1.本发明涉及铝合金生产技术领域,更具体的说是铝合金的表面处理方法及其处理后的铝合金工件。
背景技术:
2.铝合金板在长时间使用后,其表面会生产氧化层,或堆积污垢,需要对其表面的氧化层和污垢进行去除,但传统的设备对铝合金表面的氧化层进行浸泡和处理时,不能很好的将氧化层浸润浸透,导致不能彻底的将氧化层从铝合金的表面去除,过渡打磨和浸泡还会伤害铝合金表面,因此传统设备对铝合金表面氧化层的处理不够充分和理想。
技术实现要素:
3.为克服现有技术的不足,本发明提供铝合金的表面处理方法及其处理后的铝合金工件,其有益效果为本发明能够充分的将铝合金板表面的氧化层去除掉。
4.本发明解决其技术问题所采用的技术方案是:
5.铝合金的表面处理方法,包括以下步骤:
6.s1:利用高压水枪对铝合金板表面高压喷射液体,对铝合金板表面进行清洁处理,将铝合金制品表面的灰尘等异物打扫清洁干净;
7.s2:按份数重量取表面活性剂5-15%、氢氧化钠40-50%、无水碳酸钠10-20%、柠檬酸钠8-15%、硅酸钠5-8%和消泡剂1-2%,混合搅拌配制铝合金清洁剂;
8.s3:将清洁剂投入到处理装置中,将铝合金板也插入到处理装置中,进行浸表面处理,使污垢润湿、脱离,去除铝合金板表面的氧化物;
9.s4:取份数重量取磷酸三钠1-4份、苯甲酸钠10-20份、植橄胶2-6份、橡胶油25-40份、硅酸钠8-16份、聚乙二醇10-20份、甘油三酯5-12份以及去离子水30-50份,配制防锈液,将处理后的铝合金板浸泡在防锈液内后沥出;
10.s5:将铝合金板放置在50~60℃的烘干箱内烘干2~10min,结束处理。
11.所述s2中用于制备清洁剂的各成分在30~40℃下以80~85rpm/min的转速混合搅拌20~25min得到清洁剂混合溶液。
12.所述高压喷射的液体中,烷基苯磺酸钠的占比为15%~25%,剩余为水,喷射时间为15~20s。
13.所述处理装置包括侧边架、连接杆、弹性刚槽架、滑套和顶压件,两个侧边架之间固定连接两个连接杆,两个弹性刚槽架的两端分别转动连接一个滑套,四个滑套分别滑动连接在两个侧边架的两端,顶压件设置在两个侧边架上用于驱动103内的铝合金板弯曲形变。
14.该铝合金板经表面处理后其表面粗糙度为10-30μm。
附图说明
15.下面结合附图和具体实施方法对本发明做进一步详细的说明。
16.图1为铝合金表面处理方法的流程图;
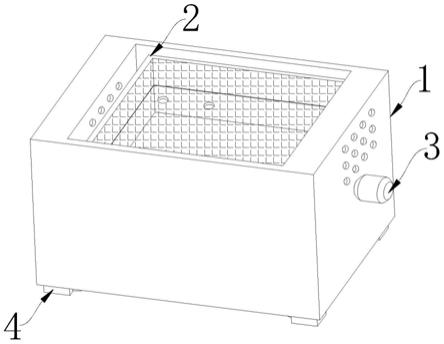
17.图2和图3为处理装置的结构示意图;
18.图4为侧边架和弹性刚槽架的结构示意图;
19.图5为压辊轴的结构示意图;
20.图6为压辊轴和顶柱的配合结构示意图;
21.图7为图6的部分结构示意图;
22.图8为喷水箱和刮刀的结构示意图;
23.图9为喷水箱的结构示意图;
24.图10为刮刀的结构示意图;
25.图11为橡胶轮的结构示意图。
具体实施方式
26.铝合金的表面处理方法,包括以下步骤:
27.s1:利用高压水枪对铝合金板表面高压喷射液体,对铝合金板表面进行清洁处理,将铝合金制品表面的灰尘等异物打扫清洁干净;
28.s2:按份数重量取表面活性剂11%、氢氧化钠45%、无水碳酸钠14%、柠檬酸钠11%、硅酸钠8%和消泡剂连接杆2%,混合搅拌配制铝合金清洁剂;
29.s3:将清洁剂投入到处理装置中,将铝合金板也插入到处理装置中,进行浸表面处理,使污垢润湿、脱离,去除铝合金板表面的氧化物;
30.s4:取份数重量取磷酸三钠3份、苯甲酸钠14份、植橄胶4份、橡胶油24份、硅酸钠13份、聚乙二醇13份、甘油三酯10份以及去离子水32份,配制防锈液,将处理后的铝合金板浸泡在防锈液内后沥出;
31.s5:将铝合金板放置在55℃的烘干箱内烘干10min,结束处理。
32.所述s2中用于制备清洁剂的各成分在33℃下以85rpm/min的转速混合搅拌25min得到清洁剂混合溶液。
33.所述高压喷射的液体中,烷基苯磺酸钠的占比为25%,剩余为水,喷射时间为20s。
34.该铝合金板经表面处理后其表面粗糙度为10-30μm。
35.所述处理装置包括侧边架101、连接杆102、弹性刚槽架103、滑套104和顶压件,两个侧边架101之间固定连接两个连接杆102,两个弹性刚槽架103的两端分别转动连接一个滑套104,四个滑套104分别滑动连接在两个侧边架101的两端,顶压件设置在两个侧边架101上用于驱动103内的铝合金板弯曲形变。
36.如图2至4所示:
37.两个相对设置的弹性刚槽架103用于放置铝合金板,将铝合金板插入到两个弹性刚槽架103之间,两个侧边架101用于对两个弹性刚槽架103进行支撑,由于两个弹性刚槽架103的材质为弹性刚,因此在顶压件的驱动下能够发生形变而弯曲,两个弹性刚槽架103弯曲时,四个滑套104分别在两个侧边架101上滑动;
38.当两个弹性刚槽架103发生弯曲时,能够带动铝合金板发生弯曲,当铝合金板被向
上顶起时,铝合金板被顶起的部分向上凸起,使得凸起部分的氧化层会断裂开,使得氧化层之间会产生空隙,氧化层的断裂使得铝合金清洁剂能够更充分的进入到氧化层上的空隙内,与氧化层内部充分接触,使得铝合金清洁剂能够充分的浸入到铝合金板表面上的氧化成内,将污垢和氧化层浸润,进而便于彻底的将氧化层去除,避免了清洁剂只与铝合金表面接触无法与更深层次的氧化层接触,使得浸透不充分,无法彻底的将氧化层清理掉的现象。
39.如图5所示:
40.所述顶压件包括压辊轴201和辊轴架202,压辊轴201的两端分别转动连接一个辊轴架202,两个辊轴架202分别竖向插在两个侧边架101的中部,辊轴架202与侧边架101之间设有液压缸ⅰ,压辊轴201与弹性刚槽架103顶面贴合;
41.压辊轴201与插入到两个弹性刚槽架103内的铝合金板的顶面接触,当铝合金的左右两端在顶压件的带动下被向上顶起时,由于压辊轴201的压制使得位于压辊轴201下端的铝合金板不会被向上带起,从而使得铝合金板在顶压件的带动下呈现为m型,左侧向上凸起的铝合金板上的氧化层断裂开并与清洁剂充分接触,表面的污垢和氧化物被充分浸润,然后铝合金板继续向右移动时,被浸润部分的铝合金向右移动至压辊轴201的下端,位于压辊轴201下端的铝合金板在压辊轴201的压制下呈现为向下凹的形状,在压辊轴201的作用下使得向下凹的铝合金板表面断裂的氧化层复原后并发生相互挤压,使得进入到氧化层缝隙内的清洁剂在挤压力下能够更充分的与氧化层进行接触,将氧化层浸透,更好的促进了氧化层与清洁剂的接触,便于后续将氧化层彻底去除掉,该种方法还不会损坏铝合金板。
42.进一步的,由于压辊轴201压制在铝合金表面,在压辊轴201的压制下,进一步的促进了清洁剂与氧化层之间的充分接触;
43.压辊轴201上设有多个环形凸棱,在表面氧化层被充分浸透后,多个环形凸棱能够在氧化层上压制出多条棱槽,使得后续能够更方便的将氧化层刮除掉。
44.如图6所示:
45.所述顶压件还包括门型架203、弧形架204和顶柱205,门型架203插在两个辊轴架202上,门型架203和辊轴架202之间设有液压缸ⅱ,门型架203的下端可拆卸连接两个弧形架204,两个弧形架204的两端分别固定连接一个顶柱205,顶柱205与弹性刚槽架103的底面贴合;四个顶柱205皆位于四个滑套104之间;
46.当液压缸ⅱ启动带动门型架203向上移动,门型架203带动四个顶柱205向上移动,四个顶柱205分别顶压两个连接杆102的两端,使得两个连接杆102的两端同时向上弯曲,进而带动铝合金板的两端向上弯曲发生形变,由于四个顶柱205皆位于四个滑套104之间,因此两个连接杆102两端的末端在四个滑套104的限制下不会向上转动,因此在顶柱205与压辊轴201的配合下将铝合金板压制形成m型;
47.铝合金板位于压辊轴201右侧向上凸起的部分,浸透后的氧化层再次断裂开,进而便于将凸起的氧化层从根部直接刮除掉,清理彻底。
48.如图8至9所示:
49.所述处理装置还包括支撑架302、横滑槽303和喷水箱304,前后两个侧边架101上皆对称设有两个横滑槽303,两个支撑架ⅰ302分别滑动连接在左侧的两个横滑槽303内,两个支撑架ⅰ302之间固定有喷水箱304,喷水箱304的上端设有进水管,喷水箱304的两端分别固定连接并连通一个侧水箱305,喷水箱304和侧水箱305的底面皆设有多个喷嘴;
50.喷水箱304位于铝合金左侧的凸起部分的上端,将配制好的铝合金清洁剂通过泵注入到喷水箱304上的进水管内,清洁剂灌满喷水箱304和两个侧水箱305从多个弧形架204上的喷嘴喷射在铝合金表面的氧化层上,两个侧水箱305增加了清洁剂与氧化层接触的面积;
51.由于压辊轴201下端的铝合金呈现为凹型,因此会有部分的清洁剂贮存在铝合金凹陷的部位,进而能够对压辊轴201下端的铝合金进行充分浸泡,增加了氧化层与清洁剂接触的时长,使得浸泡更充分。
52.如图8至10所示:
53.所述处理装置还包括刀架306、刮刀307、支撑架ⅱ309和抛光辊308,两个支撑架ⅱ309分别滑动连接在右侧的两个横滑槽303内,两个支撑架ⅱ309之间固定有刀架306和抛光辊308,刮刀307安装在刀架306上且位于抛光辊308的左侧;刮刀307位于铝合金板右侧凸起部位的上端;
54.铝合金板在向右移动进给的过程中,先经过左侧的清洁剂的喷涂,然后再经过压辊轴201的下端进行浸泡和压制,移动至刮刀307的下端,刮刀307对向上凸起的铝合金上的氧化层从根部进行刮除,由于氧化层被压辊轴201上的凸棱压制出棱槽,使得刮刀307能够更容易的将氧化层刮除掉,然后抛光辊308对刮除掉氧化层的铝合金表面进行打磨光整处理。
55.进一步的:
56.其中一个侧边架101上转动连接有双向螺杆301,位于前端的支撑架ⅰ302和支撑架ⅱ309分别螺纹连接在双向螺杆301的两端,转动双向螺杆301带动支撑架ⅰ302和支撑架ⅱ309之间间距改变,进而使得铝合金在与清洁剂接触到刮除氧化层之间的时间间隔发生变化,对于氧化层较厚的铝合金板来说,调节支撑架ⅰ302和支撑架ⅱ309之间间距变大,使得氧化层与清洁剂接触时间变长,从而便于将较厚的氧化层浸透进而进行刮除,反之对薄层的氧化层可以使支撑架ⅰ302和支撑架ⅱ309之间间距变小,提高处理效率;
57.由于门型架203的下端可拆卸连接两个弧形架204,因此可以更换与支撑架ⅰ302和支撑架ⅱ309间距匹配的跨度的弧形架204,进而使得间距改变后的喷水箱304和刮刀307依旧能与铝合金凸起部位相对应。
58.如图11所示:
59.所述处理装置还包括轮轴105和橡胶轮106,两个侧边架101的右端转动连接有轮轴105,橡胶轮106固定连接在轮轴105上,橡胶轮106与插入到两个弹性刚槽架103之间的铝合金板的表面贴合;逆时针转动轮轴105带动橡胶轮106转动,橡胶轮106带动铝合金板向右输送,从而实现铝合金板在两个弹性刚槽架103之间的进给,从而实现对铝合金板表面氧化层的浸泡、刮除、打磨程序的衔接和过渡,也实现对较长的铝合金板的不同部位的表面进行处理。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。