1.本实用新型属于木料加工用刀具的技术领域,具体涉及一种木料加工用盲孔钻。
背景技术:
2.在机械加工木料盲孔时,需要使用盲孔钻。目前市场上此类型钻咀普遍由钢材和硬质合金组合而成,因其产品结构和材料等原因,导致钻咀在使用过程中,在划线刃最高点易出现崩刃和不耐磨等情况,普遍寿命都偏低,造成了材料和更多工业废品的产生。
技术实现要素:
3.本实用新型的目的在于提供一种木料加工用盲孔钻,在排屑槽基础上增加两个副排屑槽,使更易排出切削产生的物体废料;所述金刚石划线刃的圆弧状的切削刃口使整体耐磨性和抗崩性显著提高,延长了刀头的使用寿命,具有较好的实用性。
4.本实用新型主要通过以下技术方案实现:
5.一种木料加工用盲孔钻,包括刀头,所述刀头的一侧中心处设置有中心孔,以中心孔作为对称中心,在刀头上对称设置有两组交错的排屑槽、弧形的副排屑槽;两侧的排屑槽与副排屑槽之间对称设置有两个焊刀槽,所述排屑槽上远离焊刀槽的一端设置有划线刃焊刀槽;两个焊刀槽、两个划线刃焊刀槽均以中心孔作为对称中心进行对称设置;所述中心孔内设置有圆柱体合金,且圆柱体合金自由端的中心处为塔形尖状,所述焊刀槽内设置有金刚石刀片,所述划线刃焊刀槽内设置有金刚石划线刃,且金刚石划线刃的最高切削点为圆弧状的切削刃口。
6.本实用新型在使用过程中,通过中心孔位置塔形尖状定住加工孔的圆心,两侧的金刚石划线刃切削出圆周直径,采用金刚石刀片切削掉大部分加工材料,进而完成加工。本实用新型在两个排屑槽的基础上,增加了两个副排屑槽,使用时更易排出切削产生的物体废料;再因刀头的切削刃由复合金刚石代替盘普通合金,划线刃最高点由普通钻咀的尖点改为r圆角,再加上其独特的负前角γο的设计,使用时整体耐磨性和抗崩刃情况显著提升,使用寿命将成几何倍数的提升,具有较好的实用性。
7.为了更好地实现本实用新型,进一步地,所述划线刃焊刀槽的负前角γο为10
°‑
30
°
,且宽度为b。
8.为了更好地实现本实用新型,进一步地,所述金刚石划线刃形成具有负前角和正后角的且最高切削点为圆弧r2的切削刃口,其中圆弧r2为0.2mm-0.4mm。
9.为了更好地实现本实用新型,进一步地,所述副排屑槽的圆弧r为10mm-30mm。
10.为了更好地实现本实用新型,进一步地,所述中心孔的直径d为2.5mm-4mm,所述排屑槽的角度α为80
°‑
100
°
。
11.为了更好地实现本实用新型,进一步地,在刀头上开设以中心线夹角为β,宽度为h,长度为刀头半径的焊刀槽;其中夹角β为10
°‑
15
°
,宽度h为1mm-2mm。
12.为了更好地实现本实用新型,进一步地,还包括刀杆,所述刀杆的一端与刀头连
接,所述刀杆由钢材制备得到。
13.本实用新型的有益效果:
14.本实用新型在两个排屑槽的基础上,增加了两个副排屑槽,使用时更易排出切削产生的物体废料;再因刀头的切削刃由复合金刚石代替盘普通合金,划线刃最高点由普通钻咀的尖点改为r圆角,再加上其独特的负前角γο的设计,使用时整体耐磨性和抗崩刃情况显著提升,使用寿命将成几何倍数的提升,具有较好的实用性。
附图说明
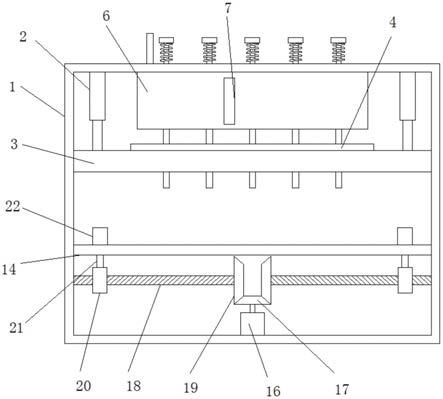
15.图1为本实用新型的结构示意图;
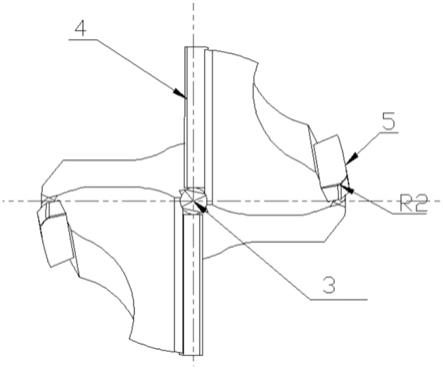
16.图2为划线刃焊刀槽的结构示意图;
17.图3为刀头的结构示意图。
18.其中:1-刀杆、2-刀头、3-圆柱体合金、4-金刚石刀片、5-金刚石划线刃。
具体实施方式
19.实施例1:
20.一种木料加工用盲孔钻,如图2、图3所示,包括刀头2,所述刀头2的一侧中心处设置有中心孔,以中心孔作为对称中心,在刀头2上对称设置有两组交错的排屑槽、弧形的副排屑槽;两侧的排屑槽与副排屑槽之间对称设置有两个焊刀槽,所述排屑槽上远离焊刀槽的一端设置有划线刃焊刀槽;两个焊刀槽、两个划线刃焊刀槽均以中心孔作为对称中心进行对称设置;所述中心孔内设置有圆柱体合金3,且圆柱体合金3自由端的中心处为塔形尖状,所述焊刀槽内设置有金刚石刀片4,所述划线刃焊刀槽内设置有金刚石划线刃5,且金刚石划线刃5的最高切削点为圆弧状的切削刃口。
21.进一步地,如图1所示,在刀头2上开设以中心线夹角为β,宽度为h,长度为刀头2半径的焊刀槽;其中夹角β为10
°‑
15
°
,宽度h为1mm-2mm。
22.进一步地,如图1所示,还包括刀杆1,所述刀杆1的一端与刀头2连接,所述刀杆1由钢材制备得到。
23.本实用新型在使用过程中,通过中心孔位置塔形尖状定住加工孔的圆心,两侧的金刚石划线刃5切削出圆周直径,采用金刚石刀片4切削掉大部分加工材料,进而完成加工。本实用新型在两个排屑槽的基础上,增加了两个副排屑槽,使用时更易排出切削产生的物体废料;再因刀头2的切削刃由复合金刚石代替盘普通合金,划线刃最高点由普通钻咀的尖点改为r圆角,再加上其独特的负前角γο的设计,使用时整体耐磨性和抗崩刃情况显著提升,使用寿命将成几何倍数的提升,具有较好的实用性。
24.实施例2:
25.本实施例是在实施例1的基础上进行优化,如图2所示,所述划线刃焊刀槽的负前角γο为10
°‑
30
°
,且宽度为b。
26.进一步地,如图3所示,所述金刚石划线刃5形成具有负前角和正后角的且最高切削点为圆弧r2的切削刃口,其中圆弧r2为0.2mm-0.4mm。
27.本实用新型在使用过程中,通过中心孔位置塔形尖状定住加工孔的圆心,两侧的金刚石划线刃5切削出圆周直径,采用金刚石刀片4切削掉大部分加工材料,进而完成加工。
本实用新型在两个排屑槽的基础上,增加了两个副排屑槽,使用时更易排出切削产生的物体废料;再因刀头2的切削刃由复合金刚石代替盘普通合金,划线刃最高点由普通钻咀的尖点改为r圆角,再加上其独特的负前角γο的设计,使用时整体耐磨性和抗崩刃情况显著提升,使用寿命将成几何倍数的提升,具有较好的实用性。
28.本实施例的其他部分与实施例1相同,故不再赘述。
29.实施例3:
30.本实施例是在实施例1或2的基础上进行优化,如图2所示,所述副排屑槽的圆弧r为10mm-30mm。
31.进一步地,所述中心孔的直径d为2.5mm-4mm。
32.进一步地,所述排屑槽的角度α为80
°‑
100
°
。
33.本实施例的其他部分与上述实施例1或2相同,故不再赘述。
34.实施例4:
35.一种木料加工用盲孔钻,如图1-图3所示,包括钢材机体和复合金刚石刀片4。其中钢材机体由刀杆1和刀头2组成。在刀头2中心上钻一个大小为d(d=2.5mm~4mm)的中心孔。以中心为基准,分别开2个对称的角度为α(α=80
°
~100
°
)的排屑槽,再同样开2个圆弧大小为r(r=10~30)的副排屑槽。
36.进一步地,再开2个对称的以中心线夹角为β(β=10
°
~15
°
),宽度为h(h=1mm~2mm),长度为刀头2半径的焊刀槽。
37.进一步地,在副排屑槽旁,再开2个负前角为γο(γο=10
°
~30
°
),宽度为b的划线刃焊刀槽。
38.进一步地,在中心孔d位置嵌入一个同样大小的圆柱体合金3;在焊刀槽位置分别放入2个金刚石刀片4,通过焊接使其连为一体。再通过磨削加工;使圆柱体合金3在圆心位置成塔形尖状;金刚石刀片4形成具有前角和后角的加工刃口。
39.进一步地,再在划线刃焊刀槽位置分别放入2个金刚石划线刃5,并通过焊接使其连为一体。再通过磨削加工,使其金刚石划线刃5形成具有负前角和正后角的且最高切削点为圆弧r2(r2=0.2~0.4)的切削刃口。
40.本实用新型在使用过程中,通过中心孔位置塔形尖状定住加工孔的圆心,两侧的金刚石划线刃5切削出圆周直径,采用金刚石刀片4切削掉大部分加工材料,进而完成加工。本实用新型在两个排屑槽的基础上,增加了两个副排屑槽,使用时更易排出切削产生的物体废料;再因刀头2的切削刃由复合金刚石代替盘普通合金,划线刃最高点由普通钻咀的尖点改为r圆角,再加上其独特的负前角γο的设计,使用时整体耐磨性和抗崩刃情况显著提升,使用寿命将成几何倍数的提升,具有较好的实用性。
41.以上所述,仅是本实用新型的较佳实施例,并非对本实用新型做任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化,均落入本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。