1.本发明涉及电化学储能设备领域,具体而言,本发明涉及制备硫化物固态电解质层的方法、硫化物固态电解质层和锂离子电池。
背景技术:
2.锂离子电池广泛应用于消费电子、动力汽车、大型储能等许多领域,但是由于电解液易泄露、易燃,现有锂离子电池正负极以及液态电解质体系业已触及能量密度的瓶颈,目前商用动力电池面临着安全性差、能量密度低两大问题。采用不燃的固体电解质替代商用电解液,一方面能够从根本上保证锂离子电池的安全性;另一方面能够简化电池构建步骤、省去大量非活性材料,还使金属锂负极成为可能(抑制锂枝晶),能够大幅提升电池的能量密度。在实现全固态电池的三种体系中(聚合物、氧化物、硫化物),硫化物电解质因具有最高的离子电导率以及良好的机械性能,可提供良好的界面接触,成为目前研究的热点。
3.现有技术一般是用将硫化物电解质颗粒直接压制成片,或者将硫化物电解质与高分子聚合物粘结剂的混合物压制成片等方式构建固态电解质层,这样造成了电解质颗粒之间存在较大的晶界电阻,同时电解质与正负极存在较大的界面阻抗,从而导致全固态锂电池整体电阻较大,影响电池的充放电性能,长期储存或者循环可能会使无机固态电解质片破碎、粉化、离子电导率下降等,也无法长期有效的发挥全固态锂电池的能量密度及功率密度。而且要实现后续全固态电池的大规模生产,粉饼和干法成膜的方法也并不可行。
4.为实现规模化生产,实用的方法是通过制备硫化物固态电解质溶液/浆料并原位固化的方式,实现涂布成膜。第一种是采用溶液工艺,将通过固相合成、机械化学法和液相合成等合成的硫化物电解质在与之匹配的溶剂当中溶解和沉淀的过程。通过溶液工艺制备的电解质为均一溶液,可以润湿颗粒表面并渗透复合电极的多孔结构,从而在活性材料颗粒和电解质颗粒之间形成具有较大接触面积的固固界面。但是硫化物固态电解质容易与溶剂发生反应,导致硫化物固态电解质的离子电导率降低至10-4
s cm-1
~10-6
s cm-1
。第二种是硫化物固态电解质的浆料工艺,硫化物电解质与聚合物粘合剂在非极性或低极性溶剂中分散,可以应用于湿法涂布从而制备电解质薄层(几十微米的厚度)。因此,找寻与硫化物电解质相匹配的粘结剂和溶剂是最关键的步骤。由于硫化物电解质的高反应活性,非极性或低极性溶剂(极性为0~3)如甲苯,正庚烷,二甲苯和苯甲醚是典型的选择。但是由于硫化物固态电解质本身的不稳定性,以及所能选择的溶剂范围有限且大多都回收困难、毒性较大,还是不是最佳方案。
5.综上所述,现有的制备硫化物固态电解质层的方法仍有待改进。
技术实现要素:
6.本发明旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本发明的一个目的在于提出制备硫化物固态电解质层的方法、硫化物固态电解质层和锂离子电池。
7.在本发明的一个方面,本发明提出了一种制备硫化物固态电解质层的方法。根据
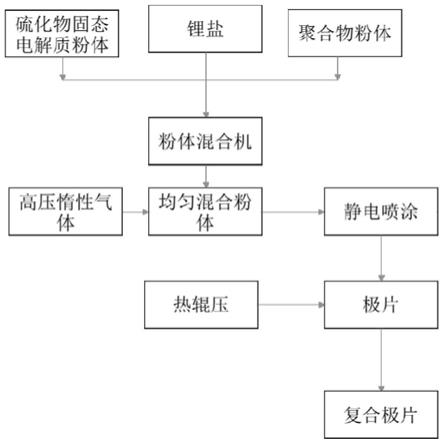
本发明的实施例,该方法包括:(1)提供极片;(2)基于混合粉体,在所述极片的至少部分表面形成硫化物固态电解质初级涂层;所述混合粉体包括硫化物固态电解质粉体、锂盐粉体和热敏聚合物粉体;(3)对所述硫化物固态电解质初级涂层进行热辊压,得到所述硫化物固态电解质层。
8.根据本发明上述实施例的制备硫化物固态电解质层的方法,首先利用含硫化物固态电解质、锂盐和热敏聚合物的混合粉体在极片表面形成均匀的硫化物固态电解质初级涂层,然后通过热辊压将初级涂层中的热敏聚合物激活,从而将硫化物固态电解质粉体和锂盐粉体粘结起来,形成稳定的固态电解质层。一方面,该方法整个过程中完全不使用溶剂,避免了溶剂与硫化物固态电解质反应、降低离子电导率的问题,从而可以提高电池的循环性能;另一方面,热辊压可以同时起到激活热敏聚合物和控制电解质层厚度的作用,并提高电解质层的剥离强度,且易于实现规模化生产。
9.另外,根据本发明上述实施例的制备硫化物固态电解质层的方法还可以具有如下附加的技术特征:
10.在本发明的一些实施例中,所述硫化物固态电解质粉体选自li
3.25
ge
0.25
p
0.75
s4、li
10
gep2s
12
、li6ps5cl、li6ps5br、li6ps5i、li6ps5clbr、li
10
snp2s
12
、li7geps8、70li2s-30p2s5、li2s-sis2、80li2s-20p2s5、li
9.54
si
1.74
p
1.44s11.7
cl
0.3
中的至少之一。
11.在本发明的一些实施例中,所述硫化物固态电解质粉体的粒径为1μm~5μm。
12.在本发明的一些实施例中,所述锂盐粉体选自双三氟甲基磺酰亚胺锂、双二氟甲基磺酰亚胺锂、双草酸硼酸锂、二氟草酸硼酸锂、氯化锂、六氟磷酸锂、高氯酸锂、四氟硼酸锂、六氟砷酸锂、甲醇锂、乙醇锂、草酸锂、硬脂酸锂、双草酸硼酸锂中的至少之一。
13.在本发明的一些实施例中,所述热敏聚合物粉体选自热塑性聚氧化乙烯、聚偏氟乙烯-六氟丙烯、聚甲基丙烯酸甲酯、聚碳酸酯、热熔性聚氨酯、乙烯-醋酸乙烯共聚物、热熔胶粉中的至少之一。
14.在本发明的一些实施例中,所述混合粉体中,所述锂盐粉体的质量为所述硫化物固态电解质粉体质量的10%~20%,所述热敏聚合物粉体的质量为所述硫化物固态电解质粉体和所述锂盐粉体重质量的2%~20%。
15.在本发明的一些实施例中,所述极片为正极极片,所述硫化物固态电解质粉体的质量为所述正极极片中正极活性物质质量的5%~15%。
16.在本发明的一些实施例中,基于所述混合粉体,通过静电喷涂,形成所述硫化物固态电解质初级涂层。
17.在本发明的一些实施例中,所述热辊压所采用的辊压温度为100℃~200℃,辊压速度为30cm/min~150cm/min,辊压压力为0~200mpa。
18.在本发明的另一方面,本发明提出了一种硫化物固态电解质层。根据本发明的实施例,该硫化物固态电解质层是由上述实施例的制备硫化物固态电解质层的方法制备得到的。由此,该硫化物固态电解质层的离子电导率高,与极片间的剥离强度高,且易于实现规模化生产。
19.在本发明的再一方面,本发明提出了一种锂离子电池。根据本发明的实施例,该锂离子电池包括上述实施例的硫化物固态电解质层。由此,该锂离子电池具有优秀的循环性能等方面电化学性能,且易于实现规模化生产。
20.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
21.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
22.图1是根据本发明一个实施例的制备硫化物固态电解质层的方法流程示意图;
23.图2是根据本发明一个实施例的制备硫化物固态电解质层的方法中干法静电涂布工艺的示意图;
24.图3是实施例1~7中,热辊压压力与硫化物固态电解质层辊压比的变化关系图。
具体实施方式
25.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。实施例中未注明具体技术或条件的,按照本领域内的文献所描述的技术或条件或者按照产品说明书进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规产品。
26.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
27.在本发明的一个方面,本发明提出了一种制备硫化物固态电解质层的方法。下面进一步对根据本发明实施例的制备硫化物固态电解质层的方法进行详细描述。
28.首先,根据本发明的实施例,提供待形成硫化物固态电解质层的极片。极片可以为用于锂离子电池的正极极片或负极极片。具体的,正极极片包括集流体和形成在集流体表面的电极活性材料层,其中,正极活性材料层中含有正极活性物质、导电剂和粘结剂。正极活性物质可以采用磷酸铁锂、钴酸锂、锰酸锂,镍钴锰酸锂、镍钴铝酸锂等中的一种或多种,导电剂和粘结剂可以采用本领域常用的种类,在此不做赘述。对于负极极片,优选为用于固态锂离子电池的负极极片,如金属锂片、锂铟合金片等。
29.另外,需要说明的是,适于形成硫化物固态电解质层的基体并不限于锂电池极片,本领域技术人员也可以选择其他基体,通过后续步骤制备硫化物固态电解质层。
30.进一步地,根据本发明的实施例,基于混合粉体,在上述极片的至少部分表面形成硫化物固态电解质初级涂层。所述混合粉体包括硫化物固态电解质粉体、锂盐粉体和热敏聚合物粉体。由此,本发明的方法在制备固态电解质层的全过程中不是用溶剂,从而可以避免溶剂与硫化物固态电解质反应、降低离子电导率的问题,从而可以提高电池的循环性能。
31.根据本发明的一些实施例,上述硫化物固态电解质粉体可以选自li
3.25
ge
0.25
p
0.75
s4、li
10
gep2s
12
、li6ps5cl、li6ps5br、li6ps5i、li6ps5clbr、li
10
snp2s
12
、li7geps8、70li2s-30p2s5、li2s-sis2、80li2s-20p2s5、li
9.54
si
1.74
p
1.44s11.7
cl
0.3
中的至少之一,优选为其中的一种或两种。
32.根据本发明的一些实施例,硫化物固态电解质粉体的粒径可以为1μm~5μm,例如1
μm、2μm、3μm、4μm、5μm等。通过控制硫化物固态电解质粉体的粒径在上述范围,制备得到的固态电解质层性能更佳;如果硫化物固态电解质粉体的粒径过小,则可能导致制备得到的固态电解质层中离子导电性变差,进而导致电池性能变差,且粉体粒径过小会提高制造成本;如果硫化物固态电解质粉体的粒径过大,则可能导致制备得到的固态电解质层中空隙太大,易造成正负极短路,且粉体粒径过大也不利于制成固态电解质层。
33.根据本发明的一些实施例,上述锂盐粉体可以选自双三氟甲基磺酰亚胺锂(litfsi)、双二氟甲基磺酰亚胺锂(lifsi)、双草酸硼酸锂(libob)、二氟草酸硼酸锂(lidfob)、氯化锂(licl)、六氟磷酸锂(lipf6)、高氯酸锂(liclo4)、四氟硼酸锂(libf4)、六氟砷酸锂(liasf6)、甲醇锂、乙醇锂、草酸锂、硬脂酸锂、双草酸硼酸锂中的至少之一,优选为其中的一种或两种。
34.根据本发明的一些实施例,上述热敏聚合物粉体可以选自热塑性聚氧化乙烯、聚偏氟乙烯-六氟丙烯、聚甲基丙烯酸甲酯、聚碳酸酯、热熔性聚氨酯、乙烯-醋酸乙烯共聚物、热熔胶粉中的至少之一。上述热敏聚合物可以在热辊压条件下发生流动变形,从而将硫化物固态电解质粉体和锂盐粉体粘结起来,形成稳定的固态电解质层。另外,发明人发现,热熔性聚合物比热塑性聚合物粘结力更强,制成的固态电解质层更难剥离。
35.根据本发明的一些实施例,上述混合粉体中,锂盐粉体的质量为硫化物固态电解质粉体质量的10%~20%,例如10%、12%、14%、16%、18%、20%等。通过控制锂盐粉体和硫化物固态电解质粉体的用量比例在上述范围,可以制备得到的性能最优的固态电解质层;如果锂盐粉体的用量过少,则可能导致制备得到的固态电解质层中离子导电性变差,进而导致电池性能变差;如果锂盐粉体的用量过多,则可能造成锂盐冗余。热敏聚合物粉体的质量为硫化物固态电解质粉体和锂盐粉体重质量的2%~20%,例如2%、4%、6%、8%、10%、12%、14%、16%、18%、20%等。通过控制热敏聚合物粉体的用量在上述范围,可以制备得到的性能最优的固态电解质层;如果热敏聚合物粉体的用量过少,则可能无法成功制备得到的固态电解质层;如果热敏聚合物粉体的用量过多,则可能导致制备得到的固态电解质层中离子电导率变差,进而导致电池性能变差。
36.根据本发明的一些实施例,当在正极极片表面制备硫化物固态电解质层时,硫化物固态电解质粉体的质量优选为正极极片中正极活性物质质量的5%~15%,例如5%、8%、10%、12%、15%等。
37.根据本发明的一些实施例,基于混合粉体,通过静电喷涂,形成硫化物固态电解质初级涂层。由此,可以得到平整的初级涂层,同时不需要使用溶剂。
38.进一步地,根据本发明的实施例,对硫化物固态电解质初级涂层进行热辊压,得到硫化物固态电解质层。通过对硫化物固态电解质初级涂层进行热辊压,可以将初级涂层中的热敏聚合物激活,使其发生流动变形,从而将硫化物固态电解质粉体和锂盐粉体粘结起来,形成稳定的固态电解质层。
39.根据本发明的一些实施例,热辊压所采用的辊压温度可以为100℃~200℃,辊压速度可以为30cm/min~150cm/min,辊压压力可以为0~200mpa。具体的,辊压温度可以为100℃、120℃、140℃、160℃、180℃、200℃等。由此,可以有效地将初级涂层中的热敏聚合物激活。辊压速度可以为30cm/min、50cm/min、70cm/min、90cm/min、110cm/min、130cm/min、150cm/min等。辊压压力可以为0、30mpa、60mpa、90mpa、120mpa、150mpa、180mpa、200mpa等。
在一定范围内,提高辊压压力可以使固态电解质层中活性物质颗粒排列更加紧密,显著增强活性颗粒间的粘结作用,提高固态电解质层的剥离强度。
40.在本发明的另一方面,本发明提出了一种硫化物固态电解质层。根据本发明的实施例,该硫化物固态电解质层是由上述实施例的制备硫化物固态电解质层的方法制备得到的。由此,该硫化物固态电解质层的离子电导率高,与极片间的剥离强度高,且易于实现规模化生产。
41.另外,需要说明的是,前文针对制备硫化物固态电解质层的方法所描述的全部特征和优点,同样适用于该硫化物固态电解质层产品,在此不再一一赘述。
42.在本发明的再一方面,本发明提出了一种锂离子电池。根据本发明的实施例,该锂离子电池包括上述实施例的硫化物固态电解质层。由此,该锂离子电池具有优秀的循环性能等方面电化学性能,且易于实现规模化生产。
43.另外,需要说明的是,前文针对制备硫化物固态电解质层的方法、硫化物固态电解质层所描述的全部特征和优点,同样适用于该锂离子电池,在此不再一一赘述。
44.下面参考具体实施例,对本发明进行描述,需要说明的是,这些实施例仅仅是描述性的,而不以任何方式限制本发明。
45.实施例1
46.参考图1和2,将细化后平均粒径为1μm的硫化物固态电解质li6ps5cl和锂盐litfsi、热塑性聚合物粉体聚偏氟乙烯-六氟丙烯按照质量比10:1:1.1比例混合60min后,通过高压氩气分散至悬浮状态,经静电喷枪喷涂至正极极片上,形成固态电解质初级涂层,随后设置辊温为200℃,辊压速度为50cm/min,在辊压压力为0的条件下对固态电解质初级涂层进行热辊轧,完成固态电解质层的制备,得到形成有硫化物固态电解质层的复合极片。
47.实施例2
48.将细化后平均粒径为1μm的硫化物固态电解质li6ps5cl和锂盐litfsi、热塑性聚合物粉体聚偏氟乙烯-六氟丙烯按照质量比10:1:1.1比例混合60min后,通过高压氩气分散至悬浮状态,经静电喷枪喷涂至正极极片上,形成固态电解质初级涂层,随后设置辊温为200℃,辊压速度为50cm/min,在辊压压力为30mpa的条件下对固态电解质初级涂层进行热辊轧,完成固态电解质层的制备,得到形成有硫化物固态电解质层的复合极片。
49.实施例3
50.将细化后平均粒径为1μm的硫化物固态电解质li6ps5cl和锂盐litfsi、热塑性聚合物粉体聚偏氟乙烯-六氟丙烯按照质量比10:1:1.1比例混合60min后,通过高压氩气分散至悬浮状态,经静电喷枪喷涂至正极极片上,形成固态电解质初级涂层,随后设置辊温为200℃,辊压速度为50cm/min,在辊压压力为60mpa的条件下对固态电解质初级涂层进行热辊轧,完成固态电解质层的制备,得到形成有硫化物固态电解质层的复合极片。
51.实施例4
52.将细化后平均粒径为1μm的硫化物固态电解质li6ps5cl和锂盐litfsi、热塑性聚合物粉体聚偏氟乙烯-六氟丙烯按照质量比10:1:1.1比例混合60min后,通过高压氩气分散至悬浮状态,经静电喷枪喷涂至正极极片上,形成固态电解质初级涂层,随后设置辊温为200℃,辊压速度为50cm/min,在辊压压力为90mpa的条件下对固态电解质初级涂层进行热辊轧,完成固态电解质层的制备,得到形成有硫化物固态电解质层的复合极片。
53.实施例5
54.将细化后平均粒径为1μm的硫化物固态电解质li6ps5cl和锂盐litfsi、热塑性聚合物粉体聚偏氟乙烯-六氟丙烯按照质量比10:1:1.1比例混合60min后,通过高压氩气分散至悬浮状态,经静电喷枪喷涂至正极极片上,形成固态电解质初级涂层,随后设置辊温为200℃,辊压速度为50cm/min,在辊压压力为120mpa的条件下对固态电解质初级涂层进行热辊轧,完成固态电解质层的制备,得到形成有硫化物固态电解质层的复合极片。
55.实施例6
56.将细化后平均粒径为1μm的硫化物固态电解质li6ps5cl和锂盐litfsi、热塑性聚合物粉体聚偏氟乙烯-六氟丙烯按照质量比10:1:1.1比例混合60min后,通过高压氩气分散至悬浮状态,经静电喷枪喷涂至正极极片上,形成固态电解质初级涂层,随后设置辊温为200℃,辊压速度为50cm/min,在辊压压力为150mpa的条件下对固态电解质初级涂层进行热辊轧,完成固态电解质层的制备,得到形成有硫化物固态电解质层的复合极片。
57.实施例7
58.将细化后平均粒径为1μm的硫化物固态电解质li6ps5cl和锂盐litfsi、热塑性聚合物粉体聚偏氟乙烯-六氟丙烯按照质量比10:1:1.1比例混合60min后,通过高压氩气分散至悬浮状态,经静电喷枪喷涂至正极极片上,形成固态电解质初级涂层,随后设置辊温为200℃,辊压速度为50cm/min,在辊压压力为180mpa的条件下对固态电解质初级涂层进行热辊轧,完成固态电解质层的制备,得到形成有硫化物固态电解质层的复合极片。
59.实施例8
60.将细化后平均粒径为3μm的硫化物固态电解质li
10
gep2s
12
和锂盐litfsi、热熔性聚合物粉体乙烯-醋酸乙烯共聚物按照质量比10:1:1.1比例混合60min后,通过高压氩气分散至悬浮状态,经静电喷枪喷涂至正极极片上,形成固态电解质初级涂层,随后设置辊温为200℃,辊压速度为50cm/min,在辊压压力为30mpa的条件下对固态电解质初级涂层进行热辊轧,完成固态电解质层的制备,得到形成有硫化物固态电解质层的复合极片。
61.实施例9
62.将细化后平均粒径为3μm的硫化物固态电解质li
10
gep2s
12
和锂盐litfsi、热熔性聚合物粉体乙烯-醋酸乙烯共聚物按照质量比10:1:1.1比例混合60min后,通过高压氩气分散至悬浮状态,经静电喷枪喷涂至正极极片上,形成固态电解质初级涂层,随后设置辊温为200℃,辊压速度为50cm/min,在辊压压力为90mpa的条件下对固态电解质初级涂层进行热辊轧,完成固态电解质层的制备,得到形成有硫化物固态电解质层的复合极片。
63.对比例1
64.将细化后平均粒径为1μm的硫化物固态电解质li6ps5cl和锂盐litfsi、热塑性聚合物粉体聚偏氟乙烯-六氟丙烯按照质量比10:1:1.1比例混合60min后,溶解在有机溶剂甲醇中,制备硫化物-聚合物复合浆料,然后通过流延涂布将浆料涂覆在正极极片上,烘干溶剂后,通过冷等静压处理制备得到固态电解质层,得到形成有硫化物固态电解质层的复合极片。
65.对比例2
66.将细化后平均粒径为1μm的硫化物固态电解质li6ps5cl和锂盐litfsi、热塑性聚合物粉体聚偏氟乙烯-六氟丙烯按照质量比10:1:1.1比例混合60min后,溶解在有机溶剂n-甲
基吡咯烷酮中,制备硫化物-聚合物复合浆料,然后通过流延涂布将浆料涂覆在正极极片上,烘干溶剂后,通过冷等静压处理制备得到固态电解质层,得到形成有硫化物固态电解质层的复合极片。
67.测试例1
68.取实施例1~9制备得到的复合极片,测定其中硫化物固态电解质层的剥离强度。结果如表1所示。
69.表1剥离强度测试结果
[0070] 剥离强度(kpa)实施例183.15实施例2110.53实施例3130.10实施例4140.23实施例5142.20实施例6145.51实施例7145.94实施例8135.67实施例9163.79
[0071]
测试结果表明,热辊压压力的增大,硫化物固态电解质层的剥离强度越大。在相同的热辊压压力下,实施例8和9中采用热熔性聚合物粉体乙烯-醋酸乙烯共聚物制备得到的硫化物固态电解质层,相对于实施例2和4中采用热塑性聚合物粉体聚偏氟乙烯-六氟丙烯制备得到的硫化物固态电解质层,具有更高的剥离强度。
[0072]
取实施例1~7中在不同热辊压压力下制备得到的复合极片,对其中硫化物固态电解质层进行厚度测试,获得热辊压压力与硫化物固态电解质层辊压比的变化关系,结果图3所示。从图3可以看出,随着热辊压压力的增大,硫化物固态电解质层的辊压比增大,硫化物固态电解质层的厚度越小。
[0073]
测试例2
[0074]
取实施例1~9、对比例1~2制备得到的复合极片,与石墨负极组装成全固态电池,在1/3c下充放电100圈,测定电池的容量保持率,结果如表2所示。
[0075]
表2容量保持率测试结果
[0076]
[0077][0078]
测试结果表明,采用本发明实施例的方法制备得到的硫化物固态电解质层的电池,相较于采用传统湿法制备得到的硫化物固态电解质层的电池,循环性能更佳,循环100圈后容量保持率更高。需要说明的是,对比例1中采用低极性溶剂乙醇制备固态电解质层,由于低极性溶剂在固态电池中对电池极化小,电池可以放出更高的容量,因而表现出了更高的容量保持率,但提升并不显著。综合考虑,对比例1湿法制备固态电解质层方法仍劣于本发明的干法制备固态电解层方法。
[0079]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
[0080]
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
