1.本发明属于水家电行业阀门生产用辅助设备技术领域,特别是涉及一种电磁阀线圈的金属插片与塑料骨架组装设备。
背景技术:
2.电磁阀线圈一般包括金属插片和塑料骨架,线圈骨架上开设有插槽,组装时,需要将金属插片插设在对应的插槽中。市场上存在一种关于金属插片与塑料骨架的组装设备,其采用振动盘直线上料,直线移栽,金属插片采用上下移动方式插入,采用位移传感器检测深度,分选排料方式。这种方式不能有效检测组装形态,生产效率只有13只/分钟,速度比较慢,品质可控性不全面,没有数据采集及大数据监控功能。
技术实现要素:
3.本发明的目的在于提供金属插片与塑料骨架组装设备,本发明能显著提升组装效率,组装形态实现全检,保证没有不合格品输出,打造数据化与智能化生产系统,实现无人化生产。
4.为实现上述目的,本发明提供如下技术方案:金属插片与塑料骨架组装设备,所述塑料骨架上设有供金属插片插入的插槽,包括加工平台、设置于加工平台上的分度盘以及围绕分度盘依次设置的骨架上料机构、骨架及插片铆接机构、插片整形机构、ccd相机检测机构、卸载除尘机构;所述分度盘包括驱动组件以及设置于驱动组件上的固定盘和转动盘,所述驱动组件与转动盘联动连接并驱动转动盘转动,所述转动盘上沿周向均匀设置有多个定位座;所述骨架上料机构包括第一上料组件以及用于搬运塑料骨架的第一搬运组件,所述第一上料组件包括用于塑料骨架出料的第一出料振动盘、第一直振器、用于传输塑料骨架的第一输送轨道,所述第一输送轨道安装于第一直振器上,第一输送轨道的一端与第一出料振动盘的出口端相连接,第一输送轨道的另一端设置在第一搬运组件下方,当塑料骨架被输送至第一搬运组件下方时,第一搬运组件将塑料骨架搬运至对应的定位座上;所述骨架及插片铆接机构包括设置于对应定位座上方用于压紧塑料骨架的下压组件、设置在对应定位座下方用于抵住定位座的第一上顶组件、设置在加工平台一侧的两组第二上料组件、设置在加工平台上用于将金属插片插入塑料骨架插槽中的顶推组件以及用于将两组第二上料组件上的金属插片送至顶推组件上的两组插片移位组件;当分度盘上对应的定位座带动插接有金属插片的塑料骨架到达插片整形机构下方时,所述插片整形机构对插接在塑料骨架上的金属插片进行压平;当分度盘上对应的定位座带动插接有金属插片的塑料骨架到达ccd相机检测机构下方时,所述ccd相机检测机构对插接有金属插片的塑料骨架进行形态检测;检测完成并且合格的插接有金属插片的塑料骨架通过卸载除尘机构进行出料。
5.通过采用上述技术方案,分度盘上的转动盘带动定位座转动,使其依次经过骨架
上料机构、骨架及插片铆接机构、插片整形机构、ccd相机检测机构、卸载除尘机构,定位座被运送至骨架上料机构时,骨架上料机构的第一搬运组件将第一上料组件上的塑料骨架搬运至定位座上,接着装有塑料骨架的定位座被运送至骨架及插片铆接机构,通过下压组件和第一上顶组件分别作用于塑料骨架和定位座,将塑料骨架压紧在定位座上,两组第二上料组件进行插片的双通道上料,两组插片移位组件分别将两组第二上料组件上的插片同时运送至顶推组件上,顶推组件加工对应的两个金属插片推入塑料骨架的两个插槽中完成塑料骨架与金属插片的组装,生产效率达到了28只/分钟。当分度盘上对应的定位座带动插接有金属插片的塑料骨架到达插片整形机构下方时,所述插片整形机构对插接在塑料骨架上的金属插片进行压平,保证左右插片的平行度,当分度盘上对应的定位座带动插接有金属插片的塑料骨架到达ccd相机检测机构下方时,所述ccd相机检测机构对插接有金属插片的塑料骨架进行形态检测,让产品形态全面展现,实现形态尺寸、角度、深度及变形管控,检测完成并且合格的插接有金属插片的塑料骨架通过卸载除尘机构进行边除尘边出料,实现不影响效率的同时进行除尘。因此,本发明能显著提升组装效率,组装形态实现全检,保证没有不合格品输出,打造数据化与智能化生产系统,实现无人化生产。
6.本发明进一步设置为,所述定位座包括设置于转动盘两侧的支撑板和下板,支撑板与下板之间通过多个导柱相连接,所述转动盘上还设有多个供所述导柱穿过的导管,所述下板与转动盘之间夹设有第一弹簧,所述支撑板上开设有定位槽,定位槽上安装有用于塑料骨架定位的定位柱。
7.通过采用上述技术方案,塑料骨架套设在定位柱上,能实现塑料骨架的有效定位。
8.本发明进一步设置为,所述第一搬运组件包括安装于加工平台上的第一支柱,第一支柱上安装有第一横向气动滑台,第一横向气动滑台的移动端上安装有第一竖向气动滑台,第一竖向气动滑台的移动端上安装有用于抓取塑料骨架的第一气动夹爪。
9.通过采用上述技术方案,第一气动夹爪抓取塑料骨架,通过第一横向气动滑台和第一竖向气动滑台实现对第一气动夹爪的位移,从而将塑料骨架搬运至对应的定位座上。
10.本发明进一步设置为,所述下压组件包括安装于固定盘上的第一气缸,第一气缸的伸出端上连接有支撑臂,所述支撑臂上安装有用于压住塑料骨架的压杆件,所述压杆件包括固定管及沿轴向滑动设置在固定管上的伸出杆,所述伸出杆外端下端设有第一限位凸缘,并且伸出杆外周套设有第二弹簧,所述第二弹簧的上端抵在固定管的下端面上,第二弹簧的下端抵在第一限位凸缘的上端面上。
11.通过采用上述技术方案,压杆件可伸缩并附带弹簧缓冲的设计使其在抵住塑料骨架的瞬间不会对其产生刚性撞击,从而起到保护塑料骨架的效果。
12.本发明进一步设置为,所述第一上顶组件包括固定座,固定座上安装有第二气缸,第二气缸的伸出端上连接有推板,推板上开设有弧形槽,所述固定座上还设有导向座,导向座上沿竖向滑动设置有用于抵紧定位座的顶杆,所述顶杆经轴转动连接有轴承,所述轴承滚动设置在弧形槽中,第二气缸推动推板伸缩时,所述轴承在弧形槽中来回滚动,进而使顶杆上下位移。
13.通过采用上述技术方案,能够起到抵紧定位座的作用,从而实现将塑料骨架夹紧在定位座上的效果。
14.本发明进一步设置为,所述第二上料组件包括用于金属插片出料的第二出料振动
盘、第二直振器、用于传输金属插片的第二输送轨道,所述第二输送轨道安装于第二直振器上,第二输送轨道的一端与第二出料振动盘的出口端相连接,第二输送轨道的另一端设置在顶推组件的一侧。
15.通过采用上述技术方案,能够实现金属插片的双通道输出,并且传输平稳有序,能够显著提升工作效率。
16.本发明进一步设置为,所述顶推组件包括安装于加工平台上的支座,所述支座上安装有第三气缸以及导轨,所述导轨上沿长度方向滑动设置有对接滑台,所述对接滑台上安装有导座,所述导座上开设有导向通道,所述第三气缸的伸出端联动连接有联动块,所述联动块上设有贯穿导向通道的推杆,所述对接滑台上靠近导向通道外端的位置对称设有用于放置金属插片的两个安置槽。
17.通过采用上述技术方案,第三气缸的伸出端带动联动块伸出,进而使推杆伸出,推杆伸出的过程中推动金属插片位移,当联动块抵在导座上,联动块作用于导座,促使对接滑台沿导轨方向滑移,直至将两个金属插片插入塑料骨架的两个插槽中,第三气缸将对接滑台拉回。
18.本发明进一步设置为,所述对接滑台上还设有与安置槽相连通的导槽,所述推杆的底部嵌设在导槽中,所述导槽上沿长度方向设有限位凸筋,所述推杆上设有与限位凸筋相配合的限位凹槽。
19.通过采用上述技术方案,能够提升推杆运动的稳定性,从而实现将两个金属插片顺利并精准地插入塑料骨架的两个插槽中。
20.本发明进一步设置为,所述顶推组件还包括第三弹簧,所述联动块上开设有第一圆槽,所述导座上开设有第二圆槽,所述第三弹簧的两端分别嵌设在第一圆槽和第二圆槽中。
21.通过采用上述技术方案,能够实现联动块与导座之间的缓冲,避免二者配合时产生刚性撞击,起到保护二者的效果,进而提升其使用寿命。
22.本发明进一步设置为,所述第三气缸的伸出端上安装有连接螺丝,所述联动块上开设有供连接螺丝嵌入的第一t形槽。
23.通过采用上述技术方案,其连接结构简单,拆装十分方便,利于前期的组装以及后期的维护操作。
24.本发明进一步设置为,所述对接滑台的底部开设有一对第一气道,所述第一气道的上端与对应的安置槽相连通,所述第一气道的下端安装有用于外接抽气装置的第一接头。
25.通过采用上述技术方案,在金属插片放置在安置槽中时,第一气道吸气能够吸住金属插片,保证组装操作时金属插片安置的稳固性,避免其在插接步骤中产生偏移。
26.本发明进一步设置为,所述对接滑台上设有第一动块和第一限位块,所述支座上设有在第三气缸伸出时作用于第一动块的推出限位块,所述联动块上设有在第三气缸收回时与第一限位块相配合的限位凸部。
27.通过采用上述技术方案,能够实现联动块与对接滑台之间的联动关系。
28.本发明进一步设置为,所述插片移位组件包括第二支柱,第二支柱上设有安装板,安装板上转动设置有主动轴和从动轴,安装板的一侧安装有第一驱动电机,所述主动轴的
一端与第一驱动电机的电机轴联动连接,主动轴的另一端联动连接有主动轮,所述从动轴的一端联动连接有从动轮,所述主动轮和从动轮上包覆有履带;所述插片移位组件还包括第一摆臂、第二摆臂、移动臂以及抓取头,所述第一摆臂的一端与主动轴联动连接,第一摆臂的另一端与移动臂上靠近主动轴的一端相铰接,所述第二摆臂的一端与从动轴联动连接,第二摆臂的另一端与移动臂上靠近从动轴的一端相铰接,所述抓取头设置在移动臂的一端,抓取头底部开设有延伸至抓取头侧部的第二气道,第二气道外端位于抓取头侧部的位置安装有用于外接抽气装置的第二接头。
29.通过采用上述技术方案,能够大大提升金属插片的上料速率,设备效率可以达到28只/分钟,市场常用设备13只/分钟,对比快了153%。
30.本发明进一步设置为,所述抓取头的一端设有固定部,抓取头上位于固定部下方的位置沿竖向设置有第一燕尾凸轨,所述抓取头上设有与所述第一燕尾凸轨相配合的第一燕尾滑槽,所述抓取头上还安装有导杆,所述导杆贯穿固定部,导杆上设有用于抵在固定部上端面的第一限位环,所述导杆的外周还套设有第四弹簧,所述第四弹簧的上端抵在固定部的下端面上,第四弹簧的下端抵在抓取头的上端面上。
31.通过采用上述技术方案,抓取头吸住金属插片时,导杆的可伸缩设计配合第四弹簧的缓冲效果,能够避免抓取有与金属插片之间产生刚性撞击,从而起到保护金属插片的效果,避免金属插片表面发生损坏。
32.本发明进一步设置为,所述从动轴对应从动轮的另一端设有计数板,所述安装板上安装有一对用于检测计数板转动圈数的计数器。
33.通过采用上述技术方案,能够实现对金属插片上料数量的统计,便于数据采集。
34.本发明进一步设置为,所述插片整形机构包括第三支柱,所述第三支柱上安装有第二竖向气动滑台,第二竖向气动滑台的移动端侧部安装有作用于塑料骨架的压紧件,所述压紧件包括安装座,安装座上贯穿开设有安装孔,安装孔内设有安装套,安装套的上端连接有固定板,固定板经螺丝安装于安装座上端,所述安装套内穿设有作用杆,所述作用杆的上端设有用于抵在固定板上端面的第二限位环,所述作用杆的下端设有第二限位凸缘,作用杆的外周还套设有第五弹簧,第五弹簧的上端抵在安装套的下端面上,第五弹簧的下端抵在第二限位凸缘的上端面上;所述第二竖向气动滑台的移动端底部设有作用于金属插片的整形压块;所述插片整形机构还包括设置于对应定位座下方用于抵住定位座的第二上顶组件,所述第二上顶组件的结构与第一上顶组件的结构相同。
35.通过采用上述技术方案,能够在将插接有金属插片的塑料骨架压紧在定位座上的同时,对金属插片进行加压整形,保证两个金属插片的平行度。
36.本发明进一步设置为,所述ccd相机检测机构包括第四支柱,所述第四支柱上安装有用于检测插接有金属插片的塑料骨架的ccd工业相机。
37.通过采用上述技术方案,ccd工业相机能够对插接有金属插片的塑料骨架进行形态检测,让产品形态全面展现,实现形态尺寸、角度、深度及变形管控。
38.本发明进一步设置为,所述卸载除尘机构包括出料组件以及除尘组件,所述出料组件包括搬运部分和导料槽,所述搬运部分包括第五支柱,第五支柱上安装有机械滑台,所述机械滑台的移动端上安装有l形板,l形板顶部安装有第四气缸,第四气缸的伸出端上联动连接有竖向滑块,所述竖向滑块上安装有第二气动夹爪,所述第四支柱上安装有连接架,
所述导料槽安装于连接架上;所述除尘组件包括安装于第四支柱上的安装块,安装块上设有第三气道,第三气道的一端安装有用于外接抽气装置的第三接头,安装块上位于第三气道另一端的位置安装有吸尘仓。
39.通过采用上述技术方案,能够进行成品的边除尘边出料,实现不影响效率的同时进行除尘。
40.本发明进一步设置为,所述l形板上沿竖向安装有第二燕尾凸轨,所述竖向滑块上设有与第二燕尾凸轨相配合的第二燕尾滑槽。
41.通过采用上述技术方案,能够提升竖向滑块滑移的稳定性,保证第二气动夹爪准确抓取成品并将其输送至导料槽上进行出料。
42.本发明进一步设置为,所述第四气缸的伸出端上设有t形连接块,所述竖向滑块上开设有供t形连接块嵌入的第二t形槽。
43.通过采用上述技术方案,其连接结构简单,拆装十分方便,利于前期的组装以及后期的维护操作。
44.本发明进一步设置为,所述吸尘仓呈外大内小的形状。
45.通过采用上述技术方案,能够增大吸尘的范围,从而提升吸尘效果。
46.本发明进一步设置为,所述安装块上设有一对抱接在第四支柱上的连接臂,两个连接臂通过螺栓锁紧连接。
47.通过采用上述技术方案,旋紧螺栓时,两个连接臂便抱紧第四支柱,从而实现安装块的快速安装。
48.本发明进一步设置为,所述导料槽的侧部设有连接板,所述连接板上呈圆周阵列分布有多个供螺丝穿过的第一螺孔,所述连接架上设有多个与所述第一螺孔相对应的第二螺孔。
49.通过采用上述技术方案,可实现导料槽安装角度的灵活调节,从而使成品被精准输送至料仓中。
50.本发明进一步设置为,还包括设置在卸载除尘机构与骨架上料机构之间的后吸尘组件,所述后吸尘组件包括安装于固定盘上的第五气缸,第五气缸的伸出端上连接有横板,横板上设有向下设置的吸尘管,吸尘管侧部安装有用于外接抽气装置的第四接头,所述第五气缸的侧部还安装有用于检测定位座的第一红外传感器。
51.通过采用上述技术方案,能够对卸载后的定位座进行吸尘,保证定位座的清洁度。
52.本发明进一步设置为,所述固定盘上还安装有用于检测定位座上是否有塑料骨架的第二红外传感器。
53.通过采用上述技术方案,避免未卸载塑料骨架的定位座回到骨架上料机构的上料工位引起设备故障。
附图说明
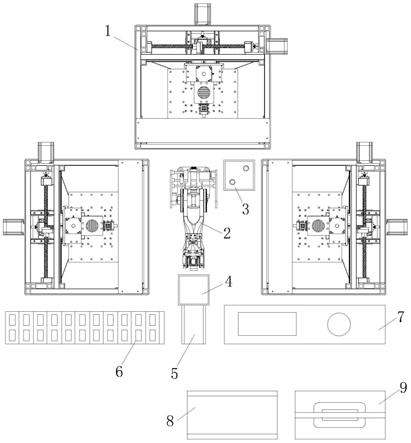
54.图1为本发明整体的结构示意图;图2为本发明金属插片与塑料骨架的组装结构示意图;图3为本发明分度盘及定位座的结构示意图;图4为本发明骨架上料机构的结构示意图;
图5为本发明下压组件和第一上顶组件的结构示意图;图6为本发明第一上顶组件去掉导向座的结构示意图;图7为本发明骨架及插片铆接机构的结构示意图;图8为本发明顶推组件的结构示意图;图9为本发明插片移位组件的第一视向结构示意图;图10为本发明插片移位组件的第二视向结构示意图;图11为本发明插片整形机构的结构示意图;图12为本发明压紧件的剖视图;图13为本发明ccd相机检测机构的结构示意图;图14为本发明卸载除尘机构的结构示意图。
55.图中:1、塑料骨架;2、金属插片;3、插槽;4、加工平台;5、分度盘;6、骨架上料机构;7、骨架及插片铆接机构;8、插片整形机构;9、ccd相机检测机构;10、卸载除尘机构;11、驱动组件;12、固定盘;13、转动盘;14、定位座;15、第一上料组件;16、第一搬运组件;17、第一出料振动盘;18、第一直振器;19、第一输送轨道;20、下压组件;21、第一上顶组件;22、第二上料组件;23、顶推组件;24、插片移位组件;25、支撑板;26、下板;27、导柱;28、导管;29、第一弹簧;30、定位槽;31、定位柱;32、第一支柱;33、第一横向气动滑台;34、第一竖向气动滑台;35、第一气动夹爪;36、第一气缸;37、支撑臂;38、压杆件;39、固定管;40、伸出杆;41、第一限位凸缘;42、第二弹簧;43、固定座;44、第二气缸;45、推板;46、弧形槽;47、导向座;48、顶杆;49、轴承;50、第二出料振动盘;51、第二直振器;52、第二输送轨道;53、支座;54、第三气缸;55、导轨;56、对接滑台;57、导座;58、导向通道;59、联动块;60、推杆;61、安置槽;62、导槽;63、限位凸筋;64、限位凹槽;65、第三弹簧;66、第一圆槽;67、第二圆槽;68、连接螺丝;69、第一t形槽;70、第一气道;71、第一接头;72、第一动块;73、第一限位块;74、推出限位块;75、限位凸部;76、第二支柱;77、安装板;78、主动轴;79、从动轴;80、第一驱动电机;81、主动轮;82、从动轮;83、履带;84、第一摆臂;85、第二摆臂;86、移动臂;87、抓取头;88、第二气道;89、第二接头;90、固定部;91、第一燕尾凸轨;92、第一燕尾滑槽;93、导杆;94、第一限位环;95、第四弹簧;96、计数板;97、计数器;98、第三支柱;99、第二竖向气动滑台;100、压紧件;101、安装座;102、安装孔;103、安装套;104、固定板;105、作用杆;106、第二限位环;107、第二限位凸缘;108、第五弹簧;109、整形压块;110、第二上顶组件;111、第四支柱;112、ccd工业相机;113、出料组件;114、除尘组件;115、搬运部分;116、导料槽;117、第五支柱;118、机械滑台;119、l形板;120、第四气缸;121、竖向滑块;122、第二气动夹爪;123、连接架;124、安装块;125、第三气道;126、第三接头;127、吸尘仓;128、第二燕尾凸轨;129、第二燕尾滑槽;130、t形连接块;131、第二t形槽;132、连接臂;133、连接板;134、第一螺孔;135、第二螺孔;136、后吸尘组件;137、第五气缸;138、横板;139、吸尘管;140、第四接头;141、第一红外传感器;142、第二红外传感器。
具体实施方式
56.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他
实施例,都属于本发明保护的范围。
57.实施例:如附图1~14所示的金属插片与塑料骨架组装设备,所述塑料骨架1上设有供金属插片2插入的插槽3,包括加工平台4、设置于加工平台4上的分度盘5(具有8个工位)以及围绕分度盘5依次设置的骨架上料机构6、骨架及插片铆接机构7、插片整形机构8、ccd相机检测机构9、卸载除尘机构10;分度盘5为市场上的常规装置,所述分度盘5包括驱动组件11以及设置于驱动组件11上的固定盘12和转动盘13,所述驱动组件11与转动盘13联动连接并驱动转动盘13转动,所述转动盘13上沿周向均匀设置有多个定位座14;所述骨架上料机构6包括第一上料组件15以及用于搬运塑料骨架1的第一搬运组件16,所述第一上料组件15包括用于塑料骨架1出料的第一出料振动盘、第一直振器18、用于传输塑料骨架1的第一输送轨道19,所述第一输送轨道19安装于第一直振器18上,第一输送轨道19的一端与第一出料振动盘的出口端相连接,第一输送轨道19的另一端设置在第一搬运组件16下方,当塑料骨架1被输送至第一搬运组件16下方时,第一搬运组件16将塑料骨架1搬运至对应的定位座14上;所述骨架及插片铆接机构7包括设置于对应定位座14上方用于压紧塑料骨架1的下压组件20、设置在对应定位座14下方用于抵住定位座14的第一上顶组件21、设置在加工平台4一侧的两组第二上料组件22、设置在加工平台4上用于将金属插片2插入塑料骨架1插槽3中的顶推组件23以及用于将两组第二上料组件22上的金属插片2送至顶推组件23上的两组插片移位组件24;当分度盘5上对应的定位座14带动插接有金属插片2的塑料骨架1到达插片整形机构8下方时,所述插片整形机构8对插接在塑料骨架1上的金属插片2进行压平;当分度盘5上对应的定位座14带动插接有金属插片2的塑料骨架1到达ccd相机检测机构9下方时,所述ccd相机检测机构9对插接有金属插片2的塑料骨架1进行形态检测;检测完成并且合格的插接有金属插片2的塑料骨架1通过卸载除尘机构10进行出料。
58.分度盘5上的转动盘13带动定位座14转动,使其依次经过骨架上料机构6、骨架及插片铆接机构7、插片整形机构8、ccd相机检测机构9、卸载除尘机构10,定位座14被运送至骨架上料机构6时,骨架上料机构6的第一搬运组件16将第一上料组件15上的塑料骨架1搬运至定位座14上,接着装有塑料骨架1的定位座14被运送至骨架及插片铆接机构7,通过下压组件20和第一上顶组件21分别作用于塑料骨架1和定位座14,将塑料骨架1压紧在定位座14上,两组第二上料组件22进行插片的双通道上料,两组插片移位组件24分别将两组第二上料组件22上的插片同时运送至顶推组件23上,顶推组件23加工对应的两个金属插片2推入塑料骨架1的两个插槽3中完成塑料骨架1与金属插片2的组装,生产效率达到了28只/分钟。当分度盘5上对应的定位座14带动插接有金属插片2的塑料骨架1到达插片整形机构8下方时,所述插片整形机构8对插接在塑料骨架1上的金属插片2进行压平,保证左右插片的平行度,当分度盘5上对应的定位座14带动插接有金属插片2的塑料骨架1到达ccd相机检测机构9下方时,所述ccd相机检测机构9对插接有金属插片2的塑料骨架1进行形态检测,让产品形态全面展现,实现形态尺寸、角度、深度及变形管控,检测完成并且合格的插接有金属插片2的塑料骨架1通过卸载除尘机构10进行边除尘边出料,实现不影响效率的同时进行除尘。因此,本发明能显著提升组装效率,组装形态实现全检,保证没有不合格品输出,打造数
据化与智能化生产系统,实现无人化生产。
59.如附图3所示,所述定位座14包括设置于转动盘13两侧的支撑板25和下板26,支撑板25与下板26之间通过多个导柱27相连接,所述转动盘13上还设有多个供所述导柱27穿过的导管28,所述下板26与转动盘13之间夹设有第一弹簧29,所述支撑板25上开设有定位槽30,定位槽30上安装有用于塑料骨架1定位的定位柱31。塑料骨架1套设在定位柱31上,能实现塑料骨架1的有效定位。
60.如附图4所示,所述第一搬运组件16包括安装于加工平台4上的第一支柱32,第一支柱32上安装有第一横向气动滑台33,第一横向气动滑台33的移动端上安装有第一竖向气动滑台34,第一竖向气动滑台34的移动端上安装有用于抓取塑料骨架1的第一气动夹爪35。第一气动夹爪35抓取塑料骨架1,通过第一横向气动滑台33和第一竖向气动滑台34实现对第一气动夹爪35的位移,从而将塑料骨架1搬运至对应的定位座14上。
61.如附图5所示,所述下压组件20包括安装于固定盘12上的第一气缸36,第一气缸36的伸出端上连接有支撑臂37,所述支撑臂37上安装有用于压住塑料骨架1的压杆件38,所述压杆件38包括固定管39及沿轴向滑动设置在固定管39上的伸出杆40,所述伸出杆40外端下端设有第一限位凸缘41,并且伸出杆40外周套设有第二弹簧42,所述第二弹簧42的上端抵在固定管39的下端面上,第二弹簧42的下端抵在第一限位凸缘41的上端面上。压杆件38可伸缩并附带弹簧缓冲的设计使其在抵住塑料骨架1的瞬间不会对其产生刚性撞击,从而起到保护塑料骨架1的效果。
62.如附图5和附图6所示,所述第一上顶组件21包括固定座43,固定座43上安装有第二气缸44,第二气缸44的伸出端上连接有推板45,推板45上开设有弧形槽46,所述固定座43上还设有导向座47,导向座47上沿竖向滑动设置有用于抵紧定位座14的顶杆48,所述顶杆48经轴转动连接有轴承49,所述轴承49滚动设置在弧形槽46中,第二气缸44推动推板45伸缩时,所述轴承49在弧形槽46中来回滚动,进而使顶杆48上下位移。该设计能够起到抵紧定位座14的作用,从而实现将塑料骨架1夹紧在定位座14上的效果。
63.如附图7所示,所述第二上料组件22包括用于金属插片2出料的第二出料振动盘、第二直振器51、用于传输金属插片2的第二输送轨道52,所述第二输送轨道52安装于第二直振器51上,第二输送轨道52的一端与第二出料振动盘的出口端相连接,第二输送轨道52的另一端设置在顶推组件23的一侧。该设计能够实现金属插片2的双通道输出,并且传输平稳有序,能够显著提升工作效率。
64.如附图8所示,所述顶推组件23包括安装于加工平台4上的支座53,所述支座53上安装有第三气缸54以及导轨55,所述导轨55上沿长度方向滑动设置有对接滑台56,所述对接滑台56上安装有导座57,所述导座57上开设有导向通道58,所述第三气缸54的伸出端联动连接有联动块59,所述联动块59上设有贯穿导向通道58的推杆60,所述对接滑台56上靠近导向通道58外端的位置对称设有用于放置金属插片2的两个安置槽61。第三气缸54的伸出端带动联动块59伸出,进而使推杆60伸出,推杆60伸出的过程中推动金属插片2位移,当联动块59抵在导座57上,联动块59作用于导座57,促使对接滑台56沿导轨55方向滑移,直至将两个金属插片2插入塑料骨架1的两个插槽3中,第三气缸54将对接滑台56拉回。
65.如附图8所示,所述对接滑台56上还设有与安置槽61相连通的导槽62,所述推杆60的底部嵌设在导槽62中,所述导槽62上沿长度方向设有限位凸筋63,所述推杆60上设有与
限位凸筋63相配合的限位凹槽64。该设计能够提升推杆60运动的稳定性,从而实现将两个金属插片2顺利并精准地插入塑料骨架1的两个插槽3中。
66.如附图8所示,所述顶推组件23还包括第三弹簧65,所述联动块59上开设有第一圆槽66,所述导座57上开设有第二圆槽67,所述第三弹簧65的两端分别嵌设在第一圆槽66和第二圆槽67中。该设计能够实现联动块59与导座57之间的缓冲,避免二者配合时产生刚性撞击,起到保护二者的效果,进而提升其使用寿命。
67.如附图8所示,所述第三气缸54的伸出端上安装有连接螺丝68,所述联动块59上开设有供连接螺丝68嵌入的第一t形槽69。其连接结构简单,拆装十分方便,利于前期的组装以及后期的维护操作。
68.如附图8所示,所述对接滑台56的底部开设有一对第一气道70,所述第一气道70的上端与对应的安置槽61相连通,所述第一气道70的下端安装有用于外接抽气装置的第一接头71。在金属插片2放置在安置槽61中时,第一气道70吸气能够吸住金属插片2,保证组装操作时金属插片2安置的稳固性,避免其在插接步骤中产生偏移。
69.如附图8所示,所述对接滑台56上设有第一动块72和第一限位块73,所述支座53上设有在第三气缸54伸出时作用于第一动块72的推出限位块74,所述联动块59上设有在第三气缸54收回时与第一限位块73相配合的限位凸部75。该设计能够实现联动块59与对接滑台56之间的联动关系。
70.如附图9所示,所述插片移位组件24包括第二支柱76,第二支柱76上设有安装板77,安装板77上转动设置有主动轴78和从动轴79,安装板77的一侧安装有第一驱动电机80,所述主动轴78的一端与第一驱动电机80的电机轴联动连接,主动轴78的另一端联动连接有主动轮81,所述从动轴79的一端联动连接有从动轮82,所述主动轮81和从动轮82上包覆有履带83;所述插片移位组件24还包括第一摆臂84、第二摆臂85、移动臂86以及抓取头87,所述第一摆臂84的一端与主动轴78联动连接,第一摆臂84的另一端与移动臂86上靠近主动轴78的一端相铰接,所述第二摆臂85的一端与从动轴79联动连接,第二摆臂85的另一端与移动臂86上靠近从动轴79的一端相铰接,所述抓取头87设置在移动臂86的一端,抓取头87底部开设有延伸至抓取头87侧部的第二气道88,第二气道88外端位于抓取头87侧部的位置安装有用于外接抽气装置的第二接头89。该设计能够大大提升金属插片2的上料速率,设备效率可以达到28只/分钟,市场常用设备13只/分钟,对比快了153%。
71.如附图9和附图10所示,所述抓取头87的一端设有固定部90,抓取头87上位于固定部90下方的位置沿竖向设置有第一燕尾凸轨91,所述抓取头87上设有与所述第一燕尾凸轨91相配合的第一燕尾滑槽92,所述抓取头87上还安装有导杆93,所述导杆93贯穿固定部90,导杆93上设有用于抵在固定部90上端面的第一限位环94,所述导杆93的外周还套设有第四弹簧95,所述第四弹簧95的上端抵在固定部90的下端面上,第四弹簧95的下端抵在抓取头87的上端面上。抓取头87吸住金属插片2时,导杆93的可伸缩设计配合第四弹簧95的缓冲效果,能够避免抓取有与金属插片2之间产生刚性撞击,从而起到保护金属插片2的效果,避免金属插片2表面发生损坏。
72.如附图10所示,所述从动轴79对应从动轮82的另一端设有计数板96,所述安装板77上安装有一对用于检测计数板96转动圈数的计数器97。该设计能够实现对金属插片2上料数量的统计,便于数据采集。
73.如附图11和附图12所示,所述插片整形机构8包括第三支柱98,所述第三支柱98上安装有第二竖向气动滑台99,第二竖向气动滑台99的移动端侧部安装有作用于塑料骨架1的压紧件100,所述压紧件100包括安装座101,安装座101上贯穿开设有安装孔102,安装孔102内设有安装套103,安装套103的上端连接有固定板104,固定板104经螺丝安装于安装座101上端,所述安装套103内穿设有作用杆105,所述作用杆105的上端设有用于抵在固定板104上端面的第二限位环106,所述作用杆105的下端设有第二限位凸缘107,作用杆105的外周还套设有第五弹簧108,第五弹簧108的上端抵在安装套103的下端面上,第五弹簧108的下端抵在第二限位凸缘107的上端面上;所述第二竖向气动滑台99的移动端底部设有作用于金属插片2的整形压块109;所述插片整形机构8还包括设置于对应定位座14下方用于抵住定位座14的第二上顶组件110,所述第二上顶组件110的结构与第一上顶组件21的结构相同。该设计能够在将插接有金属插片2的塑料骨架1压紧在定位座14上的同时,对金属插片2进行加压整形,保证两个金属插片2的平行度。
74.如附图13所示,所述ccd相机检测机构9包括第四支柱111,所述第四支柱111上安装有用于检测插接有金属插片2的塑料骨架1的ccd工业相机112。ccd工业相机112能够对插接有金属插片2的塑料骨架1进行形态检测,让产品形态全面展现,实现形态尺寸、角度、深度及变形管控。
75.如附图13和附图14所示,所述卸载除尘机构10包括出料组件113以及除尘组件114,所述出料组件113包括搬运部分115和导料槽116,所述搬运部分115包括第五支柱117,第五支柱117上安装有机械滑台118,所述机械滑台118的移动端上安装有l形板119,l形板119顶部安装有第四气缸120,第四气缸120的伸出端上联动连接有竖向滑块121,所述竖向滑块121上安装有第二气动夹爪122,所述第四支柱111上安装有连接架123,所述导料槽116安装于连接架123上;所述除尘组件114包括安装于第四支柱111上的安装块124,安装块124上设有第三气道125,第三气道125的一端安装有用于外接抽气装置的第三接头126,安装块124上位于第三气道125另一端的位置安装有吸尘仓127。该设计能够进行成品的边除尘边出料,实现不影响效率的同时进行除尘。
76.如附图14所示,所述l形板119上沿竖向安装有第二燕尾凸轨128,所述竖向滑块121上设有与第二燕尾凸轨128相配合的第二燕尾滑槽129。该设计能够提升竖向滑块121滑移的稳定性,保证第二气动夹爪122准确抓取成品并将其输送至导料槽116上进行出料。
77.如附图14所示,所述第四气缸120的伸出端上设有t形连接块130,所述竖向滑块121上开设有供t形连接块130嵌入的第二t形槽131。其连接结构简单,拆装十分方便,利于前期的组装以及后期的维护操作。
78.其中,所述吸尘仓127呈外大内小的形状,该设计能够增大吸尘的范围,从而提升吸尘效果。
79.如附图13所示,所述安装块124上设有一对抱接在第四支柱111上的连接臂132,两个连接臂132通过螺栓锁紧连接。旋紧螺栓时,两个连接臂132便抱紧第四支柱111,从而实现安装块124的快速安装。
80.如附图13所示,所述导料槽116的侧部设有连接板133,所述连接板133上呈圆周阵列分布有多个供螺丝穿过的第一螺孔134,所述连接架123上设有多个与所述第一螺孔134相对应的第二螺孔135。该设计可实现导料槽116安装角度的灵活调节,从而使成品被精准
输送至料仓中。
81.如附图3所示,还包括设置在卸载除尘机构10与骨架上料机构6之间的后吸尘组件136,所述后吸尘组件136包括安装于固定盘12上的第五气缸137,第五气缸137的伸出端上连接有横板138,横板138上设有向下设置的吸尘管139,吸尘管139侧部安装有用于外接抽气装置的第四接头140,所述第五气缸137的侧部还安装有用于检测定位座14的第一红外传感器141。该设计能够对卸载后的定位座14进行吸尘,保证定位座14的清洁度。
82.如附图3所示,所述固定盘12上还安装有用于检测定位座14上是否有塑料骨架1的第二红外传感器142。该设计避免未卸载塑料骨架1的定位座14回到骨架上料机构6的上料工位引起设备故障。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。