1.本发明涉及工件打磨技术领域,具体来说是一种变位支撑件和轴类抱夹变位随动支撑机构及使用方法。
背景技术:
2.在产品的生产过程中,往往都需要对生产完成的产品进行打磨,在现有技术中,一般是先通过对产品使用打磨机进行打磨,之后再通过人工进行打磨,但是在打磨过程中,使用机器打磨容易使产品出现过抛或欠抛的情况出现,无法进行进一步的人工打磨,而精细产品完全使用人工打磨,不但会造成大量的时间成本和劳动力成本的浪费,效率过低,且抛光环境容易使工件受到污染或是碰损。
3.现公开有一中国专利:一种可变位铸件打磨装置,公开号:cn110434724a,该打磨装置包括底板,底板上设置有工业机器人,底板上设置有至少两组打磨工位,在工业机器人对一组打磨工位上的铸件打磨时,操作者可对另外一组的打磨工位上的铸件进行更换,使所有的打磨工位能够交替地到达工业机器人处将其携带的铸件进行打磨。
4.该打磨机实现了完全采用机器进行打磨,减少了人工打磨造成的工件损伤和污染。但是该打磨机仍旧需要配合人工上料,对于人力成本的减少非常有限。
技术实现要素:
5.本发明的目的在于解决现有技术的不足,提供一种能能够实现自动上料的变位支撑件,以及全自动分段变位抛光的轴类抱夹变位随动支撑机构。
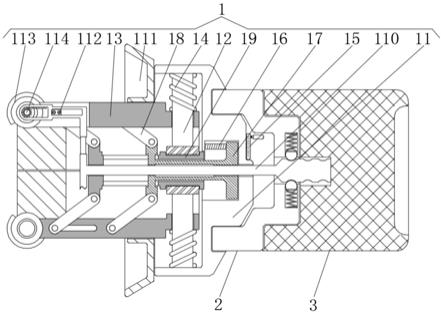
6.为了实现上述目的,设计一种变位支撑件,包括滚珠轴承、伸缩气缸、推板、弹簧固定板、弹簧夹头、靠板和弹簧,其特征在于所述滚珠轴承的两侧分别设有伸缩气缸,所述推板安装在所述伸缩气缸上,所述弹簧固定板设于所述推板一侧,与所述弹簧夹头连接,所述弹簧夹头设于所述滚珠轴承内,所述滚珠轴承上设有所述靠板,所述靠板与所述弹簧固定板之间的间隙用于安装所述弹簧。
7.变位支撑件的使用方法如下:在初始状态时,伸缩气缸缩回;工件插到弹簧夹头中后,将伸缩气缸伸出带动推板后移;此时弹簧将弹簧夹头向后拉,弹簧夹头的头部被挤压,将塑件夹紧;伸缩气缸缩回带动推板将弹簧夹头向前推;此时弹簧夹头头部打开,松开工件。
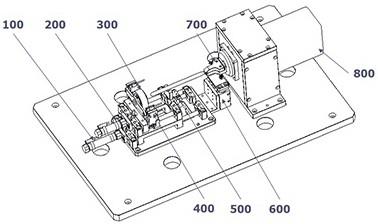
8.还设计一种采用上述变位支撑件的轴类抱夹变位随动支撑机构,其特征在于包括下变位气缸;上变位气缸,设置于所述下变位气缸上方;变位支撑件和上托气缸;所述下变位气缸末端设有一上顶气缸,所述上顶气缸上方对应设有一压合机构,所述压合机构安装在驱动组件上。
9.上述轴类抱夹变位随动支撑机构还具有如下优选的技术方案:1.包括设于所述变位支撑件两侧的夹紧气缸,所述变位支撑件通过所述夹紧气缸安装在第一导轨上,并通过上变位气缸在所述第一导轨上滑动。
10.2.变位支撑件、夹紧气缸、第一导轨和上变位气缸安装在下方的第二导轨上,并通过下变位气缸在所述第二导轨上滑动。
11.3.第一导轨末端设有上托气缸,所述第二导轨的末端设有上顶气缸。
12.4.上顶气缸的上方对应设有压合机构,所述压合机构安装在一驱动组件上。
13.5.所述驱动组件包括转轴、轴承组件、传感器、联轴器和电机,所述转轴安装在所述轴承组件上,并与所述连轴器连接,所述转轴上方设有所述传感器,所述联轴器与所述电机连接。
14.6.压合机构包括一浮动压板和与所述浮动压板对应设置的浮动底板,所述浮动压板与所述浮动底板之间设有所述转轴,所述浮动压板上设有导向轴,所述浮动底板下方设有压合弹簧,所述导向轴与压合弹簧的安装槽相配合。
15.轴类抱夹变位随动支撑机构的使用方法如下:在初始状态时,所述夹紧气缸收回,使伸缩气缸缩回,弹簧夹头张开,上顶气缸顶出,使通过弹簧浮动的压合机构打开,上托气缸顶出,通过人工或六轴机械手将工件头部放到压合机构中,身部放至到上托气缸上;接着,上顶气缸缩回,压合机构将工件压紧、上变位气缸伸出,将工件伸到变位支撑中,同时上托气缸收回,夹紧气缸伸出,此时弹簧夹头将工件夹紧,驱动组件开始带动所述工件转动,安装打磨夹具带着打磨机开始对工件支撑部位至头部开始抛光,待头部抛光结束,打磨夹具带着打磨机与工件分离,同时驱动组件转动停止、夹紧气缸收回,此时弹簧夹头张开、下变位气缸伸出,改变支撑工件的支撑位,之后打磨夹具带着打磨机开始对工件支撑部位至尾部开始抛光,待尾部抛光结束,打磨夹具带着打磨机与工件分离,同时驱动组件转动停止,上托气缸顶出,下变位气缸和上变位气缸同时缩回,上顶气缸伸出将压合机构打开,再通过人工或六轴机械手将工件取出。
16.本发明同现有技术相比,其优点在于:1.通过机器替代人工抛光打磨,能够减少产品碰划伤、粘上脏污的风险;2.能将产品分段变位抛光,提高生产效率,减少劳动力,降低人工操作;3.变位支撑件的设计能够实现自动上料、做到上料打磨全自动化。
附图说明
17.图1示例性示出了发明的变位支撑件的结构示意图;图2示例性示出了发明的轴类抱夹变位随动支撑机构的结构示意图;图3示例性示出了发明的驱动组件的结构示意图;图4示例性示出了发明的压合机构的结构示意图;图中:1.滚珠轴承2.伸缩气缸3.推板4.弹簧固定板5.弹簧夹头6.靠板7.弹簧100.下变位气缸200.上变位气缸300.变位支撑件400.夹紧气缸500.上托气缸600.上顶气缸700.压合机构800.驱动组件701.浮动压板702.浮动底板703.导向轴704.压合弹簧801.转轴802.轴承组件803.传感器804.联轴器805.电机。
具体实施方式
18.参见图1,为本发明的所述的变位支撑件的结构示意图,变位支撑件包括滚珠轴承1、伸缩气缸2、推板3、弹簧固定板4、弹簧夹头5、靠板6和弹簧7。所述滚珠轴承1的两侧分别
设有伸缩气缸2,所述推板3安装在所述伸缩气缸2上,所述弹簧固定板4设于所述推板3一侧,与所述弹簧夹头5连接,所述弹簧夹头5设于所述滚珠轴承1内,所述滚珠轴承1上设有所述靠板6,所述靠板6与所述弹簧固定板4之间的间隙用于安装所述弹簧7。其中,弹簧夹头5具有弹性,不受外力作用时可以保持常开状态,且可以被推板3推动,推板3是安装在伸缩气缸2上,以带动所述弹簧夹头一同移动,推板3和弹簧固定板4之间不存在固定连续;弹簧固定板4安装在弹簧夹头5上,靠板6与弹簧夹头5之间没有固定、弹簧夹头5是套在靠板6中间的孔中,之间设有一定的间隙,弹簧7具有良好的弹性,可被压缩。
19.在初始状态时,伸缩气缸2缩回;工件插到弹簧夹头5中后,将伸缩气缸2伸出带动推板3后移;此时弹簧7将弹簧夹头5向后拉,弹簧夹头5的头部被挤压,将塑件夹紧;伸缩气缸2缩回带动推板3将弹簧夹头5向前推;此时弹簧夹头5头部打开,松开工件。
20.参见图2,为本发明所述的采用上述变位支撑件的轴类抱夹变位随动支撑机构,包括下变位气缸;上变位气缸,设置于所述下变位气缸上方;变位支撑件和上托气缸;所述下变位气缸末端设有一上顶气缸,所述上顶气缸上方对应设有一压合机构,所述压合机构安装在驱动组件上。
21.所述变位支撑件300两侧还设有夹紧气缸400,所述变位支撑件300通过所述夹紧气缸400安装在第一导轨上,并通过上变位气缸200在所述第一导轨上滑动。所述变位支撑件300、夹紧气缸400、第一导轨和上变位气缸200安装在下方的第二导轨上,并通过下变位气缸100在所述第二导轨上滑动。所述第一导轨末端设有上托气缸500,上托气缸上部设有一托块,所述第二导轨的末端设有上顶气缸600。所述上顶气缸的上方对应设有压合机构700,所述压合机构700安装在一驱动组件800上。
22.参见图3,所述驱动组件800包括转轴801、轴承组件802、传感器803、联轴器804和电机805,所述转轴801安装在所述轴承组件802上,并与所述连轴器804连接,所述转轴801上方设有所述传感器803,所述联轴器804与所述电机805连接。
23.参见图4,所述压合机构700包括一浮动压板701和与所述浮动压板701对应设置的浮动底板702,所述浮动压板701与所述浮动底板702之间设有所述转轴801,所述浮动压板701上设有导向轴703,所述浮动底板702下方设有与所述上顶气缸对应的压合弹簧704,所述导向轴703与压合弹簧704的安装槽相配合。
24.在初始状态时,所述夹紧气缸400收回,使伸缩气缸2缩回,弹簧夹头5张开,上顶气缸600 顶出,使通过弹簧浮动的压合机构700 打开,上托气缸500顶出,通过人工或六轴机械手将工件头部放到压合机构700 中,身部放至到上托气缸500上;接着,上顶气缸600 缩回,压合机构700 将工件压紧、上变位气缸200 伸出,将工件伸到变位支撑300中,同时上托气缸500收回,夹紧气缸400伸出,此时弹簧夹头5将工件夹紧,驱动组件800 开始带动所述工件转动,安装打磨夹具带着打磨机开始对工件支撑部位至头部开始抛光,待头部抛光结束,打磨夹具带着打磨机与工件分离,同时驱动组件800 转动停止、夹紧气缸400收回,此时弹簧夹头5张开、下变位气缸100伸出,改变支撑工件的支撑位,之后打磨夹具带着打磨机开始对工件支撑部位至尾部开始抛光,待尾部抛光结束,打磨夹具带着打磨机与工件分离,同时驱动组件800 转动停止,上托气缸500顶出,下变位气缸100和上变位气缸200同时缩回,上顶气缸600伸出将压合机构700打开。再通过人工或六轴机械手将工件取出。
25.以上所述,仅为此发明的具体实施方式,但本发明的保护范围不局限于此,任何熟
悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案和新型的构思加于等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。