1.本发明涉及一种气泡膜技术领域,尤其涉及一种高填充高透光性生物可降解气泡膜及其制备方法。
背景技术:
2.气泡膜又被称为气泡垫,由两层或两层以上的塑料膜在熔融状态下热粘而成,中间层有多个小孔气泡,材料具有良好的弹性、透明性,具备良好的隔音、保温、减震性能,多用于家用电器、精密仪器、工艺品等用品的包装防护领域。
3.目前电商发展迅速,带动了物流行业的订单量迅速上升,发泡塑料板因其易碎、泡沫难回收等缺点逐渐被气泡袋所替代,而传统气泡袋是由不可降解塑料聚乙烯(pe)制备而成,大量的快递塑料垃圾散落在环境中,不可降解的塑料制品给环境带来了巨大的压力,而pbat、聚乳酸等生物可降解材料被认为是一种不可降解塑料的优良替代品,其在自然环境中的降解速率要远高于pe、pp、ps等传统塑料。
4.因pbat、聚乳酸等生物可降解材料的售价远高于聚乙烯,为减小二者之间的价格差距,可在树脂中增加无机物填充,可降低成本,但同时也降低了气泡袋的透光度,因pbat树脂中含有较多无机填充物,熔体与金属辊之间的粘附力会大大降低,两层气泡膜之间无法粘结上,导致气泡膜上的气泡点稍微受到挤压即漏气,这些缺点都限制了生物可降解树脂在气泡袋领域的应用。
5.为此,我们提供了一种高填充高透光性生物可降解气泡膜及其制备方法以此解决上述技术问题。
技术实现要素:
6.本发明的目的在于提供一种高填充高透光性生物可降解气泡膜及其制备方法,解决了现有技术中树脂中增加无机物填充,可降低成本,但同时也降低了气泡袋的透光度,因pbat树脂中含有较多无机填充物,熔体与金属辊之间的粘附力会大大降低,两层气泡膜之间无法粘结上,导致气泡膜上的气泡点稍微受到挤压即漏气的问题。
7.本发明采用的技术方案如下:一种高填充高透光性生物可降解气泡膜,由下列重量份数的原料组成:pbat45-70份,聚乳酸4-12份,聚己内酯3-8份,无机填料20-40份,增塑剂0.5-2份,抗氧剂0.2-1份,扩链剂0.2-1份。
8.进一步地,所述聚乳酸的结构类型为左旋聚乳酸、右旋聚乳酸或消旋聚乳酸中的一种。
9.进一步地,所述无机填料的目数≥3000目,所述无机填料为沉淀硫酸钡、元明粉或硅微粉的一种。
10.进一步地,所述增塑剂为甘油、环氧大豆油、柠檬酸三丁酯、柠檬酸三辛酯、乙酰柠檬酸三丁酯的一种。
11.进一步地,所述抗氧剂为茶多酚、植酸、抗氧剂1076、抗氧剂1010或抗氧剂168的一种。
12.进一步地,所述扩链剂为adr-4468、adr-4370、adr-4368的一种。
13.本发明还提供一种高填充高透光性生物可降解气泡膜的制备方法,包含以下步骤:s1:将pbat,聚乳酸真空干燥2-12h,干燥温度60-100℃,将聚己内酯真空干燥2-12h,干燥温度30-80℃,将无机填料真空干燥2-12h,干燥温度60-150℃;s2:称取干燥后pbat、聚乳酸、聚己内酯、无机填料,再按照配比称取增塑剂、抗氧剂、扩链剂置于高速混合机中高速混合;s3:将混合好的物料置于双螺杆挤出机中熔融共混,挤出造粒,得到共混粒料;s4:将得到的共混粒料放入气泡膜流延机中挤出,熔体通过模头流延至气泡膜专用多孔辊上,牵引,调节辊的吸力,收卷最终得到高填充高透光性生物可降解气泡膜。
14.进一步地,所述步骤s2中高速混合机中高速混合时间为5-10min,转速保持在300-1000rpm。
15.进一步地,所述步骤s3中双螺杆挤出机的挤出温度140-220℃,模头温度130-210℃,螺杆转速150-400rpm。
16.进一步地,所述步骤s4中气泡膜流延机的挤出温度160-210℃,模头温度180-220℃,螺杆转速50-200rpm。
17.本发明的有益效果是:1、与传统pe气泡膜相比,本发明中组分超过1%的组分均可被堆肥降解,符合gb/t19277.1的规定,属于完全生物可降解气泡膜。
18.2、沉淀硫酸钡是将硫化钡通二氧化碳转化为碳酸钡,然后和纯硫酸发应生成沉淀硫酸钡,不涉及到矿石研磨,因此它的粒径尺寸可以实现可控的30-200纳米范围,且折射率在1.6-1.65,能吸收有害射线,对可见光有优异的穿透性,能够保持薄膜的透明度。
19.硅微粉是选用优质的天然石英,通过独特的高温处理工艺加工而形成的粉末,使其分子结构排列由有序排列转为无序排列。其色白,纯度高,并具有优良的光学性能折射率在1.45-1.55,与大部分树脂的折射率相近,不影响树脂本身的颜色,与树脂共混后呈透明状。
20.元明粉是无水硫酸钠的俗称,现在被广泛当做透明填充母料生产用的无机粉体,折射率为1.6-1.82,接近pbat、pla的折射率。
21.本发明用聚乳酸的刚性补充pbat刚性不足,高含量填充硅微粉、沉淀硫酸钡、元明粉等无机填料来降低复合材料的成本,此类填料成本低、对可见光有良好穿透效果,且与包括pbat、聚乳酸在内的绝大树脂的折光率范围相近,因此能在高填充条件下还能保持最终气泡膜的高透光度。但在无机填料含量较高的情况下,改变了树脂的表面粘合性能,材料成膜后的热合性能会受到影响,因此加入同为生物可降解树脂的聚己内酯增加膜材之间的热合性能。
22.3、增塑剂能够提升整个加工过程的流畅性,抗氧剂能够降低树脂在热加工过程中的降解,扩链剂能够使得pbat、聚乳酸断裂的分子链重新结合,降低材料的热降解,并且能提高pbat、聚乳酸、聚己内酯三者的相容性。
具体实施方式
23.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.实施例1s1:将70g的pbat,4g的左旋聚乳酸(plla)真空干燥2h,干燥温度100℃,将4g的聚己内酯真空干燥2h,干燥温度80℃,将20g的无机填料硅微粉,且目数≥3000真空干燥4h,干燥温度100℃;s2:称取干燥后pbat、左旋聚乳酸(plla)、聚己内酯、无机填料硅微粉,再称取0.7g的增塑剂柠檬酸三辛酯、1g的抗氧剂茶多酚、0.3g的扩链剂adr-4468置于高速混合机中高速混合,高速混合时间为10min,转速保持在300rpm;s3:将混合好的物料置于双螺杆挤出机中熔融共混,挤出造粒,挤出温度160℃,模头温度130℃,螺杆转速300rpm,得到共混粒料;s4:将得到的共混粒料放入气泡膜流延机中挤出,挤出温度160℃,模头温度180℃,螺杆转速80rpm,熔体通过模头流延至气泡膜专用多孔辊上,牵引,调节辊的吸力,收卷最终得到高填充高透光性生物可降解气泡膜。
25.实施例2s1:将63g的pbat,12g的右旋聚乳酸(pdla)真空干燥5h,干燥温度80℃,将3g的聚己内酯真空干燥5h,干燥温度45℃,将20g的无机填料沉淀硫酸钡,且目数≥3000真空干燥8h,干燥温度150℃;s2:称取干燥后pbat、右旋聚乳酸(pdla)、聚己内酯、无机填料沉淀硫酸钡,再称取1g的增塑剂柠檬酸三丁酯、0.7g的植酸、0.3g的扩链剂adr-4370置于高速混合机中高速混合,高速混合时间为5min,转速保持在600rpm;s3:将混合好的物料置于双螺杆挤出机中熔融共混,挤出造粒,挤出温度175℃,模头温度150℃,螺杆转速180rpm,得到共混粒料;s4:将得到的共混粒料放入气泡膜流延机中挤出,挤出温度180℃,模头温度190℃,螺杆转速150rpm,熔体通过模头流延至气泡膜专用多孔辊上,牵引,调节辊的吸力,收卷最终得到高填充高透光性生物可降解气泡膜。
26.实施例3s1:将62.5g的pbat,6g的消旋聚乳酸(pdlla)真空干燥6h,干燥温度60℃,将6g的聚己内酯真空干燥6h,干燥温度60℃,将23g的无机填料元明粉,且目数≥3000真空干燥6h,干燥温度60℃;s2:称取干燥后pbat、消旋聚乳酸(pdlla)、聚己内酯、无机填料元明粉,再称取1g的增塑剂甘油、0.5g的抗氧剂1010、1.0g的扩链剂adr-4368置于高速混合机中高速混合,高速混合时间为8min,转速保持在600rpm;s3:将混合好的物料置于双螺杆挤出机中熔融共混,挤出造粒,挤出温度185℃,模头温度180℃,螺杆转速200rpm,得到共混粒料;s4:将得到的共混粒料放入气泡膜流延机中挤出,挤出温度185℃,模头温度195℃,螺杆转速200rpm,熔体通过模头流延至气泡膜专用多孔辊上,牵引,调节辊的吸力,收卷
最终得到高填充高透光性生物可降解气泡膜。
27.实施例4s1:将58g的pbat,8g的左旋聚乳酸(plla)真空干燥12h,干燥温度60℃,将7g的聚己内酯真空干燥12h,干燥温度40℃,将25g的无机填料硅微粉,且目数≥3000真空干燥12h,干燥温度80℃;s2:称取干燥后pbat、左旋聚乳酸(plla)、聚己内酯、无机填料硅微粉,再称取1g的增塑剂乙酰柠檬酸三丁酯、0.6g的抗氧剂1076、0.4g的扩链剂adr-4468置于高速混合机中高速混合,高速混合时间为10min,转速保持在400rpm;s3:将混合好的物料置于双螺杆挤出机中熔融共混,挤出造粒,挤出温度170℃,模头温度170℃,螺杆转速150rpm,得到共混粒料;s4:将得到的共混粒料放入气泡膜流延机中挤出,挤出温度190℃,模头温度185℃,螺杆转速100rpm,熔体通过模头流延至气泡膜专用多孔辊上,牵引,调节辊的吸力,收卷最终得到高填充高透光性生物可降解气泡膜。
28.实施例5s1:将57g的pbat,5g的左旋聚乳酸(plla)真空干燥10h,干燥温度80℃,将7g的聚己内酯真空干燥4h,干燥温度45℃,将30g的无机填料沉淀硫酸钡,且目数≥3000真空干燥2h,干燥温度130℃;s2:称取干燥后pbat、左旋聚乳酸(plla)、聚己内酯、无机填料沉淀硫酸钡,再称取0.5g的增塑剂环氧大豆油、0.2g的抗氧剂168、0.3g的adr-4370置于高速混合机中高速混合,高速混合时间为8min,转速保持在800rpm;s3:将混合好的物料置于双螺杆挤出机中熔融共混,挤出造粒,挤出温度220℃,模头温度210℃,螺杆转速250rpm,得到共混粒料;s4:将得到的共混粒料放入气泡膜流延机中挤出,挤出温度190℃,模头温度200℃,螺杆转速150rpm,熔体通过模头流延至气泡膜专用多孔辊上,牵引,调节辊的吸力,收卷最终得到高填充高透光性生物可降解气泡膜。
29.实施例6s1:将45g的pbat,4.5g的左旋聚乳酸(plla)真空干燥7h,干燥温度60℃,将8g的聚己内酯真空干燥10h,干燥温度30℃,将40g的无机填料元明粉,且目数≥3000真空干燥7h,干燥温度120℃;s2:称取干燥后pbat、左旋聚乳酸(plla)、聚己内酯、无机填料元明粉,再称取2g的增塑剂甘油、0.3g的抗氧剂1076、0.2g的adr-4468置于高速混合机中高速混合,高速混合时间为7min,转速保持在1000rpm;s3:将混合好的物料置于双螺杆挤出机中熔融共混,挤出造粒,挤出温度140℃,模头温度185℃,螺杆转速400rpm,得到共混粒料;s4:将得到的共混粒料放入气泡膜流延机中挤出,挤出温度210℃,模头温度220℃,螺杆转速50rpm,熔体通过模头流延至气泡膜专用多孔辊上,牵引,调节辊的吸力,收卷最终得到高填充高透光性生物可降解气泡膜。
30.对比例1s1:将70g的pbat置于双螺杆挤出机中熔融共混,挤出造粒,挤出温度160℃,模头
温度130℃,螺杆转速300rpm,得到共混粒料;s2:将得到的共混粒料放入气泡膜流延机中挤出,挤出温度160℃,模头温度180℃,螺杆转速80rpm,熔体通过模头流延至气泡膜专用多孔辊上,牵引,调节辊的吸力,收卷最终得到可降解气泡膜。
31.对比例2s1:将58g的pbat,8g的左旋聚乳酸(plla)真空干燥12h,干燥温度60℃,将7g的聚己内酯真空干燥12h,干燥温度40℃,将25g的无机填料重质碳酸钙,且目数≥3000真空干燥12h,干燥温度80℃;s2:称取干燥后pbat、左旋聚乳酸(plla)、聚己内酯、无机填料重质碳酸钙,再称取1g的增塑剂乙酰柠檬酸三丁酯、0.6g的抗氧剂1076、0.4g的扩链剂adr-4468置于高速混合机中高速混合,高速混合时间为10min,转速保持在400rpm;s3:将混合好的物料置于双螺杆挤出机中熔融共混,挤出造粒,挤出温度170℃,模头温度170℃,螺杆转速150rpm,得到共混粒料;s4:将得到的共混粒料放入气泡膜流延机中挤出,挤出温度190℃,模头温度185℃,螺杆转速100rpm,熔体通过模头流延至气泡膜专用多孔辊上,牵引,调节辊的吸力,收卷最终得到高填充高透光性生物可降解气泡膜。
32.对比例3s1:将57g的pbat,5g的左旋聚乳酸(plla)真空干燥10h,干燥温度80℃,将7g的聚己内酯真空干燥4h,干燥温度45℃,将30g的无机填料高岭土,且目数≥3000真空干燥2h,干燥温度130℃;s2:称取干燥后pbat、左旋聚乳酸(plla)、聚己内酯、无机填料高岭土,再称取0.5g的增塑剂环氧大豆油、0.2g的抗氧剂168、0.3g的adr-4370置于高速混合机中高速混合,高速混合时间为8min,转速保持在800rpm;s3:将混合好的物料置于双螺杆挤出机中熔融共混,挤出造粒,挤出温度220℃,模头温度210℃,螺杆转速250rpm,得到共混粒料;s4:将得到的共混粒料放入气泡膜流延机中挤出,挤出温度190℃,模头温度200℃,螺杆转速150rpm,熔体通过模头流延至气泡膜专用多孔辊上,牵引,调节辊的吸力,收卷最终得到高填充高透光性生物可降解气泡膜。
33.对比例4s1:将45g的pbat,4.5g的左旋聚乳酸(plla)真空干燥7h,干燥温度60℃,将40g的无机填料元明粉,且目数≥3000真空干燥7h,干燥温度120℃;s2:称取干燥后pbat、左旋聚乳酸(plla)、无机填料元明粉,再称取2g的增塑剂甘油、0.3g的抗氧剂1076、0.2g的adr-4468置于高速混合机中高速混合,高速混合时间为7min,转速保持在1000rpm;s3:将混合好的物料置于双螺杆挤出机中熔融共混,挤出造粒,挤出温度140℃,模头温度185℃,螺杆转速400rpm,得到共混粒料;s4:将得到的共混粒料放入气泡膜流延机中挤出,挤出温度210℃,模头温度220℃,螺杆转速50rpm,熔体通过模头流延至气泡膜专用多孔辊上,牵引,调节辊的吸力,收卷最终得到可降解气泡膜。
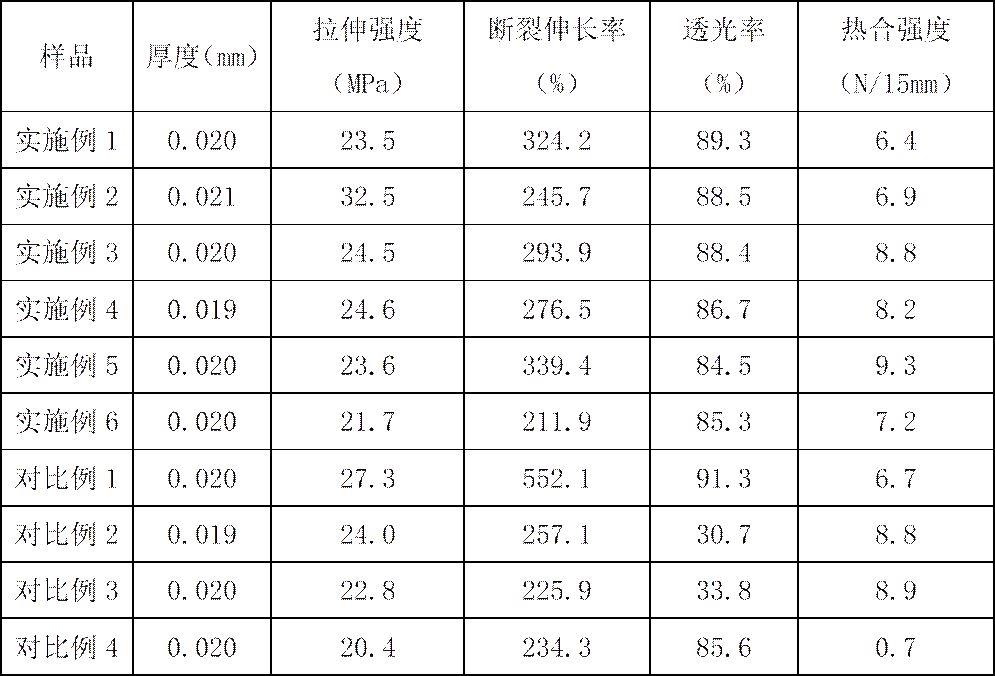
34.将实施例1-6,对比例1-4得到的可降解气泡膜通过单螺杆吹膜机吹成薄膜,挤出温度180℃,模头温度175℃,螺杆转速30rpm,检测膜材的性能,测试结果如表1所示。
35.表1本发明实施例和对比例性能测试表通过对比实施例1-6和对比例1发现,即使加了高含量的无机填料,本实施例的光学透过率也均达到80%以上,力学性能优良。通过对比实施例4和对比例2以及实施例5和对比例3可发现,加入高岭土和重质碳酸钙作为填充物,会大大降低膜材的透明度。原因分析:重质碳酸钙属于多晶型体,一般有非品质型、方解石型、文石型,当光照射碳酸钙时,由于碳酸钙存在着多晶型体,对光进行了散射,高岭土由高岭石、埃洛石、水云母、伊利石、蒙脱石以及石英、长石等矿物组成,成分不单一,和重质碳酸钙相似,不透明的原因也是因为对光进行了散射。
36.聚己内酯也是一种生物可降解树脂,因其具有较好的热粘性能,可用于制备热熔胶。通过对比实施例6和对比例4发现,聚己内酯的加入增加了材料的热合强度,让共混材料在加入高无机填料的情况下依然能够保持较高的热合强度,生产的气泡膜不会轻易漏气,并且在使用完后是可以被堆肥化降解,是一种新型环保材料,完全满足透明包装气泡膜的使用要求。
37.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。