度的调温机构。再者,为了抑制阻尼器dmp的热传递至周围的光学零件或其设置部,亦宜于阻尼器dmp的周围设置隔热构造(陶瓷的隔热材料或主动的冷却机构等)。此外,于存在当自连续地进行图案描绘的运转状态转变
为中断图案描绘的非运转状态时、或其相反时,因描绘用光束的透过或反射而相对较快地温度变化的光学构件的情形时,宜设置如可抑制该光学构件的温度变化般的个别的调温机构或散热机构。
[0164]
〔关于曝光装置的变形例4〕
[0165]
若曝光装置ex的运转停止(片状基板p的搬送停止),则利用对准系统amn而进行的片状基板p上的标记mk1~mk4的检测动作亦被中止。对准系统amn是对片状基板p上的感光层照射非感光性的波长区域的对准用照明光,但于运转停止中,使对准用照明光的照射中止,经由对准系统amn的物镜而检测标记mk1~mk4的放大像的二维摄像元件(ccd、cmos等)的拍摄动作亦设为停止状态。如图2所示,由于对准系统amn设置于描绘单元u1、u3、u5与转筒dr之间的较窄的空间内,故而通过对准用照明光通过对准系统amn,而对准系统amn本身的温度易较外部大气温度进一步上升。进一步,于二维摄像元件亦以大致固定的时间间隔持续进行拍摄动作(亦称为图像扫描动作、或快门动作)的情形时,二维摄像元件的驱动电路或图像信号的放大电路等相对于外部大气温度而温度大幅上升。因此,设为于曝光装置ex为运转停止状态的期间内,对准系统amn的对准用照明光持续照射片状基板p(或转筒dr),亦可以如下方式进行控制,即,二维摄像元件于与运转时的标记mk1~mk4的检测时大致相同的间隔、相同的条件下持续进行拍摄动作(图像扫描动作、快门动作)。藉此,即便于自运转状态转变为非运转状态、或自非运转状态转变为运转状态的情形时,亦可使对准系统amn稳定于相对于外部大气温度上升大致固定量后的温度。
[0166]
又,由于在使对准用照明光持续通过对准系统amn的情形时,对准用照明光被持续投射至运转停止中的片状基板p上的相同的位置,故而根据感光层的种类及投射持续时间(停止持续时间tcs),亦存在对感光层造成影响的情况。因此,亦可于对准系统amn内的物镜的正前或正后,设置遮蔽对准用照明光的可动挡板,并于通过暂时停止、或紧急停止的序列而使片状基板p的搬送停止时,将可动挡板插入至光路中,而阻止对准用照明光的向片状基板p的投射。即便于该情形时,亦以如下方式进行控制,即,二维摄像元件是于与运转时的标记mk1~mk4的检测时大致相同的间隔、相同条件下持续进行拍摄动作(图像扫描动作、快门动作)。
[0167]
〔关于曝光装置的变形例5〕
[0168]
于对片状基板p的多个曝光区域wn(wna、wnb)的曝光处理为重合曝光(二次曝光)的情形时,如图7或图10所示般,于片状基板p上的各曝光区域wn(wna、wnb),形成于初次曝光时所描绘的标记mk1~mk4或编号标记图案apn。因此,于再运转时,通过利用对准系统amn等感测该等标记mk1~mk4或编号标记图案apn,而既定出于再运转时最先应进行图案描绘的曝光区域(照射区域)、及对于该曝光区域的描绘开始位置。尤其是,描绘开始位置是为了将重合精度抑制于容许误差范围内而较为重要。因此,于初次曝光时,例如如图16所示般,将表示各曝光区域wn(wna、wnb)的描绘开始位置(开头位置)的触发标记mtg1、mtg2、mtg3预先形成于片状基板p上的可通过对准系统amn而检测的位置、或可通过描绘线sl1~sl6的至少1者而扫描的位置。
[0169]
于图16中,3个触发标记mtg1、mtg2、mtg3是配置于在搬送方向(x方向)上相邻的曝光区域wn、wn-1之间的空白部,且各触发标记mtgn形成为上底边及下底边于搬送方向上排列的梯形。各触发标记mtgn的上底边与下底边的搬送方向的尺寸δlga是数十μm~数百μm
θ透镜ft射出的描绘用光束lb1的主光线始终与f-θ透镜ft的光轴axf平行般的系统。再者,柱面透镜cya、cyb是作为对多面镜pm的反射面的稍微的倾斜所造成的影响进行修正的面倾斜修正系统而发挥功能。又,于图17中,光路中的适当地配置的多个透镜是省略图示。
[0173]
若聚焦光sp被投射至片状基板p上,则以与片状基板p的表面的反射率对应的强度产生镜面反射光。该镜面反射光是由于f-θ透镜ft为远心系统,故而经由柱面透镜cyb、反射镜m15、f-θ透镜ft、多面镜pm、反射镜m14、柱面透镜cya、反射镜m13、m12,而返回至光分割构件bs1。透过光分割构件bs1的镜面反射是由光电感测器dt1接收。光电感测器dt1是由回复性较高的pin光电二极体等构成,且输出与于聚焦光sp进行主扫描的期间内产生的镜面反射光的强度变化对应的光电信号。进一步,于描绘单元u1内,为了生成表示多面镜pm的各反射面的角度变为既定角度的瞬间的原点信号,而设置有:光源部60a,其朝向多面镜pm的反射面投射计测光束;以及受光部60b,其接收于多面镜pm的反射面反射的计测光束并输出原点信号。于多面镜pm的旋转速度已知的情形时,描绘线sl1上的聚焦光sp的扫描位置、即片状基板p上的y方向的位置可通过以原点信号(脉冲信号)为基准的时间经过、例如激光光源lsa、lsb的时脉信号的时脉脉冲的计数值而掌握。再者,光电感测器dt1的受光面是通过配置于光路中的未图示的透镜系统而设定为与片状基板p的表面(聚焦光sp)光学地共轭的关系。
[0174]
因此,将来自图17的光电感测器dt1的光电信号的波形变化,对激光光源lsa、lsb的时脉信号进行回复地高速地进行数位取样,并对该波形变化进行解析,藉此求出以呈矩形状地描绘的虚设图案的位置作为基准的触发标记mtg1的相对性位置关系(副扫描方向与主扫描方向的位置误差)。由于触发标记mtg1是相对于应曝光的曝光区域wn的开头位置以已知的间隔尺寸δlgb近前地形成,故而能够基于所求出的相对性位置关系,于曝光区域wn的曝光即将开始之前进行用以使描绘用光束lb1的聚焦光sp的描绘开始位置精密地对准于曝光区域wn的开头位置的修正。
[0175]
如以上般,通过在其他描绘单元u2~u6中亦设置相同的光电感测器dt1,并设置检测镜面反射光的功能,而能够对片状基板p上的其他触发标记mtg2、mtg3的位置通过描绘用光束直接进行计测,而可于自曝光区域wn的开头位置起精密地对位的状态下进行重合曝光。又,由于触发标记mtg1~mtg3的各者的利用描绘用光束的位置计测能够以图16中的x方向及y方向的二维实现,故而亦可求出描绘线sl1~sl6的图案描绘的y方向的位置与曝光区域wn的y方向的位置的相对性误差,并以该误差被修正的方式使图案描绘位置于y方向上微小地位移。
[0176]
以上,设为为了以描绘用光束作为计测探针的片状基板p(曝光区域wn)的位置计测,而将专用的触发标记mtg1~mtg3预先形成于片状基板p上的既定位置者,但亦可代替触发标记mtg1~mtg3,而使用对准用标记mk1~mk4。由于标记mk1~mk4亦通过初次曝光后的制程而形成为金属层,故而可通过对设置于描绘单元u1~u6的各者的光电感测器dt1中的任一者的光电信号进行监控,而于对于曝光区域wn的图案描绘动作即将开始之前,精密地既定出曝光区域wn的开头位置,且可持续进行维持良好的重合精度的曝光处理。
[0177]
如图16、图17中所说明般,使用描绘用光束(曝光用光束),于对于曝光区域wn的曝光动作即将开始之前感测反射率与周围不同的片状基板p上的既定的图案(或标记、或电路图案中的既定图案)的位置,求出相对性位置误差并进行修正的曝光序列并不限于暂时停
止后的再运转后的曝光动作,亦可于曝光装置ex对片状基板p正常地持续进行曝光动作的期间内实施。藉此,即便于与片状基板p的相对较大的伸缩或变形对应地产生的曝光区域wn的各者的形状变形的倾向分别不同的情形时,亦能够针对每个曝光区域wn实现精密的重合曝光。
[0178]
〔关于曝光装置的变形例6〕
[0179]
于先前的各实施形态中,设为于在暂时停止时使片状基板p的搬送停止的情形时,亦使转筒dr的旋转停止者。然而,于使旋转驱动转筒dr的马达等的驱动停止的情形时,曝光装置ex的腔室cb(参照图1、图2)内的空调状态变化,而于再运转时亦有产生因温度变化而引起的漂移的虞。因此,于本变形例中,设为保持将片状基板p的搬送设为停止状态的状态,持续使转筒dr于与运转时相同的条件下旋转。于图2所示的构成中,于使片状基板p的搬送停止时,例如于通过上游侧的轧辊nr1将片状基板p卡留之后,使下游侧的轧辊nr2(nr2')稍微反转至张力辊rt5、rt6(rt7)的张力不作用于片状基板p的状态为止。藉此,片状基板p是以松弛的状态卡止于轧辊nr1与轧辊nr2(nr2')之间。其后,以使转筒dr的外周面于松弛的片状基板p的背面侧滑动的方式,以与运转时相同的速度旋转驱动转筒dr。
[0180]
于该情形时,通过片状基板p的背面侧与转筒dr的外周面摩擦,而有片状基板p受损、或产生尘埃(异物)的虞。于必须避免伤痕或尘埃的产生的情形时,可通过在转筒dr的外周面设置无数个微小的气体喷出孔,将压力气体供给至转筒dr的内部而自外周面的气体喷出孔喷出气体,使片状基板p的背面自转筒dr的外周面稍微浮起,而避免接触。又,亦可于在轧辊nr1与轧辊nr2(nr2')之间使片状基板p为松弛的状态之后,于转筒dr的外周面与片状基板p之间,于多个部位插入直径较小的辅助辊或刚性较高的单纯的圆杆,并以使片状基板p自转筒dr的外周面于径向上隔开的方式,使保持辊移动。
[0181]
〔关于搬送装置的变形例1〕
[0182]
于如图14所示的第3实施形态般,在曝光装置ex的上游侧或下游侧设置有储存装置bf1、bf2的情形时,于曝光装置ex的暂时停止的停止持续时间tcs变长,且储存装置bf1、bf2内的片状基板p的积存或清除达到极限的情形、或因处理装置pr1~pr5中任一者的严重的故障而必须紧急停止的情形时,使生产线全体的运转停止。于该情形时,于储存装置bf1、bf2内所积存的片状基板p是保持在例如图15所示的搬入侧的轧辊500a、500b与搬出侧的轧辊503a、503b之间被赋予既定的张力的状态地变为搬送停止状态。因此,于储存装置bf1的上游侧的处理装置pr2及下游侧的曝光装置ex的两者为运转停止时、或于储存装置bf2的下游侧的处理装置pr4及上游侧的曝光装置ex的两者为运转停止时,以不对储存装置bf1、bf2内的片状基板p赋予张力的方式,解放作为各轧辊的固定辊501a、501b、503a、503b的夹压、或使支持张力滚轮502a~502e的支持构件504向下方移动。
[0183]
〔关于其他处理装置的变形例1〕
[0184]
于如图14所示的第3实施形态般,曝光装置ex与执行前后的处理步骤的多个处理装置直列式地组合且以卷对卷方式对片状基板p进行处理的情形时,虽于图14中省略图示,但于如成膜处理装置pr2、显影处理装置pr4、蚀刻处理装置pr5般的片状基板p的湿式处理步骤之后,必需对片状基板p进行清洗、及干燥、加热的步骤。于干燥、加热步骤中,存在根据用于干燥的加热区域的搬送路径长度及片状基板p的搬送速度,而设定干燥(加热)时间的情形。于基于紧急停止的要求而使生产线全体的运转停止的情形、或使湿式处理装置(pr2、
pr4、pr5)中的任1者暂时停止的情形时,于随附于湿式处理装置的干燥、加热处理部中,亦使片状基板p的搬送停止。于紧急停止的情形时,由于至严重的故障被解放且能够再运转为止的时间较长,故而于干燥、加热处理部收到紧急停止的要求的时点,使加热用加热器的驱动或调温气体的吹送停止,而使加热区域降低至环境温度。
[0185]
另一方面,于湿式处理装置暂时停止的情形、且该停止持续时间相对较短的情形时,对加热用加热器的驱动或调温气体的吹送进行调整,并使于正常运转时所设定的加热区域的目标温度根据所预想的停止持续时间而降低。作为一例,于片状基板p为pet膜的情形时,其玻璃转移温度为110℃左右,但为了避免较大的伸缩,作为加热温度宜抑制至100℃左右。然而,若因暂时停止而于加热区域内跨及设定时间以上地使片状基板p暴露于100℃的温度下,则亦有片状基板p大幅变形的可能性。因此,于片状基板p的搬送暂时停止的停止持续时间较短时,使初始的目标温度100℃降低至例如70℃左右,于停止持续时间变长时,使初始的目标温度100℃降低至例如40℃左右。其原因在于,于停止持续时间较短的情形时,由于自片状基板p的搬送停止起至再次开始搬送为止的时间较短,故而若使加热区域的温度大幅降低,则要花费用于使加热区域再次返回至原来的目标温度的时间。
[0186]
如此,根据所预想的暂时停止的停止持续时间而改变湿式处理后的干燥、加热处理部的温度设定,藉此可自经过停止持续时间后的再运转时,重新开始原来的温度条件下的干燥、加热处理。而且,可抑制于暂时停止中对片状基板p赋予热性损伤。再者,亦可将于干燥、加热处理部的加热区域设定的目标温度,伴随所预想的停止持续时间的经过而动态地变更。例如,亦可以如下方式连续地或阶段性地使温度变化,即,于刚暂时停止后将目标温度暂时大幅降低之后,伴随停止持续时间的经过而逐渐提高目标温度,并于停止持续时间的结束时点,变为大致当初的目标温度。以此方式,能够一面抑制干燥、加热处理部中的消耗电力,一面以所预想的再运转的时序重新开始准确的温度设定下的处理,能够抑制生产性的降低。
[0187]
[第4实施形态]
[0188]
图18是表示第4实施形态的装置制造系统(卷对卷方式的流水生产线)的概略性外观的立体图,以先前的图14所说明的制造系统为基础,于工厂的地面上于作为片状基板p的搬送方向(长条方向)的x方向上排列成一行地设置基板供给单元30a、处理装置pr1、pr2、pr3、及基板回收单元30b。由于处理装置pr1、pr2、pr3的各者的内部的温度或空调状态(风量或湿度等状态)被个别地设定的情形较多,故而处理装置pr1、pr2、pr3分别收容于恰当的腔室内。
[0189]
安装于基板供给单元30a的2个供给卷筒fra、frb中的供给卷筒fra送出片状基板p,供给卷筒frb是卷绕有供接合于来自供给卷筒fra的片状基板p的终端附近的新的片状基板p的备用供给卷筒。基板供给单元30a具备例如如国际公开第2013/175882号说明书所揭示般的片状基板的切断机构、及于2个片状基板p中的一者接合另一片状基板的前端部的接合机构。回收经过处理装置pr1、pr2、pr3而处理的片状基板p的基板回收单元30b是具备与基板供给单元30a同样地构成的切断机构及接合机构,且使基板供给单元30a于xy面内(工厂的地面上)绕与z轴平行的轴线旋转180度而配置者。虽于图18中未图示,但于基板回收单元30b中亦可安装基板回收用的2个回收卷筒rra、rrb。如此,安装2个供给卷筒而添加片状基板以使其连续供给的基板供给单元30a、与安装2个回收卷筒而能够连续地回收片状基板
的基板回收单元30b可通过相同的机构实现的事实亦揭示于先前的国际公开第2013/175882号说明书。
[0190]
自基板供给单元30a搬出的片状基板p是于处理装置pr1中,受到片状基板p的表面的活化或清扫、静电去除的处理之后,被进给至处理装置(成膜处理装置)pr2。处理装置pr2是由以下构件所构成,即:模嘴涂布机方式的涂布部pr2a,其于片状基板p的表面以均匀的厚度涂布作为感光性功能层的光阻剂(液体);以及加热干燥部pr2b,其自所涂布的光阻剂使溶剂蒸发而使光阻剂硬化。加热干燥部pr2b亦具有对形成于片状基板p上的光阻剂层进行预烤的功能,且具备如对片状基板p跨及既定的时间地持续赋予较高的温度(100℃以下)般的搬送路径。自处理装置pr2的加热干燥部pr2b搬出的片状基板p是被进给至与图14同样地于搬送路径的上游侧及下游侧的各者配置储存装置bf1、bf2的包含曝光装置ex的处理装置pr3。储存装置bf1例如如图15所示般,具备多个张力滚轮502a~502e及多个固定辊501a~501d,并且具备用以将通过加热干燥部pr2b而加温的片状基板p冷却至常温(例如23℃)的调温机构。该调温机构可通过如下等构成而实现,即,于覆盖储存装置bf1的腔室内使被控制为常温的调温气体以既定的流量吹送(循环)的构成、朝向固定辊501a~501d(或张力滚轮502a~502e)自喷嘴喷射被控制了温度的调温气体的构成、或将搬入至储存装置bf1内的片状基板p最先接触的轧辊500a、500b控制为低于常温的温度的构成。
[0191]
通过了储存装置bf1的片状基板p(附有光阻剂)被搬入至曝光装置ex,与电子装置(显示面板用电路、电子零件安装用配线电路等)对应的图案被曝光至光阻剂层。曝光装置ex可由如图2、图17所示般的直接成像方式的图案描绘装置、使用平面遮罩或圆筒遮罩的近接方式或投影方式的曝光装置、使用dmd或slm等的无遮罩曝光机中的任一者构成。被进行曝光处理的片状基板p通过下游侧的储存装置bf2而进给至处理装置pr4。于曝光后的片状基板p上的光阻剂层,转印有与受到紫外线的照射的部分及未照射的部分对应的图案的潜像,但亦存在为了抑制该潜像的晕开而进行对片状基板p进行加热之后烘烤处理的情形。于该情形时,只要于收容储存装置bf2的腔室内设置电热加热器、红外线光源、温风喷射喷嘴等,对片状基板p进行加热即可。于本实施形态中,处理装置pr4是由以下构件所构成,即:显影处理部pr4a,其是于将片状基板p浸渍于显影液而使光阻剂层显影之后,进行纯水清洗;以及干燥处理部pr4b,其是自通过显影处理、清洗处理而润湿的片状基板p使水分蒸发。于通过处理装置pr4的干燥处理部pr4b而干燥的片状基板p的表面形成经图案化的抗蚀剂层,片状基板p于基板回收单元30b中被卷取至回收卷筒(rra、rrb中的任一者)。
[0192]
于通过图18的装置制造系统,在片状基板p上以减除方式(减法方式)形成电极图案或配线图案等的情形时,于卷于供给卷筒fra的片状基板p的表面,形成以铜(cu)、铝(al)、锌(zn)、氧化铟锡(ito)等为材料的导电性薄膜(导电层),并于处理装置pr2中,于该导电层的上涂布光阻剂层。虽于图18中,设为通过回收卷筒(rra、或rrb)卷取通过处理装置pr4而进行显影/干燥处理的片状基板p者,但理想为继而使片状基板p通过对导电层进行蚀刻处理的湿式的处理装置pr5(参照图14),并于进行干燥处理之后通过回收卷筒卷取。
[0193]
又,于通过图18的装置制造系统,在片状基板p上以加成方式(加法方式)形成电极图案或配线图案等的情形时,处理装置pr2于片状基板p的表面,作为感光性功能液,涂布如例如国际公开第2016/163525号说明书中所揭示般的感光性电镀还原剂(通过紫外线的照射而保护基(氟基)脱离而如将金属离子加以还原般的胺基露出的高分子材料)的溶液,并
使其干燥。处理装置pr3(曝光装置ex)进行对曝光量(光束强度)进行修正的程度的调整,并将与电子装置的电极或配线的图案对应的紫外线的曝光的光投射至片状基板p的感光性功能层。处理装置pr4是由以下构件所构成,即:第1电镀处理部,其使片状基板p的表面浸渍于无电解电镀用电镀液(例如,包含钯离子),而与电极或配线的图案的形状对应地使电镀核(钯)析出;第2电镀处理部,其于电镀核的上实施镍磷(nip)的无电解电镀;清洗部,其通过纯水对片状基板p进行清洗;以及干燥部,其对片状基板p进行干燥。于该情形时,于通过基板回收单元30b的回收卷筒而卷取的片状基板p的表面,形成nip的金属层的电极图案或配线图案。
[0194]
于本实施形态中,为了管理图18所示的装置制造系统的全体的状态、或处理装置pr1~pr4、基板供给单元30a、基板回收单元30b的各者的状态,而设置能够于工厂的地面上通过脚轮等而移动的控制支架rcu。控制支架rcu具备如下等构件:电脑(个人电脑等)lpc,其安装有关于与工厂的主电脑的数据通讯的软体、关于各个处理装置pr1~pr4、基板供给单元30a、基板回收单元30b等的控制或通讯的软体、关于装置制造系统全体的运转状态的监视/管理的软体等;输入装置rmd,其由输入指令或数据等的键盘或交换机构成;以及用于各种信息的显示或输入的触控面板式显示监视器dsp(例如32英吋的液晶或有机el的面板)。各种通讯是通过有线方式、无线方式中的至少一者而进行,宜设为如下构成:于各个处理装置pr1~pr4、基板供给单元30a、基板回收单元30b(以下亦总称为个别装置pr1~pr4、30a、30b)的各者的性能的确认操作、保养作业、或调整作业(校准动作)时,将设置于个别装置pr1~pr4、30a、30b的各者的腔室的正面(图18的-y方向侧的面)的连接器中的任1者与控制支架rcu(电脑lpc)由作业者通过手动而以有线方式连接,而进行各种通讯。其有助于减少成为保养作业或调整作业等重要的操作的对象的个别装置pr1~pr4、30a、30b的选择错误。
[0195]
又,于个别装置pr2~pr4、30a、30b的各者,亦可将用以显示其本身的运转状态或动作条件等、或控制运转状态的触控面板式显示监视器csp设置于腔室的正面。藉此,即便于因工厂的主电脑、控制支架rcu的电脑lpc的故障、或通讯环境的故障等,而经由控制支架rcu的装置制造系统的管理或控制下降的情形时,亦可通过经由显示监视器csp而由作业者个别地控制个别装置pr2~pr4、30a、30b的各者,而使装置制造系统的运转尽可能持续。
[0196]
代替于个别装置pr2~pr4、30a、30b的各者的腔室外壁,设置触控面板式显示监视器csp,而设为如代替显示监视器csp可装卸地设置可携式输入板终端机器(具有触控面板式显示监视器)般的构成,亦可设为将1台输入板终端机器安装于个别装置pr2~pr4、30a、30b中的必须进行监视或操作的装置的腔室外壁。于该情形时,输入板终端机器自动识别安装于个别装置pr2~pr4、30a、30b中的哪一个,并与组入于被安装输入板终端机器的个别装置的控制用电脑进行通讯而共享各种控制信息,并且提取并存储关于安装输入板终端机器的个别装置的运转状态的信息。又,输入板终端机器是构成为亦能够与控制支架rcu的电脑lpc进行通讯,亦可设为将电脑lpc设为主电脑,将输入板终端机器设为从属电脑,而进行安装输入板终端机器的个别装置pr2~pr4、30a、30b中的任1者的控制、例如控制伴随停止动作等的校正作业或维护作业(图12的停止中的作业)等的动作。藉此,亦可由作业者一面于被进行校正作业或维护作业的个别装置pr2~pr4、30a、30b中的任一者的腔室之前,经由确认用窗或打开的门而对内部进行确认,一面对输入板终端机器进行操作。再者,输入板终端
机器一旦确立了与成为对象的个别装置pr2~pr4、30a、30b中的任1者的通讯链路(连接),则亦可自腔室外壁卸除而于身边进行操作。
[0197]
图19是表示通过用以对图18的制造系统的全体的运转状态进行监视或管理的软体,而显示于图18中的控制支架rcu的显示监视器dsp、安装于腔室外壁的显示监视器csp、或输入板终端机器的显示监视器的显示画面的一例。于图19中,将横轴设为时间,并将关于运转中的处理装置pr2~pr4、储存装置30a、30b的各者的于当前时刻的运转状况、较当前时刻更早前的运转状况(过去状态)、及自当前时刻至此后的既定时间为止的可预想的运转状况的状态信息以图形的方式于纵方向上排列地显示。再者,虽于图19的显示画面中未呈现,但通过将画面的右端的上下卷轴(scroll bar)scb向上操作,于处理装置pr2的上可同样地显示处理装置pr1的状态信息。于画面的上方,时间轴带400以分钟单位(或30秒单位)显示,于时间轴带400上显示表示当前时刻的标识402。于画面的左上端的框404内,亦以数值记载当前时刻。框404内的当前时刻被即时地更新显示,并且处理装置pr2~pr4、储存装置30a、30b的各者的状态信息亦被即时地更新并显示。因此,于不将标识402的位置于时间轴带400上于横方向上拖曳的情形时,时间轴带400所显示的时间轴记载(时间标度)、及装置pr2~pr4、30a、30b的各者的状态信息于画面内向左方向即时地逐次位移。
[0198]
又,若拖曳标识402而使其于时间轴带400上滑动至最右端,则当前时刻变为最右端,时间轴带400的时间轴记载(时间标度)、及装置pr2~pr4、30a、30b的各者的状态信息全部设为过去状态且即时地更新显示。进一步,画面的最下端的左右卷轴scb于图19中是靠近最右侧,但若使左右卷轴scb逐渐向左侧滑动,则时间轴带400的时间轴记载(时间标度)、及装置pr2~pr4、30a、30b的各者的状态信息于画面内向左方向即时地位移,且显示较当前时刻更以后的时间带的可预想的状态信息。于画面的左下端,显示将时间轴(时间标度)缩小至1/2倍、1/4倍的缩小按钮405a、及将时间轴(时间标度)放大至2倍、4倍的放大按钮405b。作为处理装置pr2~pr4的各者的状态信息,显示与通过该处理装置的片状基板p的搬送速度对应的线图(速度曲线图)vpp2、vpp3、vpp4(于汇总称呼的情形时设为vpp)、及表示处理装置内的处理进行状况的条形图(进行图)410a、410b(于汇总称呼的情形时设为410)。进行图410a是以例如较深的蓝色表示当前时刻以前的状况,进行图410b是以例如较浅的淡蓝色表示当前时刻以后的可预想的状况,于因故障等而装置运转紧急停止的情形时变为例如红色。
[0199]
于与处理装置pr2~pr4的各者对应的速度曲线图vpp2、vpp3、vpp4及进行图410a、410b的左侧,显示能够使于速度曲线图vpp2、vpp3、vpp4中当前时刻的片状基板p的搬送速度的自基准值的增减一目了然的条形图(速度变动图)406。搬送速度的基准值(基准速度)是于图18的制造系统中自供给卷筒fra卷出且通过回收卷筒rr卷取的期间内所设定的片状基板p的标准搬送速度。于处理装置pr1~pr4的中,片状基板p的搬送速度设定得较低者是进行图案化处理的处理装置pr3(曝光装置ex)。
[0200]
虽亦根据曝光装置的方式而不同,但作为一例,于如图2~图5所示般的聚焦扫描方式的直接成像曝光装置的情形时,根据聚焦光的尺寸或解析度(图案数据上的最小像素尺寸)、聚焦光的多重扫描次数等,基准速度被设定为10~50mm/秒左右的范围。于使用圆筒遮罩的近接(接近)方式、或投影(projection)方式的曝光装置中,根据光源的倍率(照明光的照度),作为基准速度被设定为20~100mm/秒左右的范围。速度变动图406是于通过处理
装置pr1~pr4的各者的片状基板p的搬送速度为基准速度时使箭头状的标识显示于上下方向的中间位置,于搬送速度较基准速度更增加时,使箭头状的标识显示于较中间位置更靠上方。速度变动图406中的速度变动的显示范围(%)可根据于处理装置pr1~pr4的各者中能够调整、或可指定的速度变化而设定,例如相对于基准速度变为
±
5%~
±
15%左右。
[0201]
作为关于储存装置bf1、bf2的各者的状态信息,显示表示可伴随时间轴而于最小储存长度(下限值)与最大储存长度(上限值)之间变化的片状基板p的储存长度的状态的线图(储存长度变化曲线图)acc1、acc2。又,于储存长度变化曲线图acc1、acc2的各者的左侧,显示条形图(实际储存长度图)408,该条形图(实际储存长度图)408能够以图形的方式使储存于储存装置bf1、bf2的各者的当前时刻的片状基板p的实际储存长度的于能够储存范围内的比例一目了然。再者,于储存长度变化曲线图acc1、acc2的各者中,亦显示表示能够储存范围的一半的储存长度的标准线。
[0202]
于如以上般的显示画面中,此处以插入至表示处理装置pr2、pr3、pr4的各者的处理进行状况的进行图410(410a、410b)及速度曲线图vpp(vpp2、vpp3、vpp4)的方式,显示表示装置的暂时停止的期间的停止显示tstp。停止显示tstp是对例如利用图6、图12所说明的装置的运转中断或暂时停止的停止要求信息进行回复而生成,且以可预想计算的停止持续时间tcs的时间长度显示。通过作业者视认该停止显示tstp、或储存装置bf1、bf2的储存长度的状况,可直观地掌握不仅过去而且自当前时刻至以后的固定时间为止的将来的停止预想或片状基板p的搬送状况、即作为生产线的运转状况。
[0203]
以下,针对具体的显示例,参照图19所示的显示监视器dsp(或csp)的画面显示进行说明。于图19所示的自较当前时刻约12分钟前的时刻(14时10分左右)起至当前时刻为止的期间内,根据速度曲线图vpp2及进行图410a,可知处理装置pr2一面以基准速度搬送片状基板p,一面不停止地连续进行处理。同样地,于该期间内,根据速度曲线图vpp3及进行图410a,可知处理装置pr3亦一面以基准速度搬送片状基板p,一面不停止地连续进行处理。另一方面,关于承担显影干燥步骤的处理装置pr4,如速度曲线图vpp4及进行图410a所示般,从自当前时刻大致10分钟之前的时刻tt1(14时12分左右)起至时刻tt2(14时19分左右)为止的期间内插入显示有停止显示tstp,可知将片状基板p的搬送暂时停止(将搬送速度设定为零)且中断处理。于图19的情形时,处理装置pr4的暂时停止(tstp)的停止持续时间tcs为约7分钟。
[0204]
处理装置pr4于时刻tt1~tt2的期间内暂时停止是于较时刻tt1进一步以前被预测到。因此,设置于处理装置pr3与处理装置pr4之间的储存装置bf2是为了能够于处理装置pr4的停止期间(tt1~tt2)内确实地储存自处理装置pr3以基准速度送出的片状基板p的长度量,而如储存长度变化曲线图acc2所示般调整为于时刻tt1的时点储存长度充分地降低的状态。又,处理装置pr3的上游侧的承担涂布干燥步骤的处理装置pr2是被预想到跨及自较当前时刻进一步约9分钟后的时刻tt3(14时31分左右)至时刻tt4(14时34分左右)之间的约3分钟,而如停止显示tstp般暂时停止。该情况是作为于自当前时刻起贴近的以后发生的事件,而于显示监视器dsp(csp)的显示画面的下部显示为警告(alert)。为了即便于处理装置pr2的时刻tt3~tt4的停止期间内,亦使下游的处理装置pr3的运转持续,储存装置bf1是如储存长度变化曲线图acc1所示般,于到达至时刻tt3之前被调整为于停止期间(tt3~tt4)内具有朝向处理装置pr3将片状基板p以基准速度送出的程度的储存长度。
[0205]
接着,若设为至时刻tt1为止通过处理装置pr4的片状基板p以基准速度被搬送者,则于时刻tt1~tt2的停止期间内,由于搬入至处理装置pr4的片状基板p的搬送速度为零,故而自处理装置pr3以基准速度送出的片状基板p以固定的时间比率的长度被逐次储存至储存装置bf1。若于时刻tt2,处理装置pr4再运转且变为能够搬送片状基板p的状态,则为了使储存于储存装置bf2的片状基板p减少至一半左右的储存长度,处理装置pr4对至时刻tt1为止的处理条件进行修正,于自时刻tt2至时刻tt5(14时39分左右)的期间内将片状基板p一面以较基准速度更快的速度进给,一面执行显影干燥步骤。于该情形时,由于处理装置pr4是通过片状基板p与显影液的浸渍时间而管理显影品质,且片状基板p的搬送速度被设定为较基准速度更快,故而可通过将作为处理条件的片状基板p与显影液的浸渍长度调整为稍长,而保持为与时刻tt1以前相同的显影品质。如此,作为可对处理条件(显影条件)简单地进行调整且用以容易地保持显影品质的显影处理部pr4a,例如可使用日本专利特开2016-075790号公报、日本专利特开2016-219744号公报所揭示的湿式处理装置。若使用此处所揭示的湿式处理装置,则不仅片状基板p的搬送速度或与显影液的接触长度(浸渍长度)的调整变得容易,而且能够降低显影液的使用量,因此显影液的温度管理或浓度管理变得容易。
[0206]
以此方式,处理装置pr4是于时刻tt2~tt5的期间内,将片状基板p一面以较基准速度更快的速度进给,一面实施显影干燥步骤,但伴随于此,储存于储存装置bf2的片状基板p如储存长度变化曲线图acc2所示般使储存长度逐渐降低,于时刻tt5变为一半左右的储存长度。若变为时刻tt5,则如速度曲线图vpp4所示般,处理装置pr4使片状基板p的搬送速度逐渐降低,于时刻tt6(14时45分左右)设定为基准速度。于此期间内,处理装置pr4根据片状基板p的搬送速度的降低而一面逐渐缩短片状基板p与显影液的浸渍长度,一面持续进行显影干燥步骤。
[0207]
另一方面,于时刻tt2~tt5的间的时刻tt3~tt4内,承担涂布干燥步骤的处理装置pr2跨及约3分钟地暂时停止。因此,储存装置bf1是于时刻tt3~tt4的期间内,将所储存的片状基板p以基准速度朝向处理装置pr3送出,如储存长度变化曲线图acc1所示般,储存装置bf1的储存长度以由处理装置pr2的时刻tt3~tt4的时间(停止持续时间tcs)与基准速度的乘积所决定的片状基板p的长度量逐渐减少。于时刻tt4以后,如速度图vpp2所示般,处理装置pr2将片状基板p再次以基准速度搬送。于时刻tt6以后,至时刻tt7(15时01分左右)为止,处理装置pr2、pr3、pr4的各者一面将片状基板p以基准速度搬送,一面逐渐执行各自的处理。若变为时刻tt7,则开始为被预测(预定)为下一事件的处理装置pr3的暂时停止所准备的准备动作。处理装置pr3的暂时停止是作为处理装置pr3的今后的进行图410b中的自时刻tt9至时刻tt10(15时30分左右)之间的约5分钟的暂时停止而通过停止显示tstp显示。于本实施形态中,设为于较当前时刻进一步以前的时点,产生表示处理装置pr3必须进行约5分钟的暂时停止的主旨的停止要求信息,基于该停止要求信息,并基于主电脑或图18的控制支架rcu的电脑lpc等的模拟(使用与利用图12所说明的曝光装置中的基于暂时停止的作业因素的参数设定等相同的程式的预测计算),而将开始该暂时停止的时序设定为时刻tt9。
[0208]
再者,于在当前时刻,处理装置pr3未产生停止要求信息的情形时,时刻tt7以后的速度曲线图vpp2、vpp3、vpp4的各者被记载为继而以基准速度推移,储存装置bf1、bf2的各
者的储存长度变化曲线图acc1、acc2的各者被记载为保持时刻tt5的储存长度的状态推移。显示监视器dsp(csp)的如图19般的画面显示例如被设定为于每1秒(或每数秒)的更新循环中大致即时地被更新。因此,较当前时刻更早的进行图410b或速度曲线图vpp是根据基于接收到的停止要求信息的模拟的结果,通过更新循环而逐次覆写。
[0209]
若基于图19所示的处理装置pr2~pr4及储存装置bf1、bf2的各者的于时刻tt7的状态信息,则若于时刻tt9,处理装置pr3的运转(片状基板p的搬送)暂时停止,则判断为于处理装置pr3的上游侧的储存装置bf1中应储存的片状基板p的储存长度超过能够储存极限(上限长度),于自时刻tt7至时刻tt8(15时07分左右)为止的约6分钟内,使通过处理装置pr2的片状基板p的搬送速度自基准速度起逐渐降低。处理装置pr2根据该搬送速度的降低而逐渐调整自模嘴涂布机方式的涂布头供给的光阻剂的量、或涂布头与片状基板p的间隔(间隙),以光阻剂的涂布厚度的变动被维持于容许范围内的方式进行控制。藉此,储存装置bf1中的片状基板p的储存长度逐渐减少,于时刻tt9的时点成为接近于下限长度的储存长度。
[0210]
又,若于时刻tt9处理装置pr3的运转(片状基板p的搬送)暂时停止,则判断为于处理装置pr3的下游侧的储存装置bf2中储存的片状基板p的储存长度小于能够储存的下限长度(最短长度),于自时刻tt7至时刻tt8(15时07分左右)为止的约6分钟内,使通过处理装置pr4的片状基板p的搬送速度自基准速度起逐渐降低。处理装置pr4根据该搬送速度的降低而以使作为处理条件的片状基板p与显影液的于搬送方向上的接液长度(浸渍长度)逐渐缩短的方式进行调整,以维持固定的显影品质的方式进行控制。藉此,储存装置bf2中的片状基板p的储存长度是自大致一半的状态起逐渐增加,于时刻tt9的时点成为接近于上限长度的值。
[0211]
如速度曲线图vpp3所示,处理装置pr3中的片状基板p的搬送速度于时刻tt9自基准速度变为零,且跨及至时刻tt10为止的约5分钟而处理装置pr3的运转暂时停止,于此期间内,处理装置pr2、pr4中的任一者均一面以较基准速度更慢的速度搬送片状基板p,一面持续进行各自的处理。通过处理装置pr3的运转停止,而储存装置bf1跨及对应于速度曲线图vpp2中的时刻tt9的片状基板p的搬送速度与处理装置pr3的停止持续时间tcs的乘积的长度,储存自处理装置pr2进给而来的片状基板p。于图19的例中,于时刻tt10,于储存装置bf1中,储存片状基板p至能够储存的最大长度的一半左右的长度为止。又,储存装置bf2是跨及对应于速度曲线图vpp4中的时刻tt9的片状基板p的搬送速度与处理装置pr3的停止持续时间tcs的乘积的长度,将储存至接近于上限长度的片状基板p以较基准速度更慢的速度朝向处理装置pr4送出。于图19的例中,于时刻tt10,储存装置bf2送出片状基板p直至变为能够储存的最大长度的一半左右的长度为止。
[0212]
于时刻tt10,若处理装置pr3的运转被重新开始,片状基板p再次开始以基准速度被搬送,则跨及自时刻tt10至时刻tt11(15时36分左右)的约6分钟,处理装置pr2、pr4的各者以使片状基板p的搬送速度逐渐返回(提高)至基准速度的方式进行控制。因此,于时刻tt10~tt11的期间内,于储存装置bf1、bf2的各者,储存相对于时刻tt10的时点的储存长度稍长的片状基板p。
[0213]
如以上般,于本实施形态中,为了使处理装置pr1~pr4、储存装置bf1、bf2的各者中的片状基板p的处理状态、搬送状态、储存状态等以图形的方式即时地显示,可通过利用
主电脑或图18的控制支架rcu的电脑lpc等的模拟而确认能够实现作为可预想的将来事件的装置运转停止、或者对比运转停止中的装置与其他运转中的装置的状况而直观得确认生产线全体的运转状况。
[0214]
再者,相对于当前时刻而作为将来的事件的处理装置pr2或处理装置pr3的停止显示tstp的开始时刻可通过在如最快地转变为暂时停止般的条件下的模拟而决定。因此,根据装置,亦存在宜使暂时停止的开始时刻较于画面中通过模拟结果而显示的停止显示tstp更迟的情形。于此种情形时,作业者可通过一面触摸作为模拟结果而显示的停止显示tstp一面向时间轴上的后方滑动、或利用滑鼠指标进行拖曳等操作,而于能够设定的范围内使停止显示tstp向后方偏移。又,于图19中,于时刻tt6至时刻tt7的期间内,于任一处理装置pr2~pr4中均将片状基板p以基准速度搬送,且于任一储存装置bf1、bf2中片状基板p的储存长度均不增减而大致稳定。于此种情形时,为于时刻tt9的处理装置pr3的运转停止做准备,亦可不将其他处理装置pr2、pr4的片状基板p的搬送速度的变更(降低)时序设为时刻tt9的约25分钟前的时刻tt7(当初的准备开始时刻),而是提前至时刻tt6、tt5、tt4、或其等之间的时刻中的任一者。即,亦可有意图地较长地设定自作为模拟后所获得的当初的时间的图19中的时刻tt7至时刻tt9(停止开始)之间的当初的准备时间的约25分钟。于该设定时,将于显示于显示监视器dsp(csp)的显示画面上的时刻tt7的位置显示的虚线向左侧(时间轴上的当前时刻的方向)拖曳。于如此使时刻tt7进行时间平移的情形时,主电脑或图18的控制支架rcu的电脑lpc等对时刻tt7以后的状态信息再次进行模拟,并将其结果更新显示于显示监视器dsp(csp)。又,并不限于如图18般的具有4个处理装置pr1~pr4及2个储存装置bf1、bf2的中规模或大规模的制造系统,于设置2个处理装置及1个储存装置的最小的制造系统中,亦能够通过如图19所示般的显示监视器dsp(csp)进行同样的制造管理(搬送管理)。
[0215]
以上,根据本实施形态,设置一种显示监视器,该显示监视器是作为对装置制造系统进行监视或管理的控制装置的接口装置而设置,该装置制造系统具备使长条的片状基板(p)于长条方向上依序通过并实施互不相同的处理的多个处理装置(pr1~pr4)、及于片状基板的搬送方向上设置于多个处理装置的任一者的上游侧或下游侧且可能将片状基板于长条方向上跨及既定的长度地储存的储存装置,且于基于关于多个处理装置的各者中的片状基板的搬送速度的信息、及关于储存装置中的片状基板的储存长度的信息,使多个处理装置中的至少1者暂时停止的情形时,将调整搬送速度时的片状基板的速度变化的状态及与速度变化对应的储存长度的变化的状态,与时间轴一并以图形的方式显示,藉此,可直观地视认装置制造系统的各个处理装置的包含暂时停止状态的运转状况、及片状基板的搬送状况,可谋求生产管理的效率化。再者,于将图18所示的自基板供给单元30a至基板回收单元30b为止的一连串的制造系统设置于工厂内的多个生产通道的各者的情形时,亦可通过使图18所示的可携式控制支架rcu移动至各通道的附近,而自动识别该通道,并使与该通道的制造系统对应的状态信息等显示于显示监视器dsp上。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。