1.本发明涉及金属板材表面纳米化技术领域,具体涉及一种制备梯度纳米结构金属板材的方法。
背景技术:
2.方面提出诸多处理手段以提高金属材料的使役性能。比如通过滚压技术在汽车曲轴滚动副加工方面得到了广泛应用,显著提高了其抗疲劳断裂的能力;表面机械研磨技术在轧辊上得到了有效应用,使得轧辊具有更好的耐磨性能。其中通过剧烈塑性变形的方式实现材料自身纳米化主要有两类手段,一是“压力变形法”,二是“撞击法”。
[0003]“压力变形法”代表性技术包括:表面机械碾压、表面机械滚压、机械多重扭碾、快速旋转滚压等。表面机械碾压和表面机械滚压技术在加工处理过程中是通过硬质合金球碾压或者滚压的接触方式在高速旋转的工件上施加一定深度的压入量,在高应变速率以及应变梯度的作用下,表面发生剧烈塑性变形实现自身纳米化。表面机械碾压技术,主要通过高的切变应力使晶体材料发生明显组织细化,且细化效果明显,但存在表面粗糙度变大、梯度结构层厚度较小的问题。表面机械滚压技术是基于表面机械碾压技术改进而来,表面机械滚压技术引入残余压应力,可有效降低材料表面粗糙度,同时制备出梯度结构层厚度较大的梯度结构金属,在一定程度上可提升材料的性能,比如材料的屈服和抗拉强度有一定的提高,材料的应力应变疲劳性能同步提高,而且样品表面无污染,表面粗糙度低,处理前后样品尺寸及公差几乎不改变。但是目前表面机械滚压技术只限于棒材加工,即只能加工回转类工件,虽然梯度结构层更大(800μm-1000μm),但在轴类金属材料中体积占比仍然较小,难以进一步制备出梯度结构层占比更大的金属材料,因此在强度提高方面优势并不明显。机械多重扭碾和快速旋转滚压技术虽然可实现金属板材的表面纳米化,但处理过后仍然存在表面粗糙度变大、表面光洁度低以及梯度结构层占比小的问题,因此限制了其工业应用。
[0004]“撞击法”代表性技术包括:高能喷丸、表面机械研磨、超音速微粒轰击技术等。其特点是通过动力装置为数量众多的硬质合金球提供高速撞击能,使硬质合金球以一定频率连续撞击金属表面以此在金属表面产生剧烈塑性变形实现自身纳米化。该技术不受样品尺寸和形状的限制,可以加工处理多种结构件,但是由于处理过程中,硬质合金球的撞击能量较高,经过处理后的材料表面出现粗糙度变大、表面光洁度不好的问题,甚至可能出现微裂纹、表面污染等情况,这大大影响了表面纳米化板材的表面质量,增加了后续二次加工的成本。
[0005]
综上所述,现有技术存在的问题是:
[0006]
(1)现有的材料表面纳米化的加工技术比较有限,表面机械研磨和表面机械滚压目前多应用回转类工件的加工,而制备梯度纳米结构金属板材的方法较少。
[0007]
(2)现有技术中局部产生的塑性变形层占比较小,芯部原始粗晶组织仍然占据主要部分,虽表现出较好的强塑性匹配,但对金属结构件而言未达到很好的强化效果。
[0008]
(3)现有表面纳米化技术中,受限于加工技术原理,多存在表面粗糙度变差、表面
光洁度低、组织变形不均匀、塑性变形层的质量难于控制等问题。
技术实现要素:
[0009]
本发明的目的在于提供一种制备梯度纳米结构金属板材的方法,该方法不仅解决了传统方法中表面粗糙度较大、表面光洁度低、梯度结构层难于控制等问题,还弥补了梯度纳米层较薄、梯度结构层体积分数低、对金属材料强度等性能提高有限等不足,因此该技术对金属板材起到了很好的强化效果。特别地,该方法可以完成薄壁零件表面纳米化或制备整体梯度纳米结构的加工任务。
[0010]
为实现上述目的,本发明所采用的技术方案如下:
[0011]
一种制备梯度纳米结构金属板材的方法,该方法是利用连续局部滚压处理(clrt)技术对金属板材表面进行处理,被处理金属板材表面在局部剧烈塑性变形作用下发生晶粒细化而形成梯度纳米结构层,最终形成由表及里硬度逐步降低的梯度纳米结构金属板材。该方法包括如下步骤:
[0012]
(1)将金属板材固定在样品台上;
[0013]
(2)数控设备向球形处理刀具施加压力,将球形刀头压入板材表面一定深度a
p
;
[0014]
(3)数控设备控制球形处理刀具在板材表面以速度v1进行一次直线滚动加工,沿垂直于速度v1方向平移间隔v2后,再进行下一次直线滚动加工,按此操作过程直至达到目标加工宽度(垂直于速度v1方向的加工距离);将板材表面均加工一次即为一道次;
[0015]
(4)重复步骤(3)过程在板材表面进行逐道次加工后,在金属板材表面获得梯度纳米结构表层,金属板材由表及里依次为纳米尺寸晶粒、亚微米尺寸晶粒以及原始粗晶组织;金属板材单面变形层(变形晶粒)的层厚达到800μm-2500μm。
[0016]
所述连续局部滚压处理技术是在平板表面纳米化加工系统上实现的,该加工系统包括滚动球形处理刀具和二维工作台,其中:待加工板材固定在所述二维工作台上,所述二维工作台能够实现水平x-y方向移动;所述滚动球形处理刀具设置于待加工板材上方,所述滚动球形处理刀具固定在数控设备上,并能由数控设备向其提供压力和进给运动;所述滚动球形处理刀具前端设有能够在金属板材表面进行滚压的球形刀头。
[0017]
所述数控设备为数控铣床、数控钻床、磨床或数控加工中心等。
[0018]
待加工板材采用金属夹具、金属胶水或电磁吸盘固定在样品台上;加工过程中使用润滑剂对金属板材加工表面进行润滑,以降低金属板材和球形刀头之间摩擦系数,确保球形刀头和金属板材表面始终处于滚动接触状态,以保证金属板材表面的粗糙度和光洁度。
[0019]
所述滚动球形处理刀具由刀柄和球形刀头组成,球形刀头能够自由滚动;球形刀头的材质为硬质合金、轴承钢或陶瓷等,球形刀头直径范围可选4-10mm,不同直径的球形刀头可以产生不同的应变梯度;球形刀头数量为单个或多个。
[0020]
加工过程中,对金属板材每道次加工的压下量a
p
为10μm-200μm,球形处理刀具的滚压速度v1为500mm/min-20000mm/min,每道次加工中相邻直线加工轨迹的平移间隔v2为15μm-1mm,加工道次为1次-4次。
[0021]
被加工金属板材可单面处理,也可实现双面处理,采用双面处理的具体加工方式为正反依次加工;其中双面处理所获得的梯度结构层占比更大,对金属板材强度的提高更
加明显。
[0022]
所述处理温度为-196℃~300℃,冷却介质和加工润滑剂可采用润滑油或水实现,低于室温可由添加液氮冷却控温,高于室温可使用加热装置对样品及介质进行加热控温。
[0023]
所述金属板材经表面机械滚压之后,厚度尺寸变化量小于4%,表面粗糙度ra小于0.2μm;该方法便于制备出厚度在较大范围内可控且表面光洁度高的梯度纳米结构层,有利于大幅度提高金属板材的力学和抗疲劳等性能。
[0024]
本发明与现有的金属表面纳米化相比具有以下优势:
[0025]
1、本发明适用于金属板材的表面纳米化处理,利用连续局部滚压变形的方法,适合在不同厚度的金属板材中获得梯度纳米结构,金属板材可以进行单面处理同时也可以采用双面处理。
[0026]
2、本发明制备的梯度纳米结构金属板材,适合于在金属板材上制备出厚度在较大范围内可控的梯度纳米结构层,提高梯度结构层在金属板材中的占比,有利于大幅度提高材料的性能。因此,在提高金属强度方面,有着其他表面纳米化处理工艺无法比拟的优势。
[0027]
3、本发明处理后金属板材表面粗糙度小,表面光洁度高,塑性变形层的质量易控制,在300系奥氏体不锈钢处理中,表面粗糙度ra≤0.2μm。与其他表面纳米化工艺相比,特别在制备梯度纳米结构金属板材方面,本发明优势尤为突出。
附图说明
[0028]
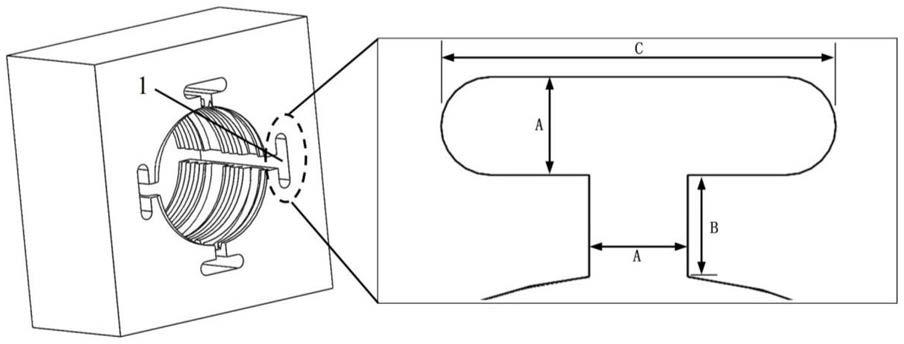
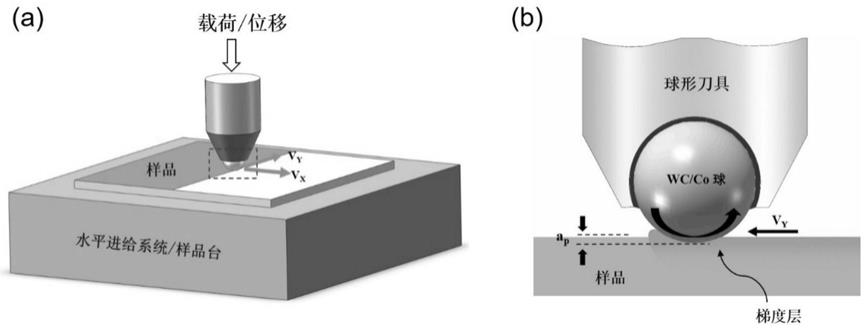
图1为本发明制备梯度纳米结构金属板材的clrt加工系统示意图。
[0029]
图2为304奥氏体不锈钢在室温采用本方法处理前后的外观形貌。
[0030]
图3为304奥氏体不锈钢采用本方法双面加工2道次前后的截面硬度分布。
[0031]
图4为304奥氏体不锈钢采用本方法双面加工2道次前后最表面x射线衍射(xrd)图谱。
[0032]
图5为304奥氏体不锈钢采用本方法双面加工2道次后横截面微观组织扫描电子显微镜(sem)图片。
[0033]
图6为304奥氏体不锈钢采用本方法双面加工2道次后最表面透射电子显微镜(tem)分析结果:(a)明场像照片;(b)选区电子衍射图,(c)晶粒尺寸分布统计。
[0034]
图7为316l奥氏体不锈钢采用本方法单面加工1道次后的表面粗糙度分布。
[0035]
图8为316l奥氏体不锈钢采用本方法单面加工1道次和2道次后的截面硬度分布。
[0036]
图9为316l奥氏体不锈钢采用本方法单面加工2道次后最表面tem分析结果;其中:(a)明场像照片;(b)选区电子衍射图;(c)晶粒尺寸分布统计。
具体实施方式
[0037]
以下结合附图及实施例详述本发明。
[0038]
本发明方法是利用连续局部滚压处理(clrt),在金属板材表面产生局部剧烈塑性变形从而发生晶粒细化形成梯度纳米结构表层。其微观结构尺寸由表及里逐渐增大,依次为纳米晶、亚微米晶和微米晶。同时在300系奥氏体不锈钢中,还存在马氏体相含量梯度分布的特点,表面几乎全部为马氏体组织。
[0039]
所述方法实现设备是clrt表面纳米化加工系统。该加工系统包括主轴压下系统、
滚动球形处理刀具、自动进给系统、工件固定系统以及润滑系统。其中:所述主轴压下系统和自动进给系统是由数控加工设备实现,分别向滚动球形处理刀具提供压力和进给运动;所述滚动球形处理刀具安装在主轴压下系统上并由主轴传递进给运动,其前端设有能够在金属板材表面进行滚压的球形刀头;所述工件固定系统能对样品进行充分固定,以保证加工的精度和稳定;所述润滑系统能够使用油性润滑剂对金属板材加工表面进行润滑,保证所述球形刀头在加工过程中能够始终保持与板材滚动接触。其结构示意如图1所示,被处理金属板材使用压块夹具固定在样品台,金属板材表面覆盖润滑油,球形处理刀具在数控钻床主轴提供压力的情况下压下一定数值a
p
后开始以速度v1进行表面往复滚压,并逐道次沿垂直于v1的方向平移一定的距离v2。对金属板材每次加工的压下量a
p
为10μm-80μm,球形处理刀具的滚压速度v1为2000mm/min-20000mm/min,沿垂直于v1方向平移间隔v2为30μm-100μm,加工道次为1次-4次。处理过程中需确保硬质合金球始终处于滚动的状态,以保证金属板材表面的低粗糙度和高光洁度。所述主轴压下系统和自动进给系统可选择的数控设备还包括数控铣床、数控钻床、磨床、数控加工中心等机械加工设备。所述滚动球形处理刀具由刀柄和球形刀头组成,球形刀头可选择材质包括硬质合金、轴承钢、陶瓷等,其直径范围可选4-10mm,不同直径的球形刀头可以产生不同的应变梯度;根据制备速度的需要,可选用单头或多头球形刀具加工。被加工金属板材可单面处理,也可实现双面处理,采用双面处理的具体加工方式为正反依次加工。其中双面处理所获得的梯度结构层占比更大,对金属板材强度的提高更加明显。所述处理温度范围可为-196℃~300℃,冷却介质和加工润滑剂可采用润滑油或水实现,低于室温可由添加液氮冷却控温,高于室温可使用加热装置对样品及介质进行加热控温。
[0040]
被处理平板样品可选择单面加工或正反双面依次加工,双面处理过程中先正面压下40μm处理后将平板样品翻面,背面压下40μm处理,该过程记为双面加工的1道次。第二道次加工通常是在原有一道次压下40μm的基础之上再压下40μm(即总压下达到80μm)。单面处理过程中,单面压下40μm处理记为单面加工的一道次。下面结合典型材料通过实施例说明本发明。
[0041]
实施例1:
[0042]
商用冷轧厚度为1.8mm的304奥氏体不锈钢切割为150mm
×
140mm尺寸的工件,商用冷轧304奥氏体不锈钢的出厂状态为2b固溶酸洗,其化学成分为(质量百分数):c 0.04%,si 0.49%,mn 1.18%,p 0.028%,s 0.002%,cr 18.10%,ni 8%,fe为余量。加工前原始晶粒尺寸约为23μm,xrd结果表明处理前为奥氏体组织,未发现马氏体相。
[0043]
加工设备:龙门钻床加工中心。
[0044]
主轴道次压下量a
p
:40μm
[0045]
球形滚动刀具直径:8mm
[0046]
处理方式:双面加工
[0047]
处理道次:2次
[0048]
主轴进给滚动速度v1:2000mm/min
[0049]
沿垂直于v1方向平移间隔d2:30μm
[0050]
处理温度:22℃
[0051]
本实例处理得到的样品表面光洁度优于铣削状态,如图2所示,其表面粗糙度经过
表面处理之后ra≤0.02μm。图3是304奥氏体不锈钢采用本方法双面加工2道次后的截面硬度分布,截面硬度分布的结果表明,整体样品均有明显硬化,芯部硬度由原来~190hv提高至~320hv,两道次处理表面硬度可达到500hv以上。图4中xrd结果表明最表层几乎全部为马氏体,该结果与tem选区衍射结果相一致(图6(b)),图5为横截面sem结果,组织明显呈梯度变化,其中芯部组织也发生明显的变形。图6的tem结果表明最表层是接近等轴的纳米晶,平均晶粒尺寸为~36nm。
[0052]
实施例2:
[0053]
商用10mm厚热轧316l奥氏体不锈钢切割为150mm
×
140mm尺寸的工件,其化学成分为(质量百分数):c 0.03%,si 0.03%,mn 1.08%,p 0.042%,s 0.016%,cr17.62%,ni 10.7%,fe为余量。
[0054]
加工设备:龙门钻床加工中心。
[0055]
主轴道次压下量a
p
:40μm
[0056]
球形滚动刀具直径:8mm
[0057]
处理方式:单面处理
[0058]
处理道次:1道次和2道次
[0059]
主轴进给滚动速度v1:2000mm/min
[0060]
沿垂直于v1方向平移间隔v2:30μm
[0061]
处理温度:22℃
[0062]
本实例在室温处理得到的316平板样品表面光洁度优于铣削状态,其表面粗糙度如图7所示,经过1道次表面处理之后的ra≤0.2μm。图8是304奥氏体不锈钢采用本方法单面处理1道次和2道次后的截面硬度分布,截面硬度分布的结果表明,1道次处理之后表面硬度便可达到4.6gpa以上,2道次处理表面硬度可达到5gpa以上,而且2道次处理后的梯度结构层厚度更深。图9的tem结果表明最表层是接近等轴的纳米晶,平均晶粒尺寸为~46nm,通过衍射结果如图9所示,有少量残余奥氏体存在,这与304不锈钢处理两道次之后有些许不同。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。