1.本发明涉及电气元件制造技术领域,具体而言,涉及一种用于电气元件制造的三防漆自动化喷涂设备。
背景技术:
2.随着科技的发展人们对电气元件的使用需求也越来越大,其中在电气元件的制造中,需要使用到三防漆,三防漆是一种特殊配方的涂料,用于保护线路板及其相关设备免受环境的侵蚀,三防漆具有良好的耐高低温性能能够使得电气元件在后期使用时质量随之上升,并且使得电气元件随之具有优越的绝缘、防潮、防腐蚀、防老化晕等性能,但是在进行操作的过程中不能进行校对操作,从而导致在进行喷涂时其喷涂位置发生偏移,随之影响的后续的加工进程,并且现有技术中不能对喷涂区域进行限定,从而导致在喷涂时电气元件周边均残留有三防漆,进而后期固化后还需进行清理增加工作流程。
技术实现要素:
3.(一)解决的技术问题
4.针对现有技术的不足,本发明提供了一种用于电气元件制造的三防漆自动化喷涂设备解决了,在进行操作的过程中不能进行校对操作,从而导致在进行喷涂时其喷涂位置发生偏移的问题和现有技术中不能对喷涂区域进行限定,从而导致在喷涂时电气元件周边均残留有三防漆,进而后期固化后还需进行清理增加工作流程的问题。
5.(二)技术方案
6.为实现上述目的,本发明采取的技术方案为:
7.一种用于电气元件制造的三防漆自动化喷涂设备,包括安装台,所述安装台上表面四角处分别固定安装有边角支柱,每个相邻所述边角支柱上侧之间均固定安装有侧位安装框,其中一个所述边角支柱上表面固定安装有第一电机,位于第一电机一侧的所述侧位安装框内部转动安装有传动丝杆,所述第一电机输出端固定安装有传动丝杆,另一侧所述侧位安装框内部固定安装有辅助滑杆,所述辅助滑杆和传动丝杆之间安装有喷涂组件,所述安装台上表面且位于喷涂组件下方安装有传输带,所述传输带一侧两端分别固定安装有转动安装座,远离转动安装座一侧的两个所述边角支柱之间固定安装有第一限位滑行杆,所述第一限位滑行杆和转动安装座之间安装有辅助组件,位于传输带上表面的所述辅助组件下方限位设置有材料托盘,所述辅助组件上方通过螺栓安装有喷涂挡板,所述喷涂挡板位于材料托盘上方。
8.作为优选,所述材料托盘上表面分别设置有若干元件放置槽,所述材料托盘两侧分别贯穿开设有定位槽孔,所述喷涂挡板上表面分别设置有若干导流槽且每个导流槽均与元件放置槽位置对应,每个所述导流槽内部均开设有喷涂通孔,所述安装台远离转动安装座的一侧上表面固定安装有第一电动推杆。
9.作为优选,所述辅助组件包括有正反丝杆和第一安装块,所述正反丝杆转动安装
在两个转动安装座之间,所述第一安装块设有两个且分别滑行套设在第一限位滑行杆杆身,位于正反丝杆下方两个所述转动安装座之间固定安装有第二限位滑行杆,所述第二限位滑行杆和正反丝杆杆身两侧分别活动安装有第二安装块,每个所述第二安装块和第一安装块内部均为中空,位于第二限位滑行杆杆身中部所述安装台上表面固定安装有控制中转块。
10.作为优选,所述控制中转块内部开设有啮合传动槽且啮合传动槽内部贯穿有正反丝杆杆身,位于啮合传动槽内部所述正反丝杆杆身一体化设置有锥齿轮,所述控制中转块上侧转动安装有调节传动杆,所述调节传动杆杆身顶部一体化设置有旋钮,所述调节传动杆杆身底端一体化设置有锥齿轮,两个所述锥齿轮之间进行啮合传动。
11.作为优选,每个所述第二安装块内部限位穿插设置有第一延伸块,每个所述第一安装块内部底端固定安装有复位弹簧,每个所述复位弹簧上端均固定安装有第二延伸块,每个所述第二延伸块均限位穿插设置在对应第二安装块。
12.作为优选,相邻所述第一延伸块和第二延伸块上端之间固定安装有连接固定板,每个所述连接固定板两侧分别一体化设置有导向板,位于两侧导向板之间每个所述连接固定板下表面均一体化设置有定位杆且每个定位杆均对应定位槽孔之间进行定位配合,每个所述连接固定板上表面均固定安装有l型卡板,两个所述l型卡板均通过螺栓固定安装有喷涂挡板,两个所述第二延伸块之间安装有横向伸缩杆,所述横向伸缩杆下表面与第一电动推杆输出端进行固定连接。
13.作为优选,所述喷涂组件包括有工型安装柱,所述工型安装柱两侧分别固定安装有侧位套块,位于传动丝杆一侧的所述侧位套块内部贯穿开设有丝杆配合孔,所述丝杆配合孔与传动丝杆之间进行螺纹传动,位于辅助滑杆一侧的所述侧位套块内部贯穿开设有滑行通孔,所述滑行通孔与辅助滑杆之间进行滑行配合。
14.作为优选,所述工型安装柱中心贯穿开设有限位滑槽,所述工型安装柱内部底端分别一体化设置有若干齿牙,所述工型安装柱上表面一体化设置有导轨,所述限位滑槽内部滑动安装有限位滑块,所述限位滑块两侧分别安装有连接套杆。
15.作为优选,位于限位滑块上方的两个所述连接套杆之间固定安装有位移支架,所述位移支架上表面一侧固定安装有第二电机,所述位移支架上表面另一侧贯穿开设有滚轮通孔,所述第二电机输出端固定安装有行走滚轮,所述行走滚轮下端通过滚轮通孔与导轨进行配合。
16.作为优选,靠近限位滑块两个所述连接套杆杆身均转动安装有配合齿轮,每个所述配合齿轮均对对应齿牙之间进行啮合配合,所述位移支架靠近转动安装座的一侧固定安装有扩展安装板,所述扩展安装板板身固定安装有第二电动推杆,所述第二电动推杆输出端通过支架固定安装有喷涂枪。
17.与现有技术相比,本发明具有如下有益效果:
18.1、使用时首先将所需喷涂的元件预先放置在材料托盘上设有的多个元件放置槽中,其中为了便于后期拿取通过定位槽孔可以当做握把使用,完成放置后将材料托盘放置在传输带的上端,之后传输至辅助组件中,并且通过辅助组件可以对其进行角度位置和固定等问题进行处理,并且将其定位在喷涂组件的下方,便于喷涂组件进行自动连续喷涂,随后再使用喷涂组件进行连续的自动喷涂操作,可通过材料放置布局不同进行对喷涂组件多
个动力的不同设置,等完成喷涂后再通过辅助组件接触对材料托盘的固定并且再利用传输带将其传输至外界,随后进行下一步的喷涂操作,通过上述流程从而可以实现连续性的自动化喷涂操作,并且和现有技术相比解决了进行操作的过程中不能进行校对操作,从而导致在进行喷涂时其喷涂位置发生偏移的问题和不能对喷涂区域进行限定,从而导致在喷涂时电气元件周边均残留有三防漆,进而后期固化后还需进行清理的问题,从而实现本发明能够降低操作人员的工作强度还减少在喷涂时出现瑕疵的问题大大减少后期处理的工作量,通过本设备能够对电气元件进行可控式的三防漆喷涂,从而也使得被本设备加工后的电气元件其整体性能随之上升。
19.2、通过若干导流槽且每个导流槽均与元件放置槽位置对应,从而可以配合下方元件进行对应位置的喷涂,并且还可通过导流槽对其他区域进行抵挡作用,避免其在进行喷涂时发生多喷操作,从而有效解决现有技术中不能对喷涂区域进行限定,从而导致在喷涂时电气元件周边均残留有三防漆,进而后期固化后还需进行清理增加工作流程的问题,其中本发明中喷涂挡板和材料托盘均根据材料不同进行对应调整。
20.3、通过辅助组件可以进行对材料托盘进行限位和固定操作,并且还可安装有喷涂挡板实现对材料托盘进行局部抵挡操作,并且通过本组件为自动操作,从而可以配合上方喷涂组件进行连续固定和定位处理配合传输带实现快速更换材料,并且通过本组件将材料托盘位置与喷涂组件之间进行中部对其还可以对材料托盘两侧进行定位插入,从而在可以配合不同尺寸材料托盘的情况下还能确保其能够进行精准喷涂操作,使得本装置操作时更加稳定。
21.4、使用辅助组件时首先根据材料托盘的大小进行调整其中通过转动旋钮带动调节传动杆进行转动并且将两个锥齿轮之间进行啮合传动,带动正反丝杆进行转动,并且通过其两侧为正反螺纹使得第二安装块进行同时向外或是向内位移,还通过连接固定板带动第一安装块进行对应位移,如材料托盘到达后通过启动第一电动推杆带动横向伸缩杆向下位移,使得两侧连接固定板下方的定位杆与定位槽孔进行定位固定操作,其中通过导向板可以将偏移的材料托盘进行校正操作,完成后通过复位弹簧带动两侧连接固定板向上复位便于下一次的加工。
附图说明
22.图1为本发明一种用于电气元件制造的三防漆自动化喷涂设备的整体结构示意图;
23.图2为本发明一种用于电气元件制造的三防漆自动化喷涂设备的后视结构示意图;
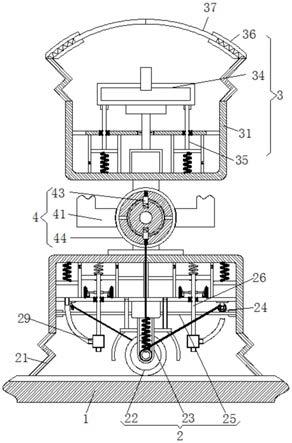
24.图3为本发明一种用于电气元件制造的三防漆自动化喷涂设备的喷涂结构示意图;
25.图4为本发明一种用于电气元件制造的三防漆自动化喷涂设备的喷涂部分结构示意图;
26.图5为本发明一种用于电气元件制造的三防漆自动化喷涂设备的另一视角喷涂部分结构示意图;
27.图6为本发明一种用于电气元件制造的三防漆自动化喷涂设备的部分结构示意
图;
28.图7为本发明一种用于电气元件制造的三防漆自动化喷涂设备的辅助组件结构示意图;
29.图8为本发明一种用于电气元件制造的三防漆自动化喷涂设备的俯视辅助组件结构示意图;
30.图9为本发明一种用于电气元件制造的三防漆自动化喷涂设备的图8中a-a处剖面结构示意图;
31.图10为本发明一种用于电气元件制造的三防漆自动化喷涂设备的图8中b-b处剖面结构示意图;
32.图11为本发明一种用于电气元件制造的三防漆自动化喷涂设备的材料托盘结构示意图。
33.图中:1、安装台;2、喷涂组件;201、工型安装柱;202、侧位套块;203、滑行通孔;204、丝杆配合孔;205、位移支架;206、连接套杆;207、行走滚轮;208、第二电机;209、滚轮通孔;210、导轨;211、扩展安装板;212、第二电动推杆;213、齿牙;214、限位滑槽;215、配合齿轮;216、喷涂枪;217、限位滑块;3、辅助组件;301、第一安装块;302、第二安装块;303、控制中转块;304、正反丝杆;305、第二限位滑行杆;306、l型卡板;307、连接固定板;308、导向板;309、旋钮;310、调节传动杆;311、横向伸缩杆;312、第一延伸块;313、啮合传动槽;314、锥齿轮;315、复位弹簧;316、第二延伸块;4、喷涂挡板;5、边角支柱;6、传输带;7、侧位安装框;8、定位槽孔;9、转动安装座;10、传动丝杆;11、第一电机;12、辅助滑杆;13、第一限位滑行杆;14、第一电动推杆;15、导流槽;16、元件放置槽;17、喷涂通孔;18、材料托盘。
具体实施方式
34.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.实施例
36.如图1-11所示,一种用于电气元件制造的三防漆自动化喷涂设备,包括安装台1,安装台1上表面四角处分别固定安装有边角支柱5,每个相邻边角支柱5上侧之间均固定安装有侧位安装框7,其中一个边角支柱5上表面固定安装有第一电机11,位于第一电机11一侧的侧位安装框7内部转动安装有传动丝杆10,第一电机11输出端固定安装有传动丝杆10,另一侧侧位安装框7内部固定安装有辅助滑杆12,辅助滑杆12和传动丝杆10之间安装有喷涂组件2,安装台1上表面且位于喷涂组件2下方安装有传输带6,传输带6一侧两端分别固定安装有转动安装座9,远离转动安装座9一侧的两个边角支柱5之间固定安装有第一限位滑行杆13,第一限位滑行杆13和转动安装座9之间安装有辅助组件3,位于传输带6上表面的辅助组件3下方限位设置有材料托盘18,辅助组件3上方通过螺栓安装有喷涂挡板4,喷涂挡板4位于材料托盘18上方。
37.通过上述技术方案,使用时首先将所需喷涂的元件预先放置在材料托盘18上设有的多个元件放置槽16中,其中为了便于后期拿取通过定位槽孔8可以当做握把使用,完成放
置后将材料托盘18放置在传输带6的上端,之后传输至辅助组件3中,并且通过辅助组件3可以对其进行角度位置和固定等问题进行处理,并且将其定位在喷涂组件2的下方,便于喷涂组件2进行自动连续喷涂,随后再使用喷涂组件2进行连续的自动喷涂操作,可通过材料放置布局不同进行对喷涂组件2多个动力的不同设置,等完成喷涂后再通过辅助组件3接触对材料托盘18的固定并且再利用传输带6将其传输至外界,随后进行下一步的喷涂操作,通过上述流程从而可以实现连续性的自动化喷涂操作,并且和现有技术相比解决了进行操作的过程中不能进行校对操作,从而导致在进行喷涂时其喷涂位置发生偏移的问题和不能对喷涂区域进行限定,从而导致在喷涂时电气元件周边均残留有三防漆,进而后期固化后还需进行清理的问题,从而实现本发明能够降低操作人员的工作强度还减少在喷涂时出现瑕疵的问题大大减少后期处理的工作量。
38.在本实施例中,材料托盘18上表面分别设置有若干元件放置槽16,材料托盘18两侧分别贯穿开设有定位槽孔8,喷涂挡板4上表面分别设置有若干导流槽15且每个导流槽15均与元件放置槽16位置对应,每个导流槽15内部均开设有喷涂通孔17,安装台1远离转动安装座9的一侧上表面固定安装有第一电动推杆14。通过若干导流槽15且每个导流槽15均与元件放置槽16位置对应,从而可以配合下方元件进行对应位置的喷涂,并且还可通过导流槽15对其他区域进行抵挡作用,避免其在进行喷涂时发生多喷操作,从而有效解决现有技术中不能对喷涂区域进行限定,从而导致在喷涂时电气元件周边均残留有三防漆,进而后期固化后还需进行清理增加工作流程的问题,其中本发明中喷涂挡板4和材料托盘18均根据材料不同进行对应调整。
39.需要说明的是,辅助组件3包括有正反丝杆304和第一安装块301,正反丝杆304转动安装在两个转动安装座9之间,第一安装块301设有两个且分别滑行套设在第一限位滑行杆13杆身,位于正反丝杆304下方两个转动安装座9之间固定安装有第二限位滑行杆305,第二限位滑行杆305和正反丝杆304杆身两侧分别活动安装有第二安装块302,每个第二安装块302和第一安装块301内部均为中空,位于第二限位滑行杆305杆身中部安装台1上表面固定安装有控制中转块303,控制中转块303内部开设有啮合传动槽313且啮合传动槽313内部贯穿有正反丝杆304杆身,位于啮合传动槽313内部正反丝杆304杆身一体化设置有锥齿轮314,控制中转块303上侧转动安装有调节传动杆310,调节传动杆310杆身顶部一体化设置有旋钮309,调节传动杆310杆身底端一体化设置有锥齿轮314,两个锥齿轮314之间进行啮合传动。通过辅助组件3可以进行对材料托盘18进行限位和固定操作,并且还可安装有喷涂挡板4实现对材料托盘18进行局部抵挡操作,并且通过本组件为自动操作,从而可以配合上方喷涂组件2进行连续固定和定位处理配合传输带6实现快速更换材料,并且通过本组件将材料托盘18位置与喷涂组件2之间进行中部对其还可以对材料托盘18两侧进行定位插入,从而在可以配合不同尺寸材料托盘18的情况下还能确保其能够进行精准喷涂操作,使得本装置操作时更加稳定。
40.在具体设置时,每个第二安装块302内部限位穿插设置有第一延伸块312,每个第一安装块301内部底端固定安装有复位弹簧315,每个复位弹簧315上端均固定安装有第二延伸块316,每个第二延伸块316均限位穿插设置在对应第二安装块302,相邻第一延伸块312和第二延伸块316上端之间固定安装有连接固定板307,每个连接固定板307两侧分别一体化设置有导向板308,位于两侧导向板308之间每个连接固定板307下表面均一体化设置
有定位杆且每个定位杆均对应定位槽孔8之间进行定位配合,每个连接固定板307上表面均固定安装有l型卡板306,两个l型卡板306均通过螺栓固定安装有喷涂挡板4,两个第二延伸块316之间安装有横向伸缩杆311,横向伸缩杆311下表面与第一电动推杆14输出端进行固定连接。使用时首先根据材料托盘18的大小进行调整其中通过转动旋钮309带动调节传动杆310进行转动并且将两个锥齿轮314之间进行啮合传动,带动正反丝杆304进行转动,并且通过其两侧为正反螺纹使得第二安装块302进行同时向外或是向内位移,还通过连接固定板307带动第一安装块301进行对应位移,如材料托盘18到达后通过启动第一电动推杆14带动横向伸缩杆311向下位移,使得两侧连接固定板307下方的定位杆与定位槽孔8进行定位固定操作,其中通过导向板308可以将偏移的材料托盘18进行校正操作,完成后通过复位弹簧315带动两侧连接固定板307向上复位便于下一次的加工。
41.可以理解,在本技术中,喷涂组件2包括有工型安装柱201,工型安装柱201两侧分别固定安装有侧位套块202,位于传动丝杆10一侧的侧位套块202内部贯穿开设有丝杆配合孔204,丝杆配合孔204与传动丝杆10之间进行螺纹传动,位于辅助滑杆12一侧的侧位套块202内部贯穿开设有滑行通孔203,滑行通孔203与辅助滑杆12之间进行滑行配合,工型安装柱201中心贯穿开设有限位滑槽214,工型安装柱201内部底端分别一体化设置有若干齿牙213,工型安装柱201上表面一体化设置有导轨210,限位滑槽214内部滑动安装有限位滑块217,限位滑块217两侧分别安装有连接套杆206。通过喷涂组件2能够进行多方位的对工位喷涂操作,并且通过对喷涂组件2进行预先设置从而实现对材料的顺序喷涂,从而使其能够自动喷涂。
42.其中,位于限位滑块217上方的两个连接套杆206之间固定安装有位移支架205,位移支架205上表面一侧固定安装有第二电机208,位移支架205上表面另一侧贯穿开设有滚轮通孔209,第二电机208输出端固定安装有行走滚轮207,行走滚轮207下端通过滚轮通孔209与导轨210进行配合,靠近限位滑块217两个连接套杆206杆身均转动安装有配合齿轮215,每个配合齿轮215均对对应齿牙213之间进行啮合配合,位移支架205靠近转动安装座9的一侧固定安装有扩展安装板211,扩展安装板211板身固定安装有第二电动推杆212,第二电动推杆212输出端通过支架固定安装有喷涂枪216。通过每个配合齿轮215均对对应齿牙213之间进行啮合配合,从而使得本组件在进行位移时其更为稳定,避免出现因稳定性低导致其不能进行微调控制,还通过第二电机208输出端固定安装有行走滚轮207,使其配合导轨210带动位移支架205进行位移,随之带动配合齿轮215均对对应齿牙213之间进行啮合配合。
43.该一种用于电气元件制造的三防漆自动化喷涂设备的工作原理:
44.使用时,首先将所需喷涂的元件预先放置在材料托盘18上设有的多个元件放置槽16中,其中为了便于后期拿取通过定位槽孔8可以当做握把使用,完成放置后将材料托盘18放置在传输带6的上端,之后传输至辅助组件3中,并且通过辅助组件3可以对其进行角度位置和固定等问题进行处理,并且将其定位在喷涂组件2的下方,便于喷涂组件2进行自动连续喷涂,随后再使用喷涂组件2进行连续的自动喷涂操作,可通过材料放置布局不同进行对喷涂组件2多个动力的不同设置,等完成喷涂后再通过辅助组件3接触对材料托盘18的固定并且再利用传输带6将其传输至外界,随后进行下一步的喷涂操作,通过上述流程从而可以实现连续性的自动化喷涂操作,并且和现有技术相比解决了进行操作的过程中不能进行校
对操作,从而导致在进行喷涂时其喷涂位置发生偏移的问题和不能对喷涂区域进行限定,从而导致在喷涂时电气元件周边均残留有三防漆,进而后期固化后还需进行清理的问题,从而实现本发明能够降低操作人员的工作强度还减少在喷涂时出现瑕疵的问题大大减少后期处理的工作量。
45.需要说明的是,第一电动推杆14、第二电动推杆212具体的型号规格为hta2500;
46.第一电机11、第二电机208具体的型号规格为hf-sp102k。
47.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。