1.本发明涉及金属压铸技术领域,具体为一种高质量可减少铸件内气孔的压铸模具。
背景技术:
2.压铸是一种金属铸造工艺,其特点是利用模具内腔对融化的金属施加高压,待模具内金属冷却后金属形成铸件,在压铸前一旦模具内部残留有空气,空气就会被卷入到金属液内部,导致铸件出现大量气孔,故在压铸前需要对模具内部的型腔进行强制排气。
3.目前通过真空泵及排气装置,在充填金属液前将模具型腔内部的空气排出,而这个过程中,需要在模具侧面开设排气孔,且排气孔在排气装置将型腔内部气体抽空后需要通过封堵塞进行封堵,故在将排气装置移出排气孔随后通过封堵塞封堵的整个衔接过程中,必然会出现少量气体通过排气孔被吸入到型腔内部,导致型腔内部残留空气,之后型腔内形成的铸件会因这部分空气而出现较多的气孔。
技术实现要素:
4.为解决上述在对型腔进行强制排气时,会在排气孔移出排气装置并插入封堵塞时出现少量气体进入到型腔内部的情况,导致型腔内成型铸件气孔较多的问题,实现以上在对型腔进行强制排气时,避免型腔内在排气装置与封堵塞衔接时吸入空气,导致铸件气孔增多的目的,本发明通过以下技术方案予以实现:一种高质量可减少铸件内气孔的压铸模具,包括定模座及插接在所述定模座顶部的导柱,所述导柱的顶部设置有动模座,所述动模座的顶部插接有压射管,所述定模座的内部包括有封堵机构,所述封堵机构包括开设在所述定模座侧面的排气孔,所述排气孔的内部滑动连接有封堵塞,所述封堵塞的左侧固定连接有弧形板,所述排气孔的侧面设置有第一导气孔,所述排气孔的左侧包括有检测机构,所述检测机构的内部包括有抽气机构,所述检测机构的外侧包括有紧固机构,所述排气孔的内部设置有限定块。
5.进一步的,所述限定块在所述检测机构脱离所述定模座侧面后插入到所述排气孔的内部,通过限定块对封堵塞进行抵挡,避免封堵塞被型腔内部金属液挤压松动。
6.进一步的,所述第一导气孔连通所述排气孔的内部与所述定模座的外侧,与第二导气孔对接。
7.进一步的,所述检测机构包括设置在所述排气孔左侧的抽气管,所述抽气管的内部设置有支撑架,所述支撑架的右侧固定连接有拉伸弹簧,所述拉伸弹簧的右侧固定连接有弧形拉杆,所述弧形拉杆远离所述拉伸弹簧的一侧转动连接有滑轮。
8.进一步的,所述弧形拉杆与所述弧形板相互勾连,且所述滑轮在初始时与所述弧形板凹面挤压接触,在初始时阻止封堵塞移动。
9.进一步的,所述抽气机构包括固定在所述抽气管内部的抽气板,所述抽气板的侧面开设有抽气通道,所述抽气通道的内部设置有单向阀门,所述单向阀门的左侧设置有转
轴,所述抽气管的内壁开设有第二导气孔。
10.进一步的,所述第二导气孔的出口与所述第一导气孔对齐,通过第二导气孔抽取第一导气孔内部气体,进而抽取型腔内空气。
11.进一步的,所述紧固机构包括开设在所述定模座左侧的啮合孔,所述啮合孔的内部啮合连接有紧固螺杆,所述紧固螺杆的侧面固定连接有夹板,所述夹板的右侧设置有紧固块。
12.进一步的,所述紧固块被所述紧固螺杆穿过且固定在所述抽气管的侧面,通过紧固螺杆的啮合深入,紧固螺杆通过夹板带动与抽气管连接的紧固块移动,进而导致抽气管与定模座的侧面挤压力增大,进而有效的避免了抽气管在对型腔抽气时,外界气体通过抽气管与定模座之间的缝隙进入。
13.本发明提供了一种高质量可减少铸件内气孔的压铸模具。具备以下有益效果:
14.1、该高质量可减少铸件内气孔的压铸模具,在对模具型腔进行强制排气时,通过抽气机构对排气孔进行抽气,使得定模座与动模座形成的型腔被抽气,而在型腔被抽气过程中,封堵塞会逐渐将第一导气孔堵塞,在型腔内部空气被抽空时,封堵塞会彻底将第一导气孔封堵,且向右移动将排气孔完全封堵,有效避免了在型腔内部空气被抽空后,先移出抽气管再插入封堵塞导致少量空气在这个过程中进入到型腔内部,达到了在对型腔进行强制排气时,避免型腔内在排气装置与封堵塞衔接时吸入空气,导致铸件气孔增多的目的。
15.2、该高质量可减少铸件内气孔的压铸模具,在将抽气管的右侧贴紧到定模座的左侧时,将紧固螺杆插入到啮合孔内部,且随后转动紧固螺杆,紧固螺杆在深入到啮合孔内部的过程中逐渐带动抽气管移动,故抽气管对定模座左侧的挤压力逐渐增大,而抽气管将排气孔包围,因此有效的避免了抽气管在对型腔抽气时,外界气体通过抽气管与定模座之间的缝隙进入,相比于现有的通过卡环对接更具有气密性,达到了确保在对型腔抽气时外界气体不会泄露的目的。
附图说明
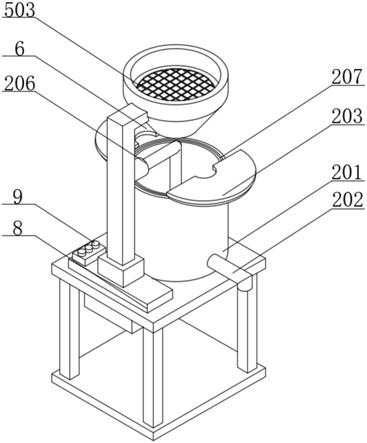
16.图1为本发明结构模具整体剖视示意图;
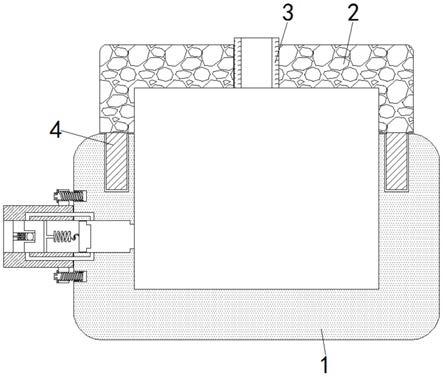
17.图2为本发明结构排气孔剖视示意图;
18.图3为本发明结构封堵塞与弧形板连接立体示意图;
19.图4为本发明结构图2中a部分放大示意图;
20.图5为本发明结构抽气机构放大示意图;
21.图6为本发明结构图2中b部分放大示意图;
22.图7为本发明结构封堵塞将排气孔完全封堵示意图;
23.图8为本发明结构图7中c部分放大示意图。
24.图中:1、定模座;2、动模座;3、压射管;4、导柱;5、封堵机构;51、排气孔;52、第一导气孔;53、封堵塞;54、弧形板;6、检测机构;61、抽气管;62、支撑架;63、拉伸弹簧;64、弧形拉杆;65、滑轮;7、抽气机构;71、抽气板;72、抽气通道;73、转轴;74、单向阀门;75、第二导气孔;8、紧固机构;81、啮合孔;82、紧固螺杆;83、紧固块;84、夹板;9、限定块。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.该高质量可减少铸件内气孔的压铸模具的实施例如下:
27.实施例:
28.请参阅图1-图8,一种高质量可减少铸件内气孔的压铸模具,包括定模座1及插接在定模座1顶部的导柱4,导柱4的顶部设置有动模座2,动模座2的顶部插接有压射管3,定模座1的内部包括有封堵机构5,封堵机构5包括开设在定模座1侧面的排气孔51,排气孔51的内部滑动连接有封堵塞53,封堵塞53的左侧固定连接有弧形板54,排气孔51的侧面设置有第一导气孔52,第一导气孔52连通排气孔51的内部与定模座1的外侧,与第二导气孔75对接,排气孔51的左侧包括有检测机构6,检测机构6包括设置在排气孔51左侧的抽气管61,抽气管61的内部设置有支撑架62,支撑架62的右侧固定连接有拉伸弹簧63,拉伸弹簧63的右侧固定连接有弧形拉杆64,弧形拉杆64与弧形板54相互勾连,且滑轮65在初始时与弧形板54凹面挤压接触,在初始时阻止封堵塞53移动,弧形拉杆64远离拉伸弹簧63的一侧转动连接有滑轮65。
29.检测机构6的内部包括有抽气机构7,抽气机构7包括固定在抽气管61内部的抽气板71,抽气板71的侧面开设有抽气通道72,抽气通道72的内部设置有单向阀门74,单向阀门74的左侧设置有转轴73,抽气管61的内壁开设有第二导气孔75,第二导气孔75的出口与第一导气孔52对齐,通过第二导气孔75抽取第一导气孔52内部气体,进而抽取型腔内空气。
30.检测机构6的外侧包括有紧固机构8,紧固机构8包括开设在定模座1左侧的啮合孔81,啮合孔81的内部啮合连接有紧固螺杆82,紧固螺杆82的侧面固定连接有夹板84,夹板84的右侧设置有紧固块83,紧固块83被紧固螺杆82穿过且固定在抽气管61的侧面,通过紧固螺杆82的啮合深入,紧固螺杆82通过夹板84带动与抽气管61连接的紧固块83移动,进而导致抽气管61与定模座1的侧面挤压力增大,进而有效的避免了抽气管61在对型腔抽气时,外界气体通过抽气管61与定模座1之间的缝隙进入,排气孔51的内部设置有限定块9,限定块9在检测机构6脱离定模座1侧面后插入到排气孔51的内部,通过限定块9对封堵塞53进行抵挡,避免封堵塞53被型腔内部金属液挤压松动。
31.工作原理:模具型腔通过定模座1与动模座2组合形成,在对模具型腔进行强制排气前,先将压射管3插入到动模座2的内部,且暂停填充金属液,随后启动抽气机构7内部转轴73的连接电机,转轴73转动带动侧面的抽气扇转动,导致抽气通道72吸收抽气管61内部抽气板71右侧气体,由于第二导气孔75的一端与第一导气孔52完全对接,故抽气管61会通过第二导气孔75与第一导气孔52对排气孔51进行抽气,进而对型腔进行抽气。
32.随着型腔内部空气的减少,型腔内空气负压增大,对封堵塞53的吸力逐渐增大,而在初始时,封堵塞53左侧的弧形板54被弧形拉杆64通过滑轮65限制,故随着封堵塞53对弧形板54拉力增大,弧形拉杆64左侧的拉伸弹簧63出现变形,导致弧形拉杆64拉动滑轮65在弧形板54的凹槽处进行滚动,当型腔内部空气被抽空后,滑轮65脱离弧形板54,导致封堵塞53快速将排气孔51完全封堵。
33.由于在型腔被抽气过程中,封堵塞53会逐渐将第一导气孔52堵塞,在型腔内部空气被抽空时,封堵塞53会彻底将第一导气孔52封堵,且向右移动将排气孔51完全封堵,有效避免了在型腔内部空气被抽空后,先移出抽气管61再插入封堵塞53导致少量空气在这个过程中进入到型腔内部,达到了在对型腔进行强制排气时,避免型腔内在排气装置与封堵塞53衔接时吸入空气,导致铸件气孔增多的目的。
34.在将抽气管61的右侧贴紧到定模座1的左侧时,将紧固螺杆82插入到啮合孔81内部,且随后转动紧固螺杆82,由于紧固块83被紧固螺杆82穿过且固定在抽气管61的侧面,通过紧固螺杆82的啮合深入,紧固螺杆82通过夹板84带动与抽气管61连接的紧固块83移动,进而导致抽气管61与定模座1的侧面挤压力增大,紧固螺杆82在深入到啮合孔81内部的过程中逐渐带动抽气管61移动,故抽气管61对定模座1左侧的挤压力逐渐增大,而抽气管61将排气孔51包围,因此有效的避免了抽气管61在对型腔抽气时,外界气体通过抽气管61与定模座1之间的缝隙进入,相比于现有的通过卡环对接更具有气密性,达到了确保在对型腔抽气时外界气体不会泄露的目的。
35.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。