1.本发明涉及发泡模具技术领域,尤其涉及一种聚氨酯负压发泡模具及其成型方法。
背景技术:
2.聚氨酯时一种常见的高分子材料,其具有质量轻、强度高等特点,因此被广泛应用于汽车内外装饰材料、家具装潢材料等领域。其中,聚氨酯在用于汽车内外装饰材料时,由于通常其结构为异型结构,其所用模具结构也较为复杂,一般都是通过向模具内注入液态原料并冷却定型得到聚氨酯成品。
3.聚氨酯材料的软内饰零件的生产过程中,传统方式都是采用发泡注料正压型腔的方式,采用这种方式成型的聚氨酯材料在型腔的流动过程中会受到空气阻力影响,从而影响流动性能,导致聚氨酯用量增加造成浪费,而且产品表面品质较差,影响后期处理成本。而在成型过程中,模具的气密性很难保证,如果产生漏气情况,会导致聚氨酯产品的质量大幅降低,同时,由于成型后模具温度较高,冷却时间较长,普通冷却方式很难满足生产效率的需求。
4.因此,结合上述存在的技术问题,有必要提供一种新的技术方案。
技术实现要素:
5.本发明的目的是提供一种能够减少聚氨酯浪费、模具气密性和冷却效果更好的聚氨酯负压发泡模具及其成型方法。
6.为解决上述技术问题,本发明提供了一种聚氨酯负压发泡模具及其成型方法,具体技术方案如下所述:一种聚氨酯负压发泡模具,包括上模座和下模座,所述上模座的下方安装有上模,下模座的上方安装有下模,上模座和下模座连接固定并使上模和下模密封连接形成模具型腔,所述上模上安装有使模具型腔与外部单向连通的抽真空气管,所述上模和下模的连接面上分别开设有上模抽气槽和下模抽气槽,所述下模抽气槽的外围还设有密封槽,所述上模抽气槽、下模抽气槽和密封槽均呈与沿模具型腔外缘形状相适配的闭环。
7.优选的是,所述密封槽中设有将模具型腔密封的呈环形的橡胶条,所述上模抽气槽和下模抽气槽的位置相适配并配合形成真空抽气槽,所述抽真空气管通过真空抽气槽与模具型腔相连。
8.优选的是,所述上模的上表面和下模的下表面上设有导热管,所述导热管与模具型腔的位置相对应且分别与上模和下模贴合。
9.优选的是,所述上模上方设有注料机构,所述注料机构使模具型腔与外部单向连通。
10.优选的是,所述抽真空气管和上模之间设有抽气管安装座,所述抽气管安装座中设有单向阀使抽真空气管与上模单向连通。
11.优选的是,所述下模的上表面还开设有排气槽,所述排气槽位于下模抽气槽内侧且沿模具型腔形成闭环。
12.优选的是,所述上模抽气槽内侧呈台阶状形成向下突出的台阶部,所述台阶部与下模的上表面之间形成溢料槽以容纳成型废料边。
13.一种聚氨酯负压发泡模具的成型方法,包括如下步骤:a)通过抽真空气管对模具型腔进行抽真空使模具型腔内保持负压;b)聚氨酯原料通过注料机构注入模具型腔内进行发泡成型;c)发泡完成后再次通过抽真空气管对模具型腔进行抽真空。
14.优选的是,所述步骤a中,使模具型腔内保持负压的抽真空操作时间为5min。
15.优选的是,所述步骤c中,发泡完成后的抽真空操作时间为15min。
16.本发明的一种聚氨酯负压发泡模具及其成型方法,具有如下有益效果:本发明的聚氨酯负压发泡模具及其成型方法,通过对聚氨酯采用负压发泡成型,配合环绕模具型腔的抽气槽和密封橡胶条,在成型时聚氨酯分布更均匀,也不会受空气阻力影响流动性能,很大程度上节约发泡用量,并且配合良好的胶条密封和与模具表面贴合的散热条,对聚氨酯产品的表面品质也有很大的提高,溢料槽和排气槽的组合也能够隔离废料边,使产品更容易去除废料边,尺寸更精确;本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
17.为了更清楚地说明本发明的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
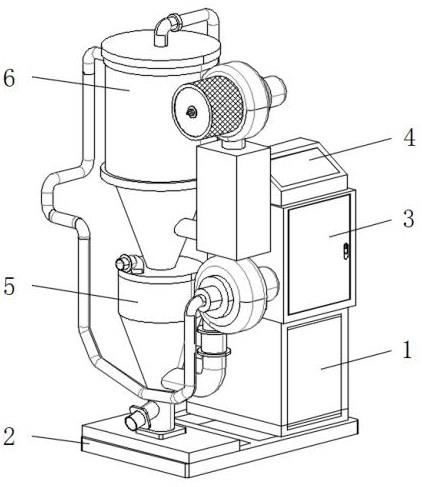
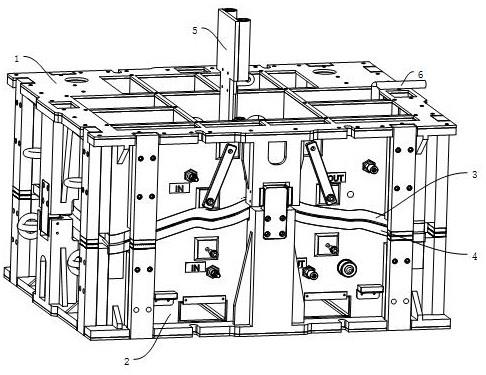
18.图1 为一种聚氨酯负压发泡模具的结构示意图;图2 为图1中上模和下模的配合示意图;图3 为图1聚氨酯负压发泡模具的主视图;图4 为图3中a-a处截面示意图;图5 为图4中b处放大示意图。
19.其中,1-上模座;2-下模座;3-上模;31-上模抽气槽;32-溢料槽;4-下模;41-下模抽气槽;42-密封槽;43-排气槽;5-注料机构;6-抽真空气管;61-抽气管安装座;7-导热管;8-橡胶条。
具体实施方式
20.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
实施例
21.请参阅图1至图5,一种聚氨酯负压发泡模具,包括上模座1和下模座2,上模座1的下方安装有上模3,下模座2的上方安装有下模4,上模座1和下模座2连接固定并使上模3和下模4密封连接形成模具型腔,上模3上安装有使模具型腔与外部单向连通的抽真空气管6,上模3和下模4的连接面上分别开设有上模抽气槽31和下模抽气槽41,下模抽气槽41的外围还设有密封槽42,上模抽气槽31、下模抽气槽41和密封槽42均呈与沿模具型腔外缘形状相适配的闭环。
22.密封槽42中设有将模具型腔密封的呈环形的橡胶条8,上模抽气槽31和下模抽气槽42的位置相适配并配合形成真空抽气槽,抽真空气管6通过真空抽气槽与模具型腔相连。
23.上模3的上表面和下模4的下表面上设有导热管7,导热管7与模具型腔的位置相对应且分别与上模3和下模4贴合。上模座1和下模座2由若干板状支撑件组装而成,上模3和下模4与产品形状相适配,板状支撑件与上模3或下模4连接固定且留有避让导热管7凹槽,各板状支撑件之间留有空间以形成热交换通道以提高散热效率同时节省模具耗材以降低成本。
24.上模3上方设有注料机构5,注料机构5使模具型腔与外部单向连通。
25.抽真空气管6和上模3之间设有抽气管安装座61,抽气管安装座61中设有单向阀使抽真空气管6与上模3单向连通。
26.下模4的上表面还开设有排气槽43,排气槽43位于下模抽气槽41内侧且沿模具型腔形成闭环。
27.上模抽气槽31内侧呈台阶状形成向下突出的台阶部,台阶部与下模4的上表面之间形成溢料槽32以容纳成型废料边。
28.一种聚氨酯负压发泡模具的成型方法,包括如下步骤:a通过抽真空气管对模具型腔进行抽真空使模具型腔内保持负压;b聚氨酯原料通过注料机构注入模具型腔内进行发泡成型;c发泡完成后再次通过抽真空气管对模具型腔进行抽真空。
29.步骤a中,使模具型腔内保持负压的抽真空操作时间为5min。
30.步骤c中,发泡完成后的抽真空操作时间为15min。
31.本实施例的聚氨酯负压发泡模具,其工作原理在于:在进行聚氨酯成型时,首先通过抽真空气管6对抽真空气槽进行抽气以对由橡胶条8密封的模具型腔进行抽真空处理,使模具型腔内保持负压状态,此时通过注料机构5向模具型腔内注入聚氨酯原料,聚氨酯原料在负压条件下不会受到空气阻力影响,其向四周环绕模具型腔的抽真空气槽方向运动,从而达到均匀分布在模具型腔中之目的,其流动性能不会受到影响,因而所得聚氨酯产品的表面质量更佳,而在发泡结束后继续对模具型腔进行抽真空,有助于聚氨酯定型,进一步提高产品品质。
32.本发明的有益效果是:通过对聚氨酯采用负压发泡成型,配合环绕模具型腔的抽气槽和密封橡胶条,在成型时聚氨酯分布更均匀,也不会受空气阻力影响流动性能,很大程度上节约发泡用量,并且配合良好的胶条密封和与模具表面贴合的散热条,对聚氨酯产品的表面品质也有很大的提高,溢料槽和排气槽的组合也能够隔离废料边,使产品更容易去除废料边,尺寸更精确。
33.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改和变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。