1.本发明涉及冶金技术领域,更具体地说,特别涉及一种小方坯连铸机二冷段配水操作方法。
背景技术:
2.随着当今市场对钢材需求的日益增加,钢铁企业对连铸机生产质量的稳定性和生产持续性所带来的高产、稳产诉求越来越高,而对于连铸机生产来讲,提高连铸机铸坯质量,保障连铸机生产稳定性,改善二冷段配水,二冷段的喷淋角度、雾化效果实现铸坯质量的提升、高产、稳产的发展趋势。目前炼钢厂处在提产、稳产阶段,经常出现因节奏原因导致的拉速波动,而拉速波动时,二冷配水量在自动状态下不能满足铸坯冷却的需求,容易造成漏钢、铸坯裂纹、铸坯偏析等生产质量事故。
技术实现要素:
3.本发明的目的在于提供一种小方坯连铸机二冷段配水操作方法。
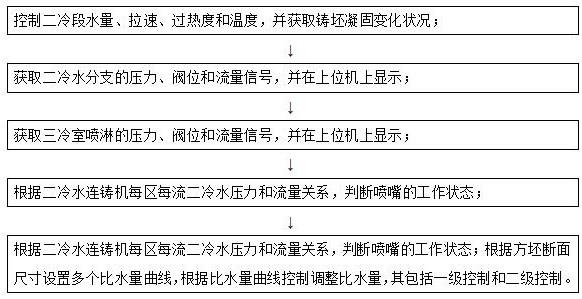
4.为了达到上述目的,本发明采用的技术方案如下:一种小方坯连铸机二冷段配水操作方法,包括以下步骤:控制二冷段水量、拉速、过热度和温度,并获取铸坯凝固变化状况;获取二冷水分支的压力、阀位和流量信号,并在上位机上显示;获取三冷室喷淋的压力、阀位和流量信号,并在上位机上显示;根据二冷水连铸机每区每流二冷水压力和流量关系,判断喷嘴的工作状态;根据方坯断面尺寸设置多个比水量曲线,根据比水量曲线控制调整比水量,其包括一级控制和二级控制。
5.优选地,多个所述比水量曲线均≥1.2比水量,比水量系数是指冷却水量与单位重量钢水之比,单位以l/kg表示。
6.优选地,所述一级控制的具体数值如下:足辊段:拉速<0.4 m/min时,q=0.5;拉速≥0.4m/min,<2.5 m/min时,q=k(1.39v 7.84) m3/h;拉速≥2.5m/min时,q=k(1.01v2-0.34v 5.87) m3/h;喷淋一段:拉速<0.6m/min时,q=0.5;拉速≥0.6 m/min,<2.5 m/min时,q=k(4.07v 4.16)m3/h;拉速≥2.5 m/min时,q=k(1.28v2-0.44v 7.44)m3/h;喷淋二段:拉速<0.8m/min时,q=0.5;拉速≥0.8 m/min,<2.5 m/min时;q=k(2.07v 4.16)m3/h;拉速≥2.5 m/min时,q=k(0.54v2-0.18v 3.13)m3/h;喷淋三段:拉速<1.0m/min时,q=0.5;拉速≥0.8 m/min,<2.5m/min时,q=k(1.56v-0.12)m3/h;拉速≥2.5m/min时,q=k(0.34v2-0.11v 1.96)m3/h;喷淋四段:拉速<2.0m/min时,q=0.5;拉速≥2.0 m/min,<2.5m/min时,q=k(0.93v-0.06)m3/h;拉速≥2.5 m/min时,q=k(0.20v2-0.07v 1.17)m3/h;上述公式中的k值默认为“1.0”,可根据浇铸状态进行微调,调节范围0.5≤k≤
1.5,每次k值可以以0.1为单位进行调节。
7.优选地,所述二级控制具体如下:q=k1[(1 k)(av^2 bv c)δ];k1是整体调节参数,可根据现场浇铸情况进行调节,默认值为
ꢀ“
1.0”,调节范围0.5-1.5;k为过热度系数,正常浇铸过热度≤30时,其值为0,30<过热度≤40时,其值为0.1,过热度>40时,其值为0.2。
[0008]
δ是二冷水系数,设定二冷水水温正常是30
°
,将现场二冷水温度数值读取过来,将该数据减30,-5到5的范围取1,若大于5取1.004,若大于5取1.004,大于10取1.008,大于15取1.012,<-5取0.996,<-10取0.992,<-15取0.988;a、b、c为可调整的比水量系数;v为拉坯速度;q是比水量。
[0009]
优选地,在二冷分支管上安装压力变送器、调节阀和流量计用于检测各分支管的压力、阀位和流量信号。
[0010]
优选地,将二冷室各区的喷淋管与支架连接方式改为可调节连接,实现喷淋条的对中和角度调整。
[0011]
优选地,所述喷嘴的工作状态以颜色形式显示在上位机的操作界面上,通过设置时间、流号和区号,在每次检修对喷嘴类型或者水系统进行更换和升级后,对模型进行训练和校准。
[0012]
一种配水控制系统,包括处理器和存储器,其中,处理器通过读取存储器中存储的可执行程序代码来运行与可执行程序代码对应的程序,以用于实现如权利要求1至7中任一项所述的小方坯连铸机二冷段配水操作方法。
[0013]
与现有技术相比,本发明的优点在于:本发明通过改变二冷段配水方法,工控画面进行了可视化的显示,喷嘴阻塞报警及时发现可能出现的喷嘴堵塞、漏水和喷嘴安装错误等情况,及时预警连铸进行相关问题排查,减少因为喷嘴堵塞造成的质量损失,让二冷段的喷嘴,雾化效果、喷射角度、配水量均达到了最优状态,解决铸坯脱方、铸坯偏析、铸坯裂纹等质量事故。
附图说明
[0014]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0015]
图1是本发明一种小方坯连铸机二冷段配水操作方法的流程图。
具体实施方式
[0016]
下面结合附图对本发明的优选实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
[0017]
参阅图1所示,本发明提供一种小方坯连铸机二冷段配水操作方法,包括以下步骤:控制二冷段水量、拉速、过热度和温度,并获取铸坯凝固变化状况;获取二冷水分支的压力、阀位和流量信号,并在上位机上显示;获取三冷室喷淋的压力、阀位和流量信号,并在上
位机上显示;根据二冷水连铸机每区每流二冷水压力和流量关系,判断喷嘴的工作状态;根据方坯断面尺寸设置多个比水量曲线,根据比水量曲线控制调整比水量,其包括一级控制和二级控制。
[0018]
实施例一本实施例中,方坯断面设计有四种断面,其中主断面为165
×
165mm方坯断面,每种断面设计10条比水量曲线,比从1#曲线、2#曲线、3#曲线、4#曲线
……
10#曲线,目前各条曲线对应如下:1#曲线对应1.2比水量,2#曲线对应1.4比水量,3#曲线对应1.6比水量,其他7条曲线(4#曲线
……
10#曲线)可根据生产需要进行比水量调整。
[0019]
现以1#曲线1.2比水量为例,采用一级控制,所述一级控制的具体数值如下:足辊段:拉速<0.4 m/min时,q=0.5;拉速≥0.4m/min,<2.5 m/min时,q=k(1.39v 7.84) m3/h;拉速≥2.5m/min时,q=k(1.01v2-0.34v 5.87) m3/h;喷淋一段:拉速<0.6m/min时,q=0.5;拉速≥0.6 m/min,<2.5 m/min时,q=k(4.07v 4.16)m3/h;拉速≥2.5 m/min时,q=k(1.28v2-0.44v 7.44)m3/h;喷淋二段:拉速<0.8m/min时,q=0.5;拉速≥0.8 m/min,<2.5 m/min时;q=k(2.07v 4.16)m3/h;拉速≥2.5 m/min时,q=k(0.54v2-0.18v 3.13)m3/h;喷淋三段:拉速<1.0m/min时,q=0.5;拉速≥0.8 m/min,<2.5m/min时,q=k(1.56v-0.12)m3/h;拉速≥2.5m/min时,q=k(0.34v2-0.11v 1.96)m3/h;喷淋四段:拉速<2.0m/min时,q=0.5;拉速≥2.0 m/min,<2.5m/min时,q=k(0.93v-0.06)m3/h;拉速≥2.5 m/min时,q=k(0.20v2-0.07v 1.17)m3/h;上述公式中的k值默认为“1.0”,可根据浇铸状态进行微调,调节范围0.5≤k≤1.5,每次k值可以以0.1为单位进行调节。
[0020]
以1#曲线1.2比水量为例,采用二级控制,所述二级控制具体如下:q=k1[(1 k)(av^2 bv c)δ];k1是整体调节参数,可根据现场浇铸情况进行调节,默认值为
ꢀ“
1.0”,调节范围0.5-1.5;k为过热度系数,正常浇铸过热度≤30时,其值为0,30<过热度≤40时,其值为0.1,过热度>40时,其值为0.2。
[0021]
δ是二冷水系数,设定二冷水水温正常是30
°
,将现场二冷水温度数值读取过来,将该数据减30,-5到5的范围取1,若大于5取1.004,若大于5取1.004,大于10取1.008,大于15取1.012,<-5取0.996,<-10取0.992,<-15取0.988;a、b、c为可调整的比水量系数;v为拉坯速度;q是比水量。
[0022]
举例说明:已知铸坯的断面为150mm
×
150mm,铸坯的比重为7.6t/m
³
,拉速为1.4m/min,二冷却水的耗水量为27ol/min,该铸机二冷区的比水量系数为:g=q/(fvv)=270/(0.15
×
0.15
×
1.4
×
7.6
×
108)=1.13l/kg;已知铸坯断面120mm
×
120mm,拉速v.=2.8m/min,铸坯比重p为7.8t/m
³
,二冷水总量w=800l/min;该拉速下的比水量系数为:w/(abv
×
p)=800
÷
(0.12
×
0.12
×
2.8
×
7.8
×
1000)=0.25l/kg。
[0023]
实施例二在二冷分支管上安装压力变送器、调节阀和流量计用于检测各分支管的压力、阀
位和流量信号,其中信号通过有线或者无线传输给上位机,并且信号数据通过表格或者图像形式进行显示,便于工作人员查看。
[0024]
实施例三由于铸坯由结晶器铜管拉出后,经过二冷扇形段,如果二冷喷淋管与支架之间固定,在二冷室内铸坯出现跑偏后,易导致铸坯冷却不均,产生鼓肚、脱方等外观缺陷;本实施例中,通过将二冷室各区的喷淋管与支架连接方式改为可调节连接,实现喷淋条的对中和角度调整,可以使铸坯冷却更均匀;其中,喷淋管与支架连接方式为螺栓连接方式,通过调整螺栓的拧入深度可以调整喷淋管的位置。
[0025]
实施例四所述喷嘴的工作状态以颜色形式显示在上位机的操作界面上,方便工作人员浏览各区各流当前的喷嘴堵塞预警情况,通过颜色来分辨出当前喷嘴处于何种状态,通过设置时间、流号和区号,在每次检修对喷嘴类型或者水系统进行更换和升级后,对模型进行训练和校准,通过查看报警记录、训练记录、实时数据和拟合曲线,方便用户通过复盘来分析问题。
[0026]
一种配水控制系统,包括处理器和存储器,其中,处理器通过读取存储器中存储的可执行程序代码来运行与可执行程序代码对应的程序,以用于实现上述小方坯连铸机二冷段配水操作方法。
[0027]
虽然结合附图描述了本发明的实施方式,但是专利所有者可以在所附权利要求的范围之内做出各种变形或修改,只要不超过本发明的权利要求所描述的保护范围,都应当在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
