1.本发明涉及一种基于“刀刃形”气流主动调控激光焊接小孔和熔池的保护方法,属于 一种利用特殊形态的保护气流主动调控激光深熔焊接小孔和熔池的方法。
背景技术:
2.激光焊接过程中,根据材料对激光的吸收率存在一个突变的情况,将激光焊接模式分 为深熔焊和热导焊。其中深熔焊由于其良好的焊接质量而广泛研究与应用。在激光深熔焊 接中,激光束照射在小孔前壁,产生激光致高温高压蒸气。该蒸气的喷发作用于小孔后壁, 这会导致后壁熔池存在巨大波动,影响焊缝成形,同时将后壁一些大的颗粒吹除小孔外形 成飞溅缺陷或驼峰,而且这些蒸气会将一些空气吹至后壁熔融金属内形成气孔。这三种缺 陷是目前激光焊接领域遇见的最为典型的缺陷,而其产生的根本原因便是沿小孔前壁表面 法线方向喷发的激光致蒸气,有效控制这股气体,将有利于改善这些缺陷。
3.熔池和小孔是激光深熔焊接金属材料过程中由热效应和力学效应的影响必然会出现 的一种现象。金属蒸气和颗粒在反冲压力作用下从小孔喷发出来,由于阻挡激光束传播, 因此会严重影响激光焊接的稳定性,进而影响熔池和小孔的形态和冷却成型,最终会严重 影响焊缝成形质量。借助外力对羽辉、熔池、小孔进行有效调控,可达到减少焊接缺陷、 提升焊接质量的目的。使那借助一种什么形式、多大的力变成了我们要研究的一个难点、 重点所在。
4.本发明方法基于“刀刃形”保护气流劈开小孔内高速喷发的蒸汽流(羽辉)并作用于深 熔小孔口,具有抑制孔内高速喷发羽辉阻碍光束传输和扰动熔池保护的效果;同时压制熔 池中凸起的液柱,抑制飞溅和驼峰的形成。首先,“刀刃形”保护气流劈开小孔内喷发的 羽辉作用于熔池,减少羽辉及羽辉中的微粒进入激光束内,故而降低羽辉对焊接过程的负 面影响,并提高熔池的保护效果。其次,作用于熔池表面的“刀刃形”保护气流作用于熔 池(小孔口边缘),具有压制熔池的凸起形成飞溅或驼峰的效果,故而抑制飞溅和驼峰的 形成。第三,“刀刃形”保护气流作用于小孔口,将使小孔口的直径增大,故而更易于孔 内蒸气逸出,达到降低焊缝中气孔率的效果。
技术实现要素:
5.本发明的目的在于使用一种基于“刀刃形”保护气流主动调控激光焊接小孔和熔池的 保护方法,适用于金属材料加工领域以及涉及激光焊接、激光电弧复合焊接、电弧焊接等 领域。“刀刃形”保护气流劈开小孔内高速喷发的蒸汽流(羽辉)并作用于深熔小孔口,具有 抑制孔内高速喷发羽辉阻碍光束传输和扰动熔池保护的效果;同时压制熔池中凸起的液柱, 抑制飞溅和驼峰的形成;此外,保护气流可扩大小孔口直径,利于孔内蒸气逸出、降低焊 缝中的气孔率。通过改变刀刃形气流的流速或尺寸,可有效抑制羽辉蒸汽的负面效应并更 好的保护熔池,同时达到抑制驼峰、飞溅和焊缝中气孔的效果。
6.由高速气流通过一个极窄的狭缝即可产生“刀刃形”气流,其宽度为3-7mm,厚度极 薄,只有0.01-0.05mm,且挺度较高,从狭缝喷出的“刀刃形”气流吹出20mm之内,其 厚度基本不变。
7.所述的一种基于“刀口形”气流主动调控激光焊接小孔和熔池的保护方法,其特征在 于:“刀刃形”保护气流的厚度在0.1mm~3mm之间,刃长(垂直于气流轴向的长度)在1 mm~20mm之间,流速在1m/s~300m/s之间;“刀刃形”保护气流的轴向与光束轴向间的 夹角在1
°
~90
°
之间。“刀刃形”保护气流在焊接板面上的投影宽度等于气流的厚度,该 投影与焊接方向的夹角为0
°
~180
°
。
8.所述的一种基于“刀口”形气流主动调控激光焊接小孔和熔池的保护方法,其保护原 理为:特制喷嘴产生特殊形态的保护气气流,这种保护气气流从刀口型喷嘴喷发出来,与 喷发出的金属蒸气产生相互作用,最大限度的将羽辉吹除掉,达到保护熔池和小孔的目的。
9.所述的一种基于“刀刃”形气流主动调控激光焊接小孔和熔池的保护方法,其特征在 于:保护气可以是氩气、氦气、氮气等气体或上述几种气体组成的混合气体。
10.下面提供一种主动调控激光焊接小孔和熔池的保护装置,但因为绝不局限于以下装置 只要能由高速气流通过一个极窄的狭缝即可产生“刀刃形”气流即可。
11.该保护装置是由外管和内管组成的双层保护喷嘴;双层保护喷嘴的外管通惰性气体保 护激光焊接熔池,内管产生“刀刃形”保护气流并作用于小孔口;
12.包括:喷嘴,喷嘴头套(2),喷嘴筒内芯(3),喷嘴筒外套(4),喷嘴尾部部分(5); 其中,将喷嘴尾部部分(5)安装在喷嘴筒内芯(3)中并固定,将喷嘴筒外套(4)套在 喷嘴筒内芯(3),再将喷嘴头(1)安装在喷嘴筒内芯(3)前端,再将喷嘴筒外套(4) 套在喷嘴(1)上;将整个喷嘴系统使用夹具夹住,放置在焊材表面上方,从两个保护气 瓶引出的气体通过传输管分别流入喷嘴筒外套(4)和喷嘴尾部部分(5),前者为双层保 护喷嘴的外喷嘴,后者是双层保护喷嘴的内喷嘴;
13.喷嘴的端口截面为矩形,该矩形长度在2mm~7mm之间,宽度在0.01mm~1mm之间。
14.2.所采用装置,喷嘴狭缝尺寸为长度5mm,宽度0.02mm。
15.3.所采用装置,双层喷嘴的外管内径为5mm~50mm之间;双层保护喷嘴的喷气方向 与焊接方向一致或相反;双层保护喷嘴的轴向与激光束的夹角设定在5
°
~85
°
之间;保护装 置距离焊接板材表面的高度在0.5mm~5mm之间。
16.4.根据权利要求3所述的一种主动调控激光焊接小孔和熔池的保护装置,其特征在于: 外管直径20mm;喷嘴轴线与激光束夹角为45
°
,喷嘴头底部距板材1mm。
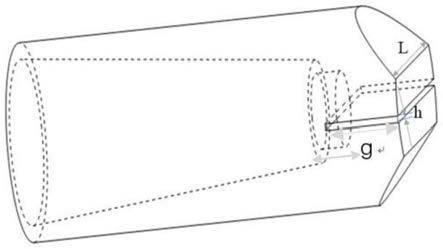
17.5.所采用装置,喷嘴结构为在一个实心圆柱体上进行机械加工,首先掏空一个同心圆 台,从左侧开始,掏空圆台的截面半径逐渐变小,到预定半径大小后开始掏空一个面积更 小的圆柱;圆掏空形状为圆台的目的是一是为了加速气流流动,二是为了可以和下图喷嘴 内芯前端口形状相配合使其固定,其中掏空圆柱的半径与下图喷嘴内芯的前端出气口大小 一致;然后再在掏空的圆柱后掏空一个长方体的形状出来,尺寸如下文描述,用于产生刀 刃形气流;产生机制为输入的气流通过一个宽度极小的长方体即狭缝,其中h为狭缝宽度 可设定为0.01mm-1mm,l为狭缝长度,设定为2-7mm,g为狭缝深度,可设定2-3mm, 输出气流通过这种狭缝,输出刀刃型气流。
18.6.所采用装置,喷嘴头套由一个掏空的圆柱和一个掏空的圆台构成,其安装位置是拧 在喷嘴外层管上,作用是将外层气流以圆形状态流出起辅助保护熔池的作用。
19.7.所采用装置,喷嘴内芯结构由一个掏空的圆柱筒和一个凸起部分和一个内芯前端部 分构成;凸起部分在内管与外管组合过程中起固定作用,保证内管套入外管后处于一个固 定位置;凸起部分留有出气通道保证外层气流通过;凸起前端开始,直径逐渐变小,凸起 前端连接喷嘴,用于向喷嘴输入气流。
20.8.所采用装置,喷嘴筒外套外设置凸台,凸台设有孔洞螺纹,连接气嘴阀,用于输入保 护气。
21.9.所采用装置,喷嘴尾部部分位于整个喷嘴结构的末端,连接内管和保护气气瓶,用 于向内管供气。
22.与现有技术相比,本发明具有如下有益效果:通过改变刀刃形气流的流速或尺寸,可 有效抑制羽辉蒸汽的负面效应并更好的保护熔池,同时达到抑制驼峰、飞溅和焊缝中气孔 的效果。对熔池和小孔进行有效保护,还可以保护焊缝,美化焊缝。应用于汽车加工领域、 航空航天制造领域、轮船制造领域等以及各个涉及激光焊接、激光电弧复合焊接、电弧焊 接领域中熔池和小孔的保护。
附图说明
23.图1为喷嘴示意图;
24.图2为喷嘴头套示意图;
25.图3为喷嘴内芯示意图;
26.图4a为喷嘴外套示意图;
27.图4b为喷嘴筒外套半剖示意图;
28.图5为喷嘴尾部部分示意图;
29.图6为喷嘴整体结构示意图;
30.图7、8为实际观察结果图;
31.图9为使用纹影仪观测的喷嘴产生的气流形态;
32.图10为焊接过程示意图。
[0033][0034][0035]
图11焊接过程保护气流动示意图
[0036]
图12、气流作用示意图之俯视图
[0037]
图13、加刀口型气流纵截面结果
[0038]
图14、加圆形气流纵截面结果
[0039]
图15、加刀刃型气流焊缝表面成形
[0040]
图16、加圆形气流焊缝表面成形
[0041]
图17、加刀刃型气流横截面结果
[0042]
图18、加圆形气流横截面结果
[0043]
图19为喷嘴内芯;
[0044]
图20为喷嘴内芯局部。
设定2-3mm,输出气流通过这种狭缝,可以输出理想的“刀刃型”气流。
[0055]
喷嘴头套三维立体图如图2所示。由一个掏空的圆柱和一个掏空的圆台构成,掏空结 构形状如图2所示,左右两侧为圆柱,中间为衔接区域。圆柱变小是为了加速气流的流动 速度。其安装位置是拧在喷嘴外层管上,作用是将外层气流以圆形状态流出起辅助保护熔 池的作用。
[0056]
喷嘴内芯结构如图3a图b所示,由一个掏空的圆柱筒和一个凸起部分和一个内芯前端 部分构成。总长16cm,圆柱筒部分外管直径6mm,内管直径4mm。凸起部分结构如上图 所示,在由连个圆台中间夹着一个圆柱形成的实体上,进行纵向切割,形成截面如图3.b 的形状。凸起部分有两个作用,一是在内管与外管组合过程中起固定作用,保证内管套入 外管后处于一个固定位置;其二是留有出气通道保证外层气流通过。凸起前端开始,直径 逐渐变小,渐变长度2cm,外管直径从6mm渐变为4cm,内管直径渐变为3cm,有利于提 高流速,在此部位连接喷嘴,用于向喷嘴输入气流,进而产生挺度极高的气流。
[0057]
图4a是喷嘴外套,图4b是喷嘴筒外套半剖示意图;喷嘴筒外套用于产生圆形辅助保护 气流,凸起部分是个被切一刀的圆柱体,在切面上设有孔洞螺纹,连接气嘴阀,用于输入 保护气。总长125mm,外直径12mm,内直径8mm。
[0058]
图5是喷嘴尾部部分,喷嘴尾部部分位于整个喷嘴结构的末端,连接内管和保护气 气瓶,用于向内管供气。结构如图5所示。
[0059]
焊接过程示意图如图10所示,其中,7代表喷嘴,大箭头所指方向为焊接方向,喷气 方向先与水平呈45
°
,即θ为45
°
,另一个方向是气流喷气方向与焊接方向相反,如喷嘴头 部箭头所指方向。b表示喷嘴与板材间距,可设定0.5mm-5mm。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。