1.本发明涉及航空发动机精密机械加工技术领域,尤其涉及一种球头球窝零件配合间隙研磨加工装置。
背景技术:
2.在航空发动机精密机械加工中,零件的研磨加工球头球窝配合间隙都是单个零件进行加工,而现有技术中的研磨装置也仅能够单次处理单个零件,导致研磨加工效率非常低。
3.因此,为了提高研磨加工的效率,本领域的技术人员需要研发一种能够单次研磨加工多个产品零件的装置。
技术实现要素:
4.本发明的目的是提供一种能够在单位时间内研磨加工多个零件、提高研磨加工效率、结构新颖的球头球窝零件配合间隙研磨加工装置。
5.为了实现上述目的,本发明提供如下技术方案:
6.本发明的一种球头球窝零件配合间隙研磨加工装置,该装置包括:
7.固定组件,所述固定组件与车床尾座连接;
8.旋转组件,所述旋转组件与车床主轴的卡盘连接以通过所述车床主轴驱动转动;以及
9.与所述旋转组件连接的摇摆组件;
10.产品零件包括产品固定件、产品定位件、以及位于所述产品固定件和产品定位件之间的产品中间件;
11.所述产品固定件安装于所述固定组件内,所述产品定位件安装于所述摇摆组件内;
12.所述旋转组件通过摇摆轴与所述摇摆组件传动,且所述旋转组件的轴线与所述摇摆轴的轴线不在同一直线地形成为偏心结构,所述旋转组件通过所述摇摆轴驱动所述摇摆组件摆动以带动所述产品零件的产品定位件一端摆动;
13.所述固定组件和所述摇摆组件之间能够固定多个所述产品零件。
14.进一步的,所述固定组件包括:
15.定位座,所述定位座沿其周向间隔设置有多个开口夹紧套;以及
16.沿所述定位座的径向延伸并嵌入所述定位座内以压持所述开口夹紧套的夹紧螺钉;
17.所述定位座远离所述摇摆组件一侧凸出形成有与所述车床尾座连接的定位座连接部;
18.所述产品零件的产品固定件嵌入所述开口夹紧套内、并通过所述夹紧螺钉固定。
19.进一步的,所述摇摆组件包括:
20.摇摆套,所述摇摆套沿其周向间隔设置有多个固定衬套,所述固定衬套的数量和位置与所述开口夹紧套均匹配;
21.嵌入所述固定衬套内的摇摆球;以及
22.嵌入所述摇摆球内的定位衬套;
23.所述产品零件的产品定位件嵌入所述定位衬套内;
24.所述摇摆套的中心开设通孔,所述摇摆轴部分嵌入所述通孔内以与所述摇摆套传动。
25.进一步的,所述摇摆轴包括:
26.与所述旋转组件连接的传动部;以及
27.嵌入所述摇摆套的通孔内、并与所述摇摆套传动的摇摆部;
28.所述摇摆部通过两个彼此间隔的轴承与所述摇摆套传动连接,且两个所述轴承之间通过间隔套分隔;
29.所述旋转组件部分嵌入所述传动部内,且所述传动部沿垂直于所述旋转组件的轴线方向开设有调整孔,所述调整孔内安装有调整螺钉,所述旋转组件通过所述调整螺钉与所述传动部连接;
30.所述传动部上通过螺钉安装有挡板,且所述调整螺钉的螺帽部嵌入所述挡板内并通过所述挡板固定于所述传动部的侧面。
31.进一步的,所述旋转组件包括:
32.夹紧套;以及
33.嵌入所述夹紧套内的调整轴;
34.所述调整轴沿垂直于其轴线的方向上开设有与所述调整螺钉配合的螺孔,所述调整轴通过所述调整螺钉与所述摇摆轴连接。
35.进一步的,所述摇摆套朝向所述定位座一侧集成有夹紧挡套和自攻螺钉;
36.所述产品零件的产品中间件通过所述夹紧挡套和自攻螺钉夹紧。
37.进一步的,所述摇摆轴通过螺母与所述摇摆套装配固定;
38.所述调整轴与所述夹紧套通过螺母装配固定。
39.在上述技术方案中,本发明提供的一种球头球窝零件配合间隙研磨加工装置,具有以下有益效果:
40.本发明的装置利用定位座与车床尾座连接,旋转组件与车床主轴卡盘连接,将产品零件装配在定位座和摇摆套的对应位置,由于旋转组件和摇摆轴呈偏心布置,旋转组件旋转带动摇摆组件摆动,从而带动产品定位件一侧摆动以实现产品固定件一端的研磨加工,本装置在定位座和摇摆套之间可以同时安装多个产品零件,提高了研磨加工的效率。
附图说明
41.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
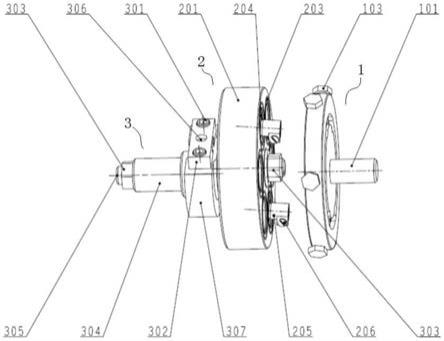
42.图1为本发明实施例提供的一种球头球窝零件配合间隙研磨加工装置的结构示意图;
43.图2为本发明实施例提供的一种球头球窝零件配合间隙研磨加工装置的主视图;
44.图3为本发明实施例提供的一种球头球窝零件配合间隙研磨加工装置的剖视图;
45.图4为本发明实施例提供的一种球头球窝零件配合间隙研磨加工装置加工的产品零件的结构示意图;
46.图5为本发明实施例提供的一种球头球窝零件配合间隙研磨加工装置与产品零件配合状态的结构示意图。
47.附图标记说明:
48.1、固定组件;2、摇摆组件;3、旋转组件;
49.a、产品固定件;b、产品中间件;c、产品定位件;
50.101、定位座;102、开口夹紧套;103、夹紧螺钉;
51.201、摇摆套;202、摇摆球;203、固定衬套;204、定位衬套;205、夹紧挡套;206、自攻螺钉;
52.301、螺钉;302、挡板;303、螺母;304、夹紧套;305、调整轴;306、调整螺钉;307、摇摆轴;308、间隔套;309、轴承;310、垫圈。
具体实施方式
53.为了使本领域的技术人员更好地理解本发明的技术方案,下面将结合附图对本发明作进一步的详细介绍。
54.参见图1至图5所示;
55.本实施例的一种球头球窝零件配合间隙研磨加工装置,该装置包括:
56.固定组件1,固定组件1与车床尾座连接;
57.旋转组件3,旋转组件3与车床主轴的卡盘连接以通过车床主轴驱动转动;以及
58.与旋转组件3连接的摇摆组件2;
59.产品零件包括产品固定件a、产品定位件c、以及位于产品固定件a和产品定位件c之间的产品中间件b;
60.产品固定件a安装于固定组件1内,产品定位件c安装于摇摆组件2内;
61.旋转组件3通过摇摆轴307与摇摆组件2传动,且旋转组件3的轴线与摇摆轴307的轴线不在同一直线地形成为偏心结构,旋转组件3通过摇摆轴307驱动摇摆组件2摆动以带动产品零件的产品定位件c一端摆动;
62.固定组件1和摇摆组件2之间能够固定多个产品零件。
63.具体的,本实施例公开了一种产品零件研磨加工的装置,其包括固定组件1、旋转组件3和摇摆组件2;其中,固定组件1用以嵌入产品零件的产品固定件a,而摇摆组件2用以嵌入产品零件的产品定位件c,产品中间件b位于两则之间。本实施例的旋转组件3与车床主轴的卡盘连接,以通过车床主轴的卡盘驱动旋转组件3转动,由于旋转组件3的轴线通过摇摆轴307的结构形成为偏心布置,因此,随着旋转组件3的旋转,就可以通过摇摆轴307带动摇摆组件2摆动,从而带动产品零件的产品定位件c一端摆动,这样随着产品定位件c一端的摆动则在产品固定件a一端形成为研磨加工作业。
64.本实施例的固定组件1和摇摆组件2均开设了多个能够容纳产品零件的腔,因此,单位时间可以实现多个产品零件的研磨加工作业,极大地提高了研磨加工的效率。
65.优选的,本实施例的固定组件1包括:
66.定位座101,定位座101沿其周向间隔设置有多个开口夹紧套102;以及
67.沿定位座101的径向延伸并嵌入定位座101内以压持开口夹紧套102的夹紧螺钉103;
68.定位座101远离摇摆组件2一侧凸出形成有与车床尾座连接的定位座连接部;
69.产品零件的产品固定件a嵌入开口夹紧套102内、并通过夹紧螺钉103固定。
70.首先,本实施例进一步地限定了固定组件1的结构,其包括定位盘101、以及位于定位盘101内的多个开口夹紧套102,根据设计和研磨要求,在定位盘101上设计了六个开口夹紧套102,用以嵌入产品固定件a,并利用上述的夹紧螺钉103的抵接压紧开口夹紧套102从而压紧产品固定件a,让其保持在开口夹紧套102内。
71.优选的,本实施例的摇摆组件2包括:
72.摇摆套201,摇摆套201沿其周向间隔设置有多个固定衬套203,固定衬套203的数量和位置与开口夹紧套102均匹配;
73.嵌入固定衬套203内的摇摆球202;以及
74.嵌入摇摆球202内的定位衬套204;
75.产品零件的产品定位件c嵌入定位衬套204内;
76.摇摆套201的中心开设通孔,摇摆轴307部分嵌入通孔内以与摇摆套201传动。
77.其中,上述的摇摆轴307包括:
78.与旋转组件3连接的传动部;以及
79.嵌入摇摆套201的通孔内、并与摇摆套201传动的摇摆部;
80.摇摆部通过两个彼此间隔的轴承309与摇摆套201传动连接,且两个轴承309之间通过间隔套310分隔;
81.旋转组件3部分嵌入传动部内,且传动部沿垂直于旋转组件3的轴线方向开设有调整孔,调整孔内安装有调整螺钉306,旋转组件3通过调整螺钉306与传动部连接;
82.传动部上通过螺钉301安装有挡板302,且调整螺钉306的螺帽部嵌入挡板302内并通过挡板302固定于传动部的侧面。
83.其次,又进一步地限定了摇摆组件2的结构,与定位盘101对应的摇摆套201对应布置多个固定衬套203,并在固定衬套203内安装了摇摆球202,摇摆球202可以自由转动,而摇摆球202内安装有定位衬套204,通过该定位衬套204嵌入产品定位件c。而上述的摇摆轴307可以分为一体成型的两部分结构,分别为摇摆部和传动部,摇摆部与摇摆套201通过两个轴承309连接,而传动部则通过调整螺钉306与旋转组件3连接以接收旋转组件3的旋转动力。
84.优选的,本实施例的旋转组件3包括:
85.夹紧套304;以及
86.嵌入夹紧套304内的调整轴305;
87.调整轴305沿垂直于其轴线的方向上开设有与调整螺钉306配合的螺孔,调整轴305通过调整螺钉306与摇摆轴307连接。
88.优选的,本实施例的摇摆套201朝向定位座101一侧集成有夹紧挡套205和自攻螺钉206;
89.产品零件的产品中间件b通过夹紧挡套205和自攻螺钉206夹紧。
90.本实施例设计了夹紧挡套205和自攻螺钉206夹紧产品中间件b,保证产品避免工装碰伤。
91.优选的,本实施例的摇摆轴307通过螺母303与摇摆套201装配固定;
92.调整轴305与夹紧套304通过螺母303装配固定。
93.在上述技术方案中,本发明提供的一种球头球窝零件配合间隙研磨加工装置,具有以下有益效果:
94.本发明的装置利用定位座101与车床尾座连接,旋转组件3与车床主轴卡盘连接,将产品零件装配在定位座101和摇摆套201的对应位置,由于旋转组件3和摇摆轴307呈偏心布置,旋转组件3旋转带动摇摆组件2摆动,从而带动产品定位件c一侧摆动以实现产品固定件a一端的研磨加工,本装置在定位座101和摇摆套201之间可以同时安装多个产品零件,提高了研磨加工的效率。
95.以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
