1.本发明涉及用于水的碱性电解方法,其中电解液泵入阳极半电池与阴极半电池之间的回路中,以在整个电解过程中保持电解液浓度恒定。通过这种处理方式,可以极大地抑制一些缺点,例如唐南电势(donnan potential)的形成和流动电流的形成。本发明还涉及电解设备,使用所述电解设备可以实施本说明书记载的方法。
背景技术:
2.水电解的原理已为人所知达约200年,并且用于从水生成氢气和氧气。从技术视角来看,酸性水电解现在只起很小的作用,而碱性电解工艺已经实现了大规模商业应用。在碱性电解中,大约25-30%的碱性溶液,例如以氢氧化钠或氢氧化钾溶液的形式,被用作电解液并暴露于施加到电解槽的电流。此情况下通常使用分开的阴极回路和阳极回路,以防止所得产物气体(氧气和氢气)混合。电力导致在阴极处生成氢气并且在阳极处生成氧气。
3.然而,由于氢气可以使用例如天然气、石油或煤更便宜地生产,所以水电解先前对于氢气的生产不太重要,但是现在水电解变得越来越重要。虽然这一方面是由于不可再生原材料(例如石油和天然气)变得越来越稀缺,另一方面,其日益增长的重要性也可以通过风或太阳产生然而无法持续获得的电力的更大可用性来解释。这种情况下,可以利用电解反应,例如与燃料电池组合利用,以维持发电的恒定性,这是因为,只要有剩余的电能可用,水就可以分解成氢气和氧气,而当能量需求高时,氢气和氧气可以在燃料电池的帮助下转化回能量。此外,添加一氧化碳或二氧化碳允许氢气转化为甲烷,然后甲烷可以输送到天然气网,优选用于生成热量。最后,所产生的氢气也可以以小比例与天然气混合并燃烧,例如以生成热量。
4.由于预计在未来几年中利用风或太阳的间歇性发电将显著增加,因此正在努力提高剩余能量的储存效率。目前仍然与水生产氢气相关的一个问题是市场上可获得的电解设备的能量产率/效率不足。例如,目前电解水的能量效率通常为约70%,但是已经有一些效率达到几乎80%的电解设备可用。
5.然而,电解设备的效率仍有提高的空间,尤其是当与替代性蓄电技术(例如蓄电池)相比时。然而,与蓄电池相比,水电解确实具有可储存的能量的量实际上是无限的显著优点,这是因为可以获得足够量的水并且也有足够的容量来储存氢气。
6.在所描述情况的背景下,需要一种电解方法,所述电解方法具有与已知电解方法相比改善的效率。
7.在常规已知和使用的水电解方法中,目前经常使用彼此分离的阳极和阴极电解液回路,即在阴极回路与阳极回路之间没有电解液交换(也称为“分离循环”法)。然而,这种方法方式的缺点是,在电解方法的过程中,阳极侧与阴极侧之间碱性电解液的浓度差逐步增大。这会由于形成唐南电势而导致电池电压上升,并且对设备的效率具有负面影响。例如在wo 2015/007716 a1中描述了这种方法方案的实例,所述实例公开了具有由阳离子交换膜分开的阴极侧和阳极侧的电解槽。这种应用的目的是提供具有尽可能高纯度的氧气和氢
气,这意味着必须非常注意避免阴极电解产物和阳极电解产物的混合。
8.在另一种方法中,在每种情况下,电解液在单独的循环中穿过阴极半电池和阳极半电池。然后,从阳极半电池和阴极半电池排出的电解液部分被引导到共同的储槽中并混合,然后电解液再循环到阴极半电池和阳极半电池(也称为“分圆(divided circle)”法)。然而,这种替代方法也与两个半电池之间的电解液浓度差的缺点相关联,该缺点继而导致唐南电势并由此降低了设备的效率。
9.此外,分圆法具有的问题是,在高电流密度下,可能会在共用储槽上发展出错流。这对该方法的效率也有负面影响。这些各种缺点的原因不仅仅是电化学反应本身,还有在分圆法中阳极侧与阴极侧之间的电解连接。
10.本发明关注的问题是确保水电解中最高可能的效率,与此同时寻求尽可能避免现有技术的缺点。
技术实现要素:
11.为了解决上述问题,本发明在一个实施方案中提出了一种在电解器中用电解液碱性电解水的方法,所述电解器包括:至少一种电解槽、阴极气体分离器、阳极气体分离器、用于电解液的第一液体贮存器和用于电解液的第二液体贮存器,所述第二液体贮存器与第一液体贮存器分开,其中所述电解槽包括具有阳极的阳极半电池、具有阴极的阴极半电池和布置在阳极半电池与阴极半电池之间的分隔器,其中电流施加至填充有电解液的电解器以进行电解,其中电解液从第一液体贮存器供给至阳极半电池并且从阳极半电池流出的阳极电解液供给至阳极气体分离器,在所述阳极气体分离器中气体与阳极电解液分离,并且其中电解液从第二液体贮存器供给至阴极半电池并且将从阴极半电池流出的阴极电解液供给至阴极气体分离器,在所述阴极气体分离器中气体与阴极电解液分离,其特征在于,来自阳极气体分离器的经脱气的阳极电解液返回至第二液体贮存器,并且来自阴极气体分离器的经脱气的阴极电解液返回至第一液体贮存器。
12.对于这种类型的方法方案,首先观察到阳极半电池和阴极半电池中基本上恒定的电解液浓度,这表现在该方法方案所需的低电压上。其次,令人惊讶地观察到,尽管电解液从阳极半电池供给至阴极半电池,但是通过将气体级分溶解在电解液中,仅存在产物气体的最小混合,这种移动在ppm范围内。
13.上述分隔器优选为隔膜,特别是半渗透性隔膜。可以提及的合适的隔膜材料的示例是氧化锆/聚磺酸膜。适用于本发明的上下文的另一种隔膜材料是氧化物-陶瓷材料,例如在ep 0 126 490a1中描述的那些氧化物-陶瓷材料。
14.然而,替代的,分隔器也可以是膜,特别是阳离子交换膜。这种膜可以基于磺化聚合物,特别是基于全氟化的磺化聚合物,并且例如可以以商品名nafion从dupont获得。特别合适的阳离子交换膜是通常用于燃料电池应用的非增强单层磺化膜。
15.本发明的方法中使用的电解液优选为碱性水溶液,更优选为氢氧化钠水溶液或氢氧化钾溶液。这些碱溶液的浓度有利地在8重量%至45重量%的范围内,更优选在20重量%至40重量%的范围内。
16.关于通过阳极半电池和阴极半电池的与电解槽体积相关的电解液流率,本发明不受任何显著的限制,并且对于本领域技术人员来说显然可知的是,流率还与阴极半电池和
阳极半电池的大小相关。尽管流率应该足够高以至在电解反应的过程中在阴极半电池和阳极半电池中的电解液之间不能发展出显著的浓度差,但是高流率与较高的与泵送功率有关的能量成本相关联,这意味着非常高的流率会降低所述方法的效率。在本发明的上下文中,已经发现与电解槽体积有关的特别合适的电解液流率为1l
电解液
/h
·
l
半电池体积
至6l
电解液
/h
·
l
半电池体积
,尤其是2l
电解液
/h
·
l
半电池体积
至4l
电解液
/h
·
l
半电池体积
。
17.关于温度,较高的温度导致较高的离子迁移率,这意味着较高的温度对效率具有积极影响,然而,电解液对电解槽材料的侵蚀性和电解液的蒸气压增加,特别是在强碱性电解液的情况下,这对用于构造电解器的材料提出了更高的要求。电解过程执行期间的温度特别适合为在50℃至95℃的范围内,优选在65℃至92℃的范围内,更优选在70℃至90℃的范围内。
18.本发明的方法可以有利地通过在高于大气压的压力下进行电解来进一步改进。例如,电解可以在1巴至30巴,特别是5巴至20巴的范围内的压力下进行。较高的压力具有以下优点:电解过程期间生成的气体保持溶解在电解液中,而在标准压力下,它们可能作为气泡释放,这增加了电解液溶液的电阻。然而,另一方面,较高的压力也导致对材料的较高系统需求,使得出于成本原因,在高于大气压不超过1巴,优选不超过500毫巴,特别优选不超过250巴的压力下执行该方法可为有意义的。
19.在本发明的方法中,当在高达25ka/m2,优选高达15ka/m2的范围内的电流密度下进行电解时也是有利的。在小于3ka/m2的电流密度下,该方法的效率降低。大于25ka/m2的电流密度通常对材料提出如此高的要求,以至于它们从经济视角来看是不利的。
20.在上述方法中,所使用的电解器具有用于电解液的第一液体贮存器和用于电解液的第二液体贮存器,所述第二液体贮存器与所述第一液体贮存器分开,并且来自阴极气体分离器和阳极气体分离器的电解液引入到所述第二液体贮存器中。虽然所述方法有利地提供了单独的液体贮存器的使用,但是当电解液从相应的气体分离器引入到相应的另一个半电池中而不经过液体贮存器(即从阴极气体分离器进入阳极半电池,反之亦然)时,这些单独的液体贮存器是不必要的。
21.因此,本发明的另一方面涉及一种在电解器中用电解液碱性电解水的方法,所述电解器包括:至少一种电解槽、阴极气体分离器和阳极气体分离器,其中所述电解槽包括具有阳极的阳极半电池、具有阴极的阴极半电池和布置在所述阳极半电池与所述阴极半电池之间的分隔器,其中将电流施加到填充有电解液的电解器以进行电解,其中将来自阴极气体分离器的电解液仅供给至阳极半电池并且从阳极半电池流出的阳极电解液供应到阳极气体分离器,在所述阳极气体分离器中气体与阳极电解液分离,并且其中来自阳极气体分离器的电解液仅供给至阴极半电池并且将从阴极半电池流出的阴极电解液供给至阴极气体分离器,在所述阴极气体分离器中气体与阴极电解液分离。
22.对于这种方法的优选实施方案,参考上文的陈述,其类推地适用于这种方法。
23.本发明的又一个方面涉及一种用于将水电解分解成氢气和氧气的设备,所述设备包括具有阳极的阳极半电池、具有阴极的阴极半电池和布置在阳极半电池与阴极半电池之间的分隔器,其中所述阳极半电池和所述阴极半电池各自与液体贮存器流体连通,所述液体贮存器与阳极半电池和阴极半电池分开,并且其中所述阳极半电池和所述阴极半电池各自与气体分离器流体连通,所述气体分离器与阳极半电池和阴极半电池分开。在这种设备
中,阳极半电池的气体分离器与阴极半电池的液体贮存器流体连通,但不与阳极半电池的液体贮存器流体连通,而阴极半电池的气体分离器与阳极半电池的第一液体贮存器流体连通,但不与阴极半电池的第一液体贮存器流体连通。后者使该设备与用于执行分开循环过程的设备区分开来,因为相应的气体分离器在此与共同的液体贮存器流体连通,电解液从该共同的液体贮存器供给到阳极半电池并供给到阴极半电池中。
24.在本发明的该设备的上下文中,适合作为分离器的具体是上文针对根据本发明的方法指定的材料。
25.在本发明的设备中,借助于合适的进料和出料设备,将电解液有利地引导到电解槽的相应半电池中。这可以例如借助于泵来完成。
26.本发明的设备有利地由不会被电解液侵蚀或者仅受到很小程度的侵蚀的材料制成,特别是在电解槽的区域中。这种材料的一个示例是镍,还有pps,以及根据电解液中的碱浓度,还有镍合金不锈钢。
27.此外,当阳极由含镍材料组成时,本发明的设备被有利地设计。合适的含镍材料的示例是ni/al或ni/co/fe合金或涂有金属氧化物(例如钙钛矿或尖晶石型金属氧化物)的镍。在本文的上下文中,特别合适的金属氧化物是镧钙钛矿和钴尖晶石。特别合适的阳极材料是涂有co3o4的ni/al。此处的阳极仅指电解中与电解液直接接触的部件。
28.此外或独立地,优选的上阴极由含镍材料组成。适用于阴极的含镍材料是ni-co-zn、ni-mo或ni/al/mo合金或雷尼镍(ni/al)。此外,阴极也可由雷尼镍制成,其中一些或大部分铝已被提取出以产生多孔表面。也可以使用主要由镍组成(即到至少80重量%,优选至少90重量%的程度)并具有pt/c涂层(碳载铂)的阴极。
29.可进一步优选的是当阳极和/或阴极作为丝网电存在极或以金属板网(expanded metal)或冲压金属片的形式存在时,优选的是至少阳极为这种形式。在这种情况下,阳极也可以提供有催化涂层。如果将阳离子交换膜用作分隔器,则阳极有利地定位成与该膜直接接触。
30.阳极也可以通过集电器与阳极半电池的壁接触;这种集电器可以由多孔金属结构(例如镍或钢泡沫或丝网)组成。同样,阴极也可以通过集电器与阴极半电池的壁接触,这种集电器同样可以由多孔金属结构(例如镍或钢泡沫或丝网)组成。
31.例如在wo 2015/007716 a1中描述了可以特别有利地被包括在根据本发明的方法或根据本发明的设备中的电解槽。
32.对于上述设备,也不是绝对需要在流动方向上具有连接在阳极半电池和阴极半电池上游的液体贮存器。这些液体贮存器可以被省略,前提条件是确保从阴极气体分离器流出的电解液仅供给至阳极半电池并且从阳极气体分离器流出的电解液仅供给至阴极半电池。因此,在另一实施方案中,本发明还涉及一种用于将水电解分解成氢气和氧气的设备,所述设备包括具有阳极的阳极半电池、具有阴极的阴极半电池、和布置在阳极半电池与阴极半电池之间的分隔器,其中所述阳极半电池和所述阴极半电池各自与气体分离器流体连通,所述气体分离器是与阳极半电池和阴极半电池分开的。在该设备中,阳极半电池的气体分离器与阴极半电池流体连通,但不与阳极半电池流体连通,而阴极半电池的气体分离器与阳极半电池流体连通,但不与阴极半电池流体连通。
33.如上所述,通过电解过程从电解液中去除了水,为了避免电解液浓度升高,应在电
解方法的过程中通过向该电解方法中添加水来有利地对此进行补偿。为此目的,根据本发明的设备优选具有导管,所述导管向电解液回路供应水。原则上水可以在电解液回路中的任何点处添加,例如在阴极半电池和/或阳极半电池的液体贮存器的区域中、在阴极半电池和/或阳极半电池的气体分离器的区域中、和/或在阴极半电池和/或阳极半电池的区域中,或者在组合根据本发明的设备的这些部件的导管中。然而,优选不在阴极半电池和/或阳极半电池中添加水,因为存在在那里形成不均匀电解液浓度的风险,所述不均匀电解液浓度可降低方法的效率。
附图说明
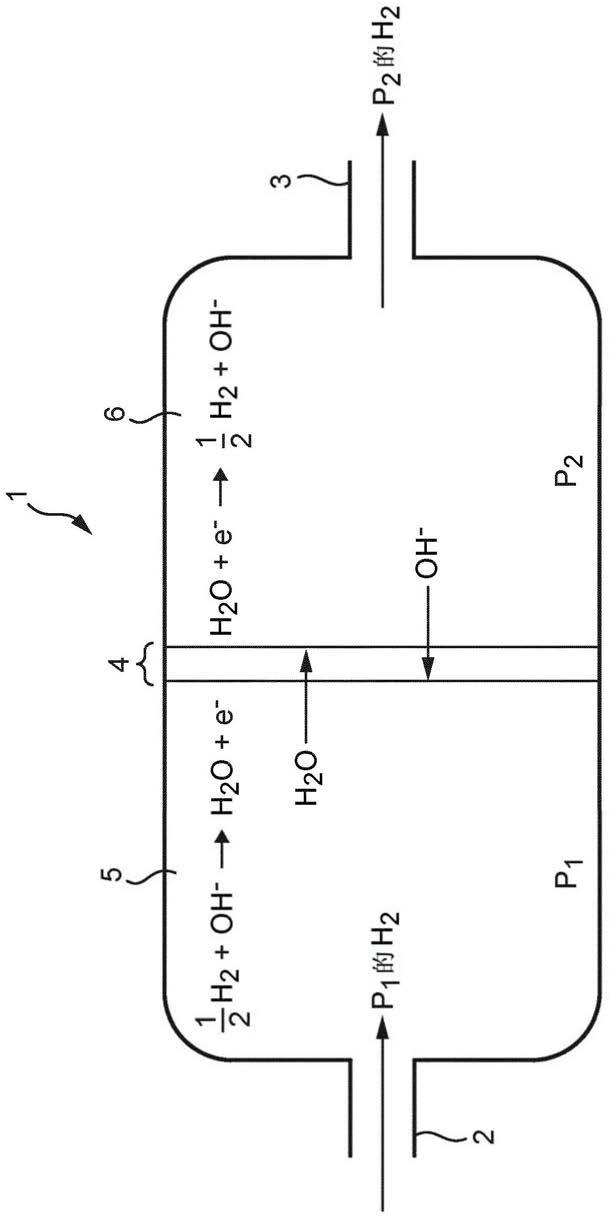
34.图1描述了现有技术的方法,其中阳极半电池和阴极半电池的电解液流作为单独的循环按路线输送。电解槽1由阳极半电池2和阴极半电池3形成,所述阳极半电池和所述阴极半电池通过分隔器4彼此分开。所述阳极半电池和所述阴极半电池均具有相应的气体分离器5和6,所述气体分离器在流动方向上分别连接在阴极半电池和阳极半电池的下游。在气体分离器中,在阳极半电池和阴极半电池中生成的气体被与液体分离,然后所述液体流入相应的单独的液体贮存器7和8中,电解液被从所述液体贮存器输送返回到阳极半电池2和阴极半电池3中。
35.图2描述了现有技术中称为分圆法的方法。这以与具有分开的电解液循环的方法类似的方式执行,不同之处在于代替两个分开的液体贮存器7和8,存在共同的液体贮存器9,从相应的气体分离器5和6排出的电解液流被输送到所述共同的液体贮存器中,并且在每种情况下所述电解液流被从所述共同的液体贮存器单独引导到阳极半电池和阴极半电池中。
36.图3描述了本发明的方法,所述方法与具有分开的电解液循环的方法的不同之处在于,从阳极半电池5的气体分离器获得的电解液流仅引导到阴极半电池8的液体贮存器中,而从阴极半电池6的气体分离器获得的电解液流仅引导到阳极半电池7的液体贮存器中。
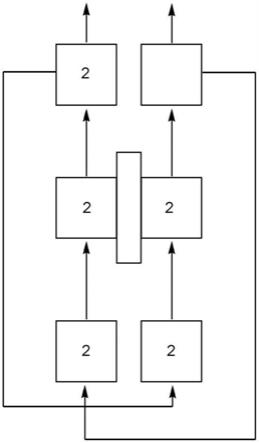
37.对于本领域的技术人员来说将明显可见的是,上文所述的各种电解槽可以用作电解器的模块化元件。例如,可以获得电解器,在所述电解器中可以存在串联电连接的两个或更多个电解槽的布置。
38.下面将参照几个实施例更详细地说明本发明,但是所述实施例不应被理解为对本技术的保护范围的限制。
39.实施例1
40.根据现有技术的电解设备,其中电解液以单独循环输送通过电解槽的阴极半电池和阳极半电池;将现有技术的电解设备与本发明的对应方法方案进行比较。为此,向相应电解设备填充具有不同naoh浓度的电解液。所用的电解槽是表面积为120cm2的电解槽。在每种情况下,电解均在80℃的温度下进行。
41.在所述方法已经以6ka/m2的电流密度运行一段时间(30分钟)后,在每种情况下测定阳极半电池和阴极半电池中的氢氧化钠浓度和电压。结果如下表1所示。
42.表1
[0043][0044]
sc=单独循环;cf=错流(本发明)
[0045]
实施例2
[0046]
在进一步的实验中,将本发明的方法方案与将从阳极半电池和阴极半电池的气体分离器排出的电解液输送到共同的液体贮存器的方法方案(分圆方法)进行比较。这些测量同样在80℃的温度和6ka/m2的电流密度下进行。在这种实验中,在每种情况下,测定电解液中naoh浓度随时间的发展。这些研究的结果在图4中示出。
[0047]
研究发现,当根据分圆方法(图2)执行方法方案时,在约30分钟后,已经可检测到阳极半电池与阴极半电池之间naoh浓度的显著差异(阳极侧上的浓度为约30.5重量%(图4中的1),并且阴极侧的浓度为约32.7重量%(图4中的2),两侧的初始naoh浓度均为31.3重量%)。相比之下,使用本发明的方法方案时,阳极侧的naoh浓度仅从约31.3重量%略微增加到31.4重量%(图4中的3)并且阴极侧的naoh浓度仅从31.4重量%略微增加到约31.5重量%(图4中的4)。
[0048]
因此可以看出,在本发明的方法方案中,电解液中的氢氧化钠浓度能够随时间建立基本上恒定的水平,该基本上恒定的水平在具有单独循环的方法方式中或者在电解液在共同贮存器中间歇地混合在一起的方法方式中是不可能的。这导致明显较低的电压。
[0049]
元件符号列表
[0050]
1 电解器
[0051]
2 阳极半电池
[0052]
3 阴极半电池
[0053]
4 分隔器
[0054]
5 阳极半电池的气体分离器
[0055]
6 阴极半电池的气体分离器
[0056]
7 阳极半电池的液体贮存器
[0057]
8 阴极半电池的液体贮存器
[0058]
9 阳极半电池和阴极半电池的共同液体贮存器
[0059]
***
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。