1.本发明涉及叠片电芯制作设备,特别涉及一种叠片电芯贴胶绕胶设备。
背景技术:
2.电芯叠片的前段工序是需要在叠片电芯的表面及四周粘贴多片胶纸的,方便后段电芯叠片时粘贴隔膜。现有的叠片电芯贴胶的设备一般是单面或者是单侧粘贴后在另一台设备上粘贴另一侧,叠片电芯四周贴完胶纸后需要在另外的设备上粘贴面胶。这种独立粘贴单面或者单侧的贴胶方式会使用到好几台设备,导致需要较大的场地来安装设置这些设备,而且在叠片电芯转运过程中容易对电芯造成损伤,导致不良品率增加。
技术实现要素:
3.为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种叠片电芯贴胶绕胶设备。
4.本发明的目的通过下述技术方案实现:一种叠片电芯贴胶绕胶设备,包括机台,所述机台上设有贴胶输送线,所述贴胶输送线上设有电芯第一侧贴胶工位和电芯第二侧贴胶工位,所述电芯第一侧贴胶工位和电芯第二侧贴胶工位之间设有电芯90度旋转机构,所述贴胶输送线位于所述电芯第一侧贴胶工位和所述电芯第二侧贴胶工位的两侧分别设有电芯贴胶机构和绕胶机构。
5.作为本发明叠片电芯贴胶绕胶设备的一种改进,所述机台位于所述贴胶输送线的进料端设有进料热整形机构、热烫机构、进料机械手和上料机械手,所述进料机械手从进料输送线上取电芯、并将电芯放入到所述进料热整形机构上进行热整形,所述上料机械手从所述进料热整形机构上取电芯、并将电芯搬运至所述热烫机构处对电芯进行热烫,热烫完成的电芯输送至所述电芯第一侧贴胶工位上,所述电芯贴胶机构对电芯的两侧进行贴胶、所述绕胶机构对电芯上的胶纸进行绕胶,电芯绕胶完成后输送至所述电芯90度旋转机构处,所述电芯90度旋转机构将电芯旋转90度、并输送至所述电芯第二侧贴胶工位,所述电芯贴胶机构对电芯的两侧进行贴胶、所述绕胶机构对电芯上的胶纸进行绕胶。
6.作为本发明叠片电芯贴胶绕胶设备的一种改进,所述机台位于所述贴胶输送线的出料端设有下料机械手、出料热整形机构和出料机械手,所述下料机械手从所述贴胶输送线的出料端取电芯、并将电芯搬运至所述出料热整形机构上进行热整形,所述出料机械手从所述出料热整形机构处取电芯、并将电芯搬运至双平台输送机构上。
7.作为本发明叠片电芯贴胶绕胶设备的一种改进,所述机台位于所述双平台输送机构的一侧设有贴面胶机构,所述贴面胶机构上设有两个贴胶机头,其中一个所述贴胶机头将胶纸横向贴在电芯表面、另一个所述贴胶机头将胶纸纵向贴在电芯表面。
8.作为本发明叠片电芯贴胶绕胶设备的一种改进,所述机台位于所述双平台输送机构的出料端设有ccd外观检测机构和搬运机械手,所述搬运机械手将已经贴两片面胶的电芯搬运至ccd检测平台上进行外观检测,外观检测完成的电芯由机械手搬运至出料拉带上
送出。
9.作为本发明叠片电芯贴胶绕胶设备的一种改进,所述电芯贴胶机构包括x轴伺服驱动模组和y轴伺服驱动模组,所述y轴伺服驱动模组控制一z轴驱动气缸,所述z轴驱动气缸的活塞杆端设有滑块,所述z轴驱动气缸的表面设有滑轨,所述滑块与所述滑轨连接,所述滑块上设有贴胶安装板,所述贴胶安装板的上端设有水平板,所述水平板上设有缓冲弹簧安装杆,所述贴胶安装板的侧部设有缓冲导向滑轨,所述缓冲导向滑轨上设有缓冲导向滑块,所述缓冲导向滑块上设有贴胶板,所述贴胶板的上端连接所述缓冲弹簧安装杆,所述缓冲弹簧安装杆上套设有缓冲弹簧,所述贴胶板的底部设有多个呈l形的贴胶吸嘴。
10.作为本发明叠片电芯贴胶绕胶设备的一种改进,所述绕胶机构包括绕胶y轴伺服驱动模组和绕胶z轴驱动模组,所述绕胶y轴伺服驱动模组控制所述绕胶z轴驱动模组的y轴移动,所述绕胶z轴驱动模组控制一z轴缓冲组件的z轴移动,所述z轴缓冲组件上设有y轴缓冲组件,所述y轴缓冲组件上设有绕胶板,所述绕胶板的端部设有绕胶轮。
11.作为本发明叠片电芯贴胶绕胶设备的一种改进,所述z轴缓冲组件包括z轴缓冲安装板,所述z轴缓冲安装板的一侧设有z轴导轨和z轴滑块,所述y轴缓冲组件安装在所述z轴滑块上,所述z轴缓冲安装板的底部设有z轴水平连接板,所述z轴水平连接板上设有z轴缓冲弹簧连接杆,所述z轴缓冲弹簧连接杆上套设有z轴缓冲弹簧,所述z轴缓冲弹簧连接杆的一端连接在所述y轴缓冲组件上;所述y轴缓冲组件包括y轴缓冲安装板,所述y轴缓冲安装板上设有y轴导轨和y轴滑块,所述绕胶板安装在所述y轴滑块上,所述y轴缓冲安装板的一端设有立板,所述立板上设有y轴缓冲弹簧连接杆,所述y轴缓冲弹簧连接杆上套设有y轴缓冲弹簧,所述y轴缓冲弹簧连接杆的一端连接在所述绕胶板上。
12.作为本发明叠片电芯贴胶绕胶设备的一种改进,所述贴面胶机构包括贴胶机械手和供胶飞达,所述贴胶机械手上设有贴胶气缸,所述贴胶气缸控制两个所述贴胶机头上下移动,两个所述贴胶机头均包括有旋转电机和由该旋转电机控制旋转的吸胶嘴;所述供胶飞达上设有拉胶机械手、切胶机构、备胶轮和收废胶轮,所述拉胶机械手控制一拉胶夹指移动拉出胶纸,所述切胶机构上间隔设有两个切刀,所述拉胶机械手将胶纸拉至所述切胶机构处、所述切胶机构带动两个切刀切断胶纸,两个所述贴胶机头分别取一段胶纸贴在电芯的表面。切胶机构包括切胶气缸,所述切胶气缸的活塞杆端设有切刀安装板,两个切刀分别设置在切刀安装板的两端。拉胶机械手为伺服驱动模组,通过伺服电机带动丝杆的方式传动。备胶轮和收废胶轮均通过一伺服电机控制转动。
13.作为本发明叠片电芯贴胶绕胶设备的一种改进,所述进料热整形机构和所述出料热整形机构均包括有电芯吸附平台,所述电芯吸附平台的四个侧边上均设有热整形块,所述电芯吸附平台的其中一个热整形块由气缸驱动控制整形定位电芯的其中一边、另外三个侧边的热整形块分别由定位伺服电缸驱动控制定位电芯的另外三边;每块所述热整形块内均穿设有电热丝或电热棒。
14.所述电芯吸附平台的一侧还设有旋转按压机构,所述旋转按压机构包括升降控制驱动和旋转控制驱动,所述升降控制驱动控制所述旋转控制驱动的升降,所述旋转控制驱动的输出轴连接有一水平连接板,所述水平连接板的端部设有压板。
15.所述升降控制驱动包括升降气缸安装板和升降导向板,所述升降气缸安装板上设
有升降气缸,所述升降导向板的一侧设有滑轨,所述旋转控制驱动包括电机安装板,所述电机安装板上设有旋转电机,所述电机安装板通过滑块连接在所述滑轨上,所述升降气缸的活塞杆连接在所述电机安装板上。
16.三个所述伺服驱动均包括有伺服电机,所述伺服电机的输出轴上连接有整形块安装板,所述热整形块连接在所述整形块安装板的端部。
17.所述气缸驱动控制所述热整形块定位电芯的一边后、三个所述伺服驱动再同时控制所述热整形块定位电芯的另外三边。所述电芯吸附平台的中部设有中间吸附区域,所述电芯吸附平台的四边中部均设有让位缺口,四个所述热整形块一一对应四个所述让位缺口的位置设置。所述电芯吸附平台的四个转角处均设有支撑柱,四根所述支撑柱的底部通过底板连接,所述底板上设有调压阀。
18.本发明的有益效果在于:本发明采用四周贴胶和贴面胶于一体,能够在一台设备上完成贴胶的整个过程,能够省去电芯贴胶过程中的转运过程。而且这种一体机的设备能够减小设备的安装场地。本发明在电芯四周粘贴胶纸后能够通过绕胶机构对胶纸进行绕胶,使胶纸完全的包贴在电芯的四周,而且在四周粘贴胶纸后的电芯,能够通过贴面胶机构粘贴面胶,贴面积机构可以根据电芯的形状需要进行胶纸方向上的调整,适合各种形状的电芯粘贴面胶,适用范围更广。
附图说明
19.图1是本发明的立体图。
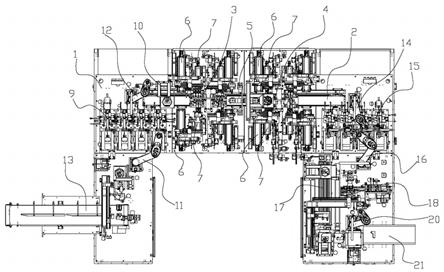
20.图2是本发明的俯视图。
21.图3是本发明的电芯贴胶机构立体图。
22.图4是本发明的电芯贴胶机构主视图。
23.图5是本发明的电芯贴胶机构俯视图。
24.图6是本发明的绕胶机构立体图。
25.图7是本发明的绕胶机构主视图。
26.图8是本发明的贴面胶机构立体图。
27.图9是本发明的贴面胶机构主视图。
28.图10是本发明的进料热整形机构或出料热整形机构立体图。
具体实施方式
29.下面将结合本发明实施例中的附图对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动前提下 所获得的所有其他实施例,都属于本发明保护的范围。
30.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
) 仅用于解释某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
31.另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、
ꢀ“
第
二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围内。
32.如图1-图10所示,一种叠片电芯贴胶绕胶设备,包括机台1,机台1上设有贴胶输送线2,贴胶输送线2上设有电芯第一侧贴胶工位3和电芯第二侧贴胶工位4,电芯第一侧贴胶工位3和电芯第二侧贴胶工位4之间设有电芯90度旋转机构5,贴胶输送线2位于电芯第一侧贴胶工位3和电芯第二侧贴胶工位4的两侧分别设有电芯贴胶机构6和绕胶机构7。每个电芯贴胶机构6的一侧均设有供胶飞达8。电芯贴胶机构6从供胶飞达8的位置取胶纸贴在电芯上。电芯第一侧贴胶工位3两侧分别设有两个电芯贴胶机构6和两个绕胶机构7,电芯第二侧贴胶工位4两侧分别设有两个电芯贴胶机构6和两个绕胶机构7,电芯在电芯第一侧贴胶工位3处能够在电芯的两侧粘贴四片胶纸,电芯在电芯第二侧贴胶工位4处也能够在电芯的两侧粘贴四片胶纸。电芯在电芯第一侧贴胶工位3和电芯第二侧贴胶工位4上粘贴胶纸的位置不同。
33.电芯90度旋转机构5包括旋转控制气缸,旋转控制气缸控制一支架旋转,支架的两端分别设有升降气缸,升降气缸的活塞杆端设有吸盘,电芯需要旋转时、升降气缸控制吸盘下行吸取电芯,旋转控制气缸控制支架旋转90度,电芯旋转90度后放入在贴胶输送线上、并输送至电芯第二侧贴胶工位处继续贴胶绕胶。
34.优选的,机台1位于贴胶输送线2的进料端设有进料热整形机构9、热烫机构10、进料机械手11和上料机械手12,进料机械手11从进料输送线13上取电芯、并将电芯放入到进料热整形机构9上进行热整形,上料机械手12从进料热整形机构9上取电芯、并将电芯搬运至热烫机构10处对电芯进行热烫,热烫完成的电芯输送至电芯第一侧贴胶工位3上,电芯贴胶机构6对电芯的两侧进行贴胶、绕胶机构7对电芯上的胶纸进行绕胶,电芯绕胶完成后输送至电芯90度旋转机构5处,电芯90度旋转机构5将电芯旋转90度、并输送至电芯第二侧贴胶工位4,电芯贴胶机构6对电芯的两侧进行贴胶、绕胶机构7对电芯上的胶纸进行绕胶。热烫机构10采用气缸或电机带动电热板上下运动的方式热烫电芯。
35.优选的,机台1位于贴胶输送线2的出料端设有下料机械手14、出料热整形机构15和出料机械手16,下料机械手14从贴胶输送线2的出料端取电芯、并将电芯搬运至出料热整形机构15上进行热整形,出料机械手16从出料热整形机构15处取电芯、并将电芯搬运至双平台输送机构17上。
36.优选的,机台1位于双平台输送机构17的一侧设有贴面胶机构18,贴面胶机构18上设有两个贴胶机头19,其中一个贴胶机头19将胶纸横向贴在电芯表面、另一个贴胶机头19将胶纸纵向贴在电芯表面。双平台输送机构17包括输送驱动模组,输送驱动模组上间隔设有两个贴胶平台。
37.优选的,机台1位于双平台输送机构17的出料端设有ccd外观检测机构和搬运机械手20,搬运机械手20将已经贴两片面胶的电芯搬运至ccd检测平台上进行外观检测,外观检测完成的电芯由机械手搬运至出料拉带21上送出。
38.优选的,电芯贴胶机构6包括x轴伺服驱动模组61和y轴伺服驱动模组62,y轴伺服驱动模组61控制一z轴驱动气缸63,z轴驱动气缸63的活塞杆端设有滑块,z轴驱动气缸63的
表面设有滑轨,滑块与滑轨连接,滑块上设有贴胶安装板64,贴胶安装板64的上端设有水平板65,水平板65上设有缓冲弹簧安装杆66,贴胶安装板64的侧部设有缓冲导向滑轨67,缓冲导向滑轨67上设有缓冲导向滑块68,缓冲导向滑块68上设有贴胶板69,贴胶板69的上端连接缓冲弹簧安装杆66,缓冲弹簧安装杆66上套设有缓冲弹簧60,贴胶板69的底部设有三个呈l形的贴胶吸嘴601。其中一个贴胶吸嘴601的长度大于另外两个贴胶吸嘴601的长度。
39.优选的,绕胶机构7包括绕胶y轴伺服驱动模组71和绕胶z轴驱动模组72,绕胶y轴伺服驱动模组71控制绕胶z轴驱动模组72的y轴移动,绕胶z轴驱动模组72控制一z轴缓冲组件73的z轴移动,z轴缓冲组件73上设有y轴缓冲组件74,y轴缓冲组件74上设有绕胶板75,绕胶板75的端部设有绕胶轮76。
40.优选的,z轴缓冲组件73包括z轴缓冲安装板731,z轴缓冲安装板731的一侧设有z轴导轨732和z轴滑块733,y轴缓冲组件74安装在z轴滑块上,z轴缓冲安装板731的底部设有z轴水平连接板734,z轴水平连接板734上设有z轴缓冲弹簧连接杆735,z轴缓冲弹簧连接杆735上套设有z轴缓冲弹簧736,z轴缓冲弹簧连接杆735的一端连接在y轴缓冲组件74上;y轴缓冲组件74包括y轴缓冲安装板741,y轴缓冲安装板741上设有y轴导轨742和y轴滑块743,绕胶板75安装在y轴滑块743上,y轴缓冲安装板741的一端设有立板744,立板744上设有y轴缓冲弹簧连接杆745,y轴缓冲弹簧连接杆745上套设有y轴缓冲弹簧746,y轴缓冲弹簧连接杆745的一端连接在绕胶板75上。
41.优选的,贴面胶机构18包括贴胶机械手181和供胶飞达182,贴胶机械手181上设有贴胶气缸183,贴胶气缸183控制两个贴胶机头19上下移动,两个贴胶机头19均包括有旋转电机和由该旋转电机控制旋转的吸胶嘴;两个贴胶机头19均可以根据电芯的形状调整胶纸的方向。
42.供胶飞达182上设有拉胶机械手184、切胶机构185、备胶轮186和收废胶轮187,拉胶机械手184控制一拉胶夹指188移动拉出胶纸,切胶机构185上间隔设有两个切刀189,拉胶机械手184将胶纸拉至切胶机构185处、切胶机构185带动两个切刀189切断胶纸,两个贴胶机头19分别取一段胶纸贴在电芯的表面。切胶机构185包括切胶气缸,切胶气缸的活塞杆端设有切刀安装板,两个切刀分别设置在切刀安装板的两端。拉胶机械手为伺服驱动模组,通过伺服电机带动丝杆的方式传动。备胶轮186和收废胶轮187均通过一伺服电机控制转动。
43.优选的,进料热整形机构9和出料热整形机构15均包括有电芯吸附平台91,电芯吸附平台91的四个侧边上均设有热整形块92,电芯吸附平台91的其中一个热整形块92由气缸驱动93控制整形定位电芯的其中一边、另外三个侧边的热整形块92分别由定位伺服电缸94控制定位电芯的另外三边;每块热整形块92内均穿设有电热丝95或电热棒。
44.电芯吸附平台91的一侧还设有旋转按压机构96,旋转按压机构96包括升降控制驱动和旋转控制驱动,升降控制驱动控制旋转控制驱动的升降,旋转控制驱动的输出轴连接有一水平连接板,水平连接板的端部设有压板。
45.升降控制驱动包括升降气缸安装板和升降导向板,升降气缸安装板上设有升降气缸,升降导向板的一侧设有滑轨,旋转控制驱动包括电机安装板,电机安装板上设有旋转电机,电机安装板通过滑块连接在滑轨上,升降气缸的活塞杆连接在电机安装板上。
46.三个定位伺服电缸均包括有伺服电缸,伺服电缸的输出轴上连接有整形块安装
板,热整形块连接在整形块安装板的端部。
47.气缸驱动控制热整形块92定位电芯的一边后、三个定位伺服电缸再同时控制热整形块定位电芯的另外三边。电芯吸附平台的中部设有中间吸附区域97,电芯吸附平台91的四边中部均设有让位缺口98,四个热整形块92一一对应四个让位缺口98的位置设置。电芯吸附平台91的四个转角处均设有支撑柱,四根支撑柱的底部通过底板99连接,底板99上设有调压阀90。气缸定位基准的一边放入位置相对热整形块位置不变,所以选择气缸热烫该条边,其他三边定位伺服电缸可以控制位置、距离和速度,可以减小对电芯的定位冲击力,能够防止电芯变形。
48.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和结构的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同范围限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。