1.本发明涉及工业技术领域,具体为一种应用于去毛刺的工业机器人。
背景技术:
2.木材加工由于能源消耗低,污染少,资源有再生性,在国民经济中也占重要地位,现在产品已从原木的初加工品如电杆、坑木、枕木和各种锯材,发展到成材的再加工品如建筑构件、家具、车辆、船舶、文体用品、包装容器等木制品,以至木材的再造加工品即各种人造板、胶合木等,从而使木材工业形成独立的工业体系,现在木材加工设备均是单一功能,需要大量的人工将木材搬运来回,无法做到在一种设备上完成多种工艺,因此,设计实用性强和具有去毛刺功能的一种应用于去毛刺的工业机器人是很有必要的。
技术实现要素:
3.本发明的目的在于提供一种应用于去毛刺的工业机器人,以解决上述背景技术中提出的问题。
4.为了解决上述技术问题,本发明提供如下技术方案:一种应用于去毛刺的工业机器人,包括基座和运行系统,其特征在于:所述基座的上方安装有输送带,所述基座的底部安装有电机一,所述电机一与输送带为电连接,所述基座的两侧壁上安装有伸缩杆,所述伸缩杆的另一端安装有电机二,所述电机二的输出轴上安装有磨砂轮,所述基座的另一端侧壁上安装有胶封机,所述胶封机与磨砂轮的中间区域侧壁上安装有颗粒喷射筒,所述基座的侧面设置有滑轨,所述滑轨与颗粒喷射筒为滑动连接,所述颗粒喷射筒的一侧设置有储存箱,所述储存箱内设置有上抽泵,所述基座开设有若干孔洞,所述基座底部安装有烘干机,所述胶封机上安装有光检测仪。
5.根据上述技术方案,所述运行系统包括有信息收集模块、机器运行模块和中枢站点模块,所述信息收集模块包括有触摸显示屏、木材毛刺监测单元和木材湿度监测单元,所述机器运行模块包括有磨砂轮运行单元、颗粒喷射筒运行单元和胶封机运行单元,所述中枢站点模块包括有中枢逻辑单元、紧急报警单元和物联网信息交互单元。
6.根据上述技术方案,所述木材去毛刺的流程框架如下:
7.s1.木材分类:木材分为人造板和天然板,将木材信息输入进入信息收集模块中,信息收集模块根据所得木材信息得出木材初始水分和密度;
8.s2.根据木材的初始水分,初始水分区别于额定水分,初始水分表示木材根据产地及工厂师傅经验进行估算的水分,额定水分表示木材湿度监测单元实时监测到水分,将木材分为f1-f4四个能级,f1表明水分含量最少的木材,f4表明水分含量最多的木材;
9.s3.烘干机的烘干能级分为h1-h4四个能级,h1表明烘干力度最小,h4表明烘干力度最大,烘干机按照s2中的水分能级进行相应能级的烘干,保证的木材既能被烘干又能避免被损害可能;
10.s4.磨砂轮上下移动,将木材侧面形变较大的异块切削掉,工人将异块收集起来,
进行另类加工;
11.s5.视情况将磨砂轮更换,磨砂轮开始旋转,对木材侧面进行打磨,将侧壁上的毛刺去除掉;
12.s6.打磨完成,颗粒喷射筒对木材表面喷射胶合剂,喷射一次胶合剂之后,胶封机对木材表面进行反光检测;
13.s7.颗粒喷射筒移动到没有喷射到的区域,再次喷射,将木材表面均涂抹有胶合剂;
14.s8.胶封机对木材边缘进行胶封。
15.根据上述技术方案,所述触摸显示屏用于工人将木材型号输入进去和对整个设备进行人为控制,控制范围包括强制启停与自动模式、人为模式切换,所述设备两侧安装有毛刺检测仪,所述木材毛刺监测单元利用毛刺检测仪将整块木材的毛刺位置探测出来,并将毛刺位置信息记录下来,所述木材湿度监测单元用于检测木材当前湿度,所述磨砂轮运行单元用于控制磨砂轮的运行模式,所述颗粒喷射筒运行单元用于控制颗粒喷射筒的位置移动,所述胶封机运行单元用于控制胶封机的启停,所述中枢逻辑单元用于控制整个设备的运行顺序和运行计算,所述紧急报警单元用于在木材掉落时发出警报,避免设备空转,所述物联网信息交互单元用于将设备系统与厂区主系统连接。
16.根据上述技术方案,所述物联网信息交互单元的运行流程如下:
17.厂区的仓库储存空间数据化,分为0-100%;
18.厂区分为原材厂区、成品厂区和木料厂区;
19.原材厂区由仓储部门管理进行规格填充,若是原材厂区的储存量低于36%,则设备不运行,避免客户急单,木材储量不足,若是原材厂区木材储存量定格在36%以下长达168小时,则设备恢复运行模式,避免木材堆积时间过长导致木材变质;
20.成品厂区的储存量达到84%则设备停止运行,避免成品厂区储存空间不足,耽误其它厂区的储存效率;
21.木料厂区中的木屑储存量扩增到92%及其以上则木料加工厂区加速消化木屑,如若废屑过多则出售;
22.所有加工厂区的设备运行均与其它厂区的储存情况联动。
23.根据上述技术方案,所述木材切削的运行流程如下:
24.s21.伸缩杆为多功能杆,伸缩杆带动磨砂轮进行上下移动,将异块去除,磨砂轮的切割力度分为l1-l8八个等级,l1表示磨砂轮的切割力度最小,l8表示磨砂轮的切割力度最大;
25.s22.将木材的湿度情况传输给木材湿度监测单元,木材湿度监测单元将木材的湿度分为八个等级,w1-w8,w1表示木材中额定水分最少,w8表示木材中额定水分最多;
26.s23.木材湿度监测单元将所得到的水分等级输入磨砂轮运行单元,磨砂轮运行单元接受信号,自动选择相应的切割力度;
27.s24.上下切割完成,工人观察磨砂轮磨损程度,若是磨损较小则继续使用,若是磨损较大则需进行更换;
28.s25.磨砂轮对木材两边切割面进行打磨。
29.根据上述技术方案,所述打磨具体流程如下:
30.s31.磨砂轮的表面磨砂颗粒粗糙程度取决于磨砂轮上的颗粒硬度与颗粒大小;
31.s32.磨砂颗粒的大小通过磨砂颗粒的顶点与磨砂轮之间的距离显性观察,常规情况下,磨砂轮分为0.136型号、0.414型号和0.852型号;
32.s33.根据硬度由工人进行更换,木材初始硬度由木材密度决定,木材密度与硬度的关系为:
33.初始密度为:p1=m1/v1;
34.式中,p1为木材在原材厂区中储存时的密度,m1为木材进行加工前称重的质量,v1为木材进原材厂区前测量的体积;
35.s34.根据木材硬度决定磨砂轮型号,此过程中在设备运行之前完成。
36.根据上述技术方案,所述经过烘干机烘干之后的木材探测流程:
37.此时经过切割和烘干的木材质量和体积均发生变化;
38.烘干之后的密度为:p2=m2/v2;
39.式中,p2为木材烘干后的密度,m2为木材烘干后的质量,v2为木材切割烘干后的体积,通过此数据决定去毛刺时磨砂轮的功率。
40.根据上述技术方案,所述去毛刺流程如下:
41.磨砂轮通过磨砂面与木材接触旋转将毛刺去除掉,磨砂轮此时的磨砂力度根据此时的木材硬度进行调整;
42.磨砂轮去毛刺过程中的功率分为b1-b3三个等级,b1功率最小,b3功率最大,由于此时木材硬度较大,毛刺较脆,易于去除,常规状况下磨砂轮采用b1档,若是木材毛刺加工一次没有去除干净,工人人为调控至b2档位或者b3档位。
43.根据上述技术方案,所述胶封机的运行流程:
44.胶封机由工人手动操作,将胶封机盖在木材上方,木材被运输带拖送时其边角会被再次涂抹上一层胶合剂并烘干。
45.与现有技术相比,本发明所达到的有益效果是:本发明,通过设置有木材物联网系统,原材厂区由仓储部门管理进行规格填充,若是原材厂区的储存量低于36%,则设备不运行,避免客户急单,木材储量不足,若是原材厂区木材储存量定格在36%以下长达168小时,则设备恢复运行模式,避免木材堆积时间过长导致木材变质。
附图说明
46.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
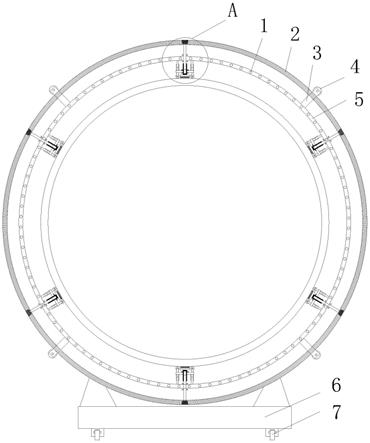
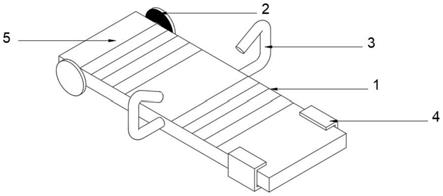
47.图1是本发明的整体正面结构示意图;
48.图2是本发明的系统示意图;
49.图中:1、基座;2、磨砂轮;3、颗粒喷射筒;4、胶封机;5、输送带。
具体实施方式
50.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他
实施例,都属于本发明保护的范围。
51.请参阅图1-2,本发明提供技术方案:一种应用于去毛刺的工业机器人,包括基座1和运行系统,其特征在于:基座1的上方安装有输送带5,基座1的底部安装有电机一,电机一与输送带5为电连接,基座1的两侧壁上安装有伸缩杆,伸缩杆的另一端安装有电机二,电机二的输出轴上安装有磨砂轮2,基座1的另一端侧壁上安装有胶封机4,胶封机4与磨砂轮2的中间区域侧壁上安装有颗粒喷射筒3,基座1的侧面设置有滑轨,滑轨与颗粒喷射筒3为滑动连接,颗粒喷射筒3的一侧设置有储存箱,储存箱内设置有上抽泵,基座1开设有若干孔洞,基座1底部安装有烘干机,胶封机4上安装有光检测仪。
52.运行系统包括有信息收集模块、机器运行模块和中枢站点模块,信息收集模块包括有触摸显示屏、木材毛刺监测单元和木材湿度监测单元,机器运行模块包括有磨砂轮运行单元、颗粒喷射筒运行单元和胶封机运行单元,中枢站点模块包括有中枢逻辑单元、紧急报警单元和物联网信息交互单元。
53.木材去毛刺的流程框架如下:
54.s1.木材分类:木材分为人造板和天然板,将木材信息输入进入信息收集模块中,信息收集模块根据所得木材信息得出木材初始水分和密度;
55.s2.根据木材的初始水分,初始水分区别于额定水分,初始水分表示木材根据产地及工厂师傅经验进行估算的水分,额定水分表示木材湿度监测单元实时监测到水分,将木材分为f1-f4四个能级,f1表明水分含量最少的木材,f4表明水分含量最多的木材;
56.s3.烘干机的烘干能级分为h1-h4四个能级,h1表明烘干力度最小,h4表明烘干力度最大,烘干机按照s2中的水分能级进行相应能级的烘干,保证的木材既能被烘干又能避免被损害可能;
57.s4.磨砂轮2上下移动,将木材侧面形变较大的异块切削掉,工人将异块收集起来,进行另类加工;
58.s5.视情况将磨砂轮2更换,磨砂轮2开始旋转,对木材侧面进行打磨,将侧壁上的毛刺去除掉;
59.s6.打磨完成,颗粒喷射筒3对木材表面喷射胶合剂,喷射一次胶合剂之后,胶封机4对木材表面进行反光检测;
60.s7.颗粒喷射筒3移动到没有喷射到的区域,再次喷射,将木材表面均涂抹有胶合剂;
61.s8.胶封机4对木材边缘进行胶封。
62.触摸显示屏用于工人将木材型号输入进去和对整个设备进行人为控制,控制范围包括强制启停与自动模式、人为模式切换,设备两侧安装有毛刺检测仪,木材毛刺监测单元利用毛刺检测仪将整块木材的毛刺位置探测出来,并将毛刺位置信息记录下来,木材湿度监测单元用于检测木材当前湿度,磨砂轮运行单元用于控制磨砂轮2的运行模式,颗粒喷射筒运行单元用于控制颗粒喷射筒3的位置移动,胶封机运行单元用于控制胶封机4的启停,中枢逻辑单元用于控制整个设备的运行顺序和运行计算,紧急报警单元用于在木材掉落时发出警报,避免设备空转,物联网信息交互单元用于将设备系统与厂区主系统连接。
63.物联网信息交互单元的运行流程如下:
64.厂区的仓库储存空间数据化,分为0-100%;
65.厂区分为原材厂区、成品厂区和木料厂区;
66.原材厂区由仓储部门管理进行规格填充,若是原材厂区的储存量低于36%,则设备不运行,避免客户急单,木材储量不足,若是原材厂区木材储存量定格在36%以下长达168小时,则设备恢复运行模式,避免木材堆积时间过长导致木材变质;
67.成品厂区的储存量达到84%则设备停止运行,避免成品厂区储存空间不足,耽误其它厂区的储存效率;
68.木料厂区中的木屑储存量扩增到92%及其以上则木料加工厂区加速消化木屑,如若废屑过多则出售;
69.所有加工厂区的设备运行均与其它厂区的储存情况联动。
70.木材切削的运行流程如下:
71.s21.伸缩杆为多功能杆,伸缩杆带动磨砂轮2进行上下移动,将异块去除,磨砂轮2的切割力度分为l1-l8八个等级,l1表示磨砂轮2的切割力度最小,l8表示磨砂轮2的切割力度最大;
72.s22.将木材的湿度情况传输给木材湿度监测单元,木材湿度监测单元将木材的湿度分为八个等级,w1-w8,w1表示木材中额定水分最少,w8表示木材中额定水分最多;
73.s23.木材湿度监测单元将所得到的水分等级输入磨砂轮运行单元,磨砂轮运行单元接受信号,自动选择相应的切割力度;
74.s24.上下切割完成,工人观察磨砂轮2磨损程度,若是磨损较小则继续使用,若是磨损较大则需进行更换;
75.s25.磨砂轮2对木材两边切割面进行打磨。
76.打磨具体流程如下:
77.s31.磨砂轮2的表面磨砂颗粒粗糙程度取决于磨砂轮2上的颗粒硬度与颗粒大小;
78.s32.磨砂颗粒的大小通过磨砂颗粒的顶点与磨砂轮2之间的距离显性观察,常规情况下,磨砂轮2分为0.136型号、0.414型号和0.852型号;
79.s33.根据硬度由工人进行更换,木材初始硬度由木材密度决定,木材密度与硬度的关系为:
80.初始密度为:p1=m1/v1;
81.式中,p1为木材在原材厂区中储存时的密度,m1为木材进行加工前称重的质量,v1为木材进原材厂区前测量的体积;
82.s34.根据木材硬度决定磨砂轮型号,此过程中在设备运行之前完成。
83.经过烘干机烘干之后的木材探测流程:
84.此时经过切割和烘干的木材质量和体积均发生变化;
85.烘干之后的密度为:p2=m2/v2;
86.式中,p2为木材烘干后的密度,m2为木材烘干后的质量,v2为木材切割烘干后的体积,通过此数据决定去毛刺时磨砂轮2的功率。
87.去毛刺流程如下:
88.磨砂轮2通过磨砂面与木材接触旋转将毛刺去除掉,磨砂轮2此时的磨砂力度根据此时的木材硬度进行调整;
89.磨砂轮2去毛刺过程中的功率分为b1-b3三个等级,b1功率最小,b3功率最大,由于
此时木材硬度较大,毛刺较脆,易于去除,常规状况下磨砂轮2采用b1档,若是木材毛刺加工一次没有去除干净,工人人为调控至b2档位或者b3档位。
90.胶封机4的运行流程:
91.胶封机4由工人手动操作,将胶封机4盖在木材上方,木材被运输带拖送时其边角会被再次涂抹上一层胶合剂并烘干。
92.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
93.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。