技术特征:
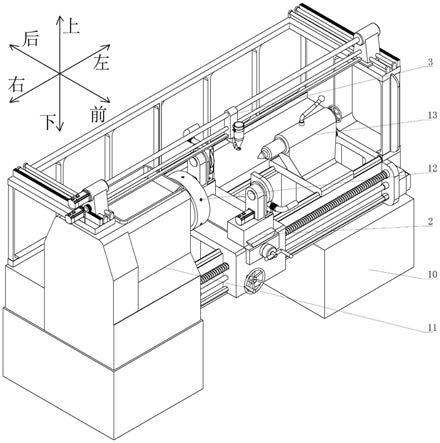
1.一种高压泵泵轴加工方法,由加工装置进行加工,包括:机座(10)、控制装置,所述机座(10)的上端的右部固定设置有旋转机构(11),所述旋转机构(11)下方的机座(10)上向左延伸设置有滑台,旋转机构(11)的旋转端同轴设置有卡爪(12),所述滑台上滑动设置有顶尖(13),其特征在于:加工装置,还包括:滑动设置于滑台上的磨削装置(2),包括:与滑台滑动连接的“π”字状横移基座(20),所述横移基座(20)的上端滑动设置有沿前后方向同时靠近或者远离的前滑座(211)、后滑座(212),所述前滑座(211)上端固定设置有与控制装置电气连接的前驱动电机(212),所述前驱动电机(212)的旋转轴上设置有前齿轮箱(213),所述前齿轮箱(213)的输出端设置有前护罩(214),所述前护罩(214)内旋转设置有与前齿轮箱(213)输出端同轴的前砂轮(215);所述后滑座(221)上端固定设置有与控制装置电气连接的后驱动电机(222),所述后驱动电机(222)的旋转轴上设置有后齿轮箱(223),所述后齿轮箱(223)的输出端设置有后护罩(224),所述后护罩(224)内旋转设置有与后齿轮箱(223)输出端同轴的后砂轮(225);机座(10)上还设置有补焊装置(3),包括:与机座(10)上端的左侧、右侧、后方固定连接的支撑座(30),所述支撑座(30)上端的左、右侧封闭设置有主动机构(31)、从动机构(32),所述主动机构(31)、从动机构(32)之间设置有丝杠(34)、连杆(35)、定位杆(36),所述丝杠(34)、连杆(35)、定位杆(36)上设置有补焊机构(33),丝杠(34)的一端同轴设置有与控制装置电气连接的上驱动电机(37),所述上驱动电机(37)用以控制补焊机构(33)沿左右方向移动,连杆(35)的一端同轴设置有与控制装置电气连接的下驱动电机(38),所述下驱动电机(38)用以控制补焊机构(33)沿前后方向移动,加工方法,包括:a、上料:控制装置或人为操作控制下驱动电机(38)运转,使补焊机构(33)向后移动,此时,滑台上方无阻挡物,将损坏的泵轴移至卡爪(12)处,并由卡爪(12)加紧、顶尖(13)顶紧;b、损伤磨削:控制装置或人为操作控制:旋转机构(11)运行,同时,前滑座(211)、后滑座(212)相互靠近,此时,前滑座(211)、后滑座(212)与损伤的泵轴外壁相接触,并进行磨削,直至泵轴外壁的损伤处磨削至标准要求;c、补焊:控制装置或人为操作控制:前滑座(211)、后滑座(212)相互远离,同时,旋转机构(11)停止运行,控制装置或人为操作控制上驱动电机(37)、下驱动电机(38)运行,使补焊机构(33)移动至损伤泵轴的损伤磨削处的边沿,控制装置或人为操作控制补焊机构(33)运行,此时,对损伤泵轴的损伤磨削处进行补焊,补焊高度大于磨削的深度;d、焊料磨削:
控制装置或人为操作控制:补焊机构(33)停止运行,同时,前滑座(211)、后滑座(212)相互靠近,对补焊的泵轴外壁进行磨削处理;e、下料:控制装置或人为操作控制:旋转机构(11)停止运行,同时,下驱动电机(38)运转,使补焊机构(33)向后移动,此时,滑台上方无阻挡物,将加工好的泵轴由卡爪(12)、顶尖(13)处移处。2.根据权利要求1所述的一种高压泵泵轴加工方法,其特征在于:所述前驱动电机(212)、后驱动电机(222)设置为同步电机;所述前齿轮箱(213)、后齿轮箱(223)的内部结构沿前后方向对称设置,用以使前砂轮(215)、后砂轮(225)以相反的方向旋转。3.根据权利要求2所述的一种高压泵泵轴加工方法,其特征在于:所述前护罩(214)封闭端的下部连通设置有前抽风管(216)。4.根据权利要求2所述的一种高压泵泵轴加工方法,其特征在于:所述后护罩(224)封闭端的上部连通设置有后抽风管(226)。5.根据权利要求1所述的一种高压泵泵轴加工方法,其特征在于:所述主动机构(31),包括:与机座(10)上端的左侧固定连接的左支撑板(310),所述左支撑板(310)上沿前后方向设置有左滑道(311),所述左滑道(311)设置有多条,其上滑动设置有左滑架(312)所述左滑架(312)左、右两侧之一的左支撑板(310)上沿前后方向设置有左齿条(313),所述左齿条(313)上啮合设置有与连杆(35)同轴的左齿轮(314)。6.根据权利要求5所述的一种高压泵泵轴加工方法,其特征在于:所述从动机构(32),包括:与机座(10)上端的右侧固定连接的右支撑板(320),所述右支撑板(320)上沿前后方向设置有右滑道(321),所述右滑道(321)设置有多条,其上滑动设置有右滑架(322)所述右滑架(322)左、右两侧之一的右支撑板(320)上沿前后方向设置有右齿条(323),所述右齿条(323)上啮合设置有与连杆(35)同轴的右齿轮(324)。7.根据权利要求6所述的一种高压泵泵轴加工方法,其特征在于:所述补焊机构(33),包括:与连杆(35)、左滑架(312)滑动连接,并且与丝杠(34)螺接的吊装座(330),所述吊装座(330)的下端设置有滑座(331),所述滑座(331)上滑动设置有激光焊枪(332),吊装座(330)的前端设置有挂箍(333),所述挂箍(333)内插设有料筒(334),所述料筒(334)的下端设置为锥状,并与激光焊枪(332)的上端固定连接,料筒(334)的锥状端连通设置有送料机构(335),所述送料机构(335)的出口位于激光焊枪(332)的正前方。8.根据权利要求7所述的一种高压泵泵轴加工方法,其特征在于:所述丝杠(34)、定位杆(36)左、右两端分别旋转插设于左滑架(312)、右滑架(322)内,所述上驱动电机(37)固定设置于左滑架(312)的左侧壁或者右滑架(322)的右侧壁上,并带动丝杠(34)旋转。9.根据权利要求8所述的一种高压泵泵轴加工方法,其特征在于:所述定位杆(36)设置为多棱柱状。
10.根据权利要求9所述的一种高压泵泵轴加工方法,其特征在于:所述步骤c、补焊,包括补焊机构(33)的移动方法:前后移动:控制装置或人为操作控制:下驱动电机(38)运转,此时,带动连杆(35)旋转,左齿轮(314)、右齿轮(324)与连杆(35)同轴旋转,左齿轮(314)、右齿轮(324)分别在左齿条(313)、右齿条(323)上啮合旋转滚动,带动左支撑板(310)、右支撑板(320)分别沿左滑道(311)、右滑道(321)所在的前后方向同步移动,从而,带着与丝杠(34)、连杆(35)、定位杆(36)滑动连接的补焊机构(33)沿前后方向移动;左右移动:控制装置或人为操作控制:上驱动电机(37)运转,此时,丝杠(34)旋转,与丝杠(34)相螺接的补焊机构(33)在定位杆(36)的限定下,沿左右方向移动;上下移动:人为操作松开挂箍(333),使料筒(334)上下移动,此时,与料筒(334)固定连接的激光焊枪(332)在滑座(331)的限定下,沿上下方向移动,移动至合适位置后,人为操作锁紧挂箍(333),使料筒(334)及激光焊枪(332)可靠固定。
技术总结
本发明涉及一种高压泵泵轴加工方法,由加工装置进行加工,包括:机座、旋转机构、卡爪、顶尖、控制装置;加工装置,还包括:用以对泵轴损伤处进行去除的磨削装置;用以对磨削后的泵轴外圆进行加工补焊装置;泵轴补焊后,再通过磨削装置对泵轴外圆进行处理,以此达到要求尺寸;磨削装置,包括:横移基座、前/后滑座、前/后驱动电机、前/后齿轮箱、前/后护罩、前/后砂轮、补焊装置,包括:支撑座、主动机构、从动机构、补焊机构、丝杠、连杆、定位杆、上驱动电机、下驱动电机。本发明的一种高压泵泵轴加工方法,对主轴深损伤进行处理,处理的过程简便、价格低、工期短。期短。期短。
技术研发人员:王刚 王海华 于连丽 王珍
受保护的技术使用者:荏原机械淄博有限公司
技术研发日:2021.06.18
技术公布日:2022/4/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。