1.本发明涉及一种成型设备,尤其涉及一种小型轿车装备制造用热固性塑料外壳成型设备。
背景技术:
2.人们在制作小轿车外壳的热固性塑料时,一般通过将模具放置在工作台上,通过将树脂和增强材料在模具进行复合,并通过人工手动的方式在模具中加入偶联剂,并对热固性塑料进行冲压,如此对热固性塑料制作的速度较慢。
3.因此,需要设计一种可以自动对热固性塑料进行按压,并对按压完成的热固性塑料进行传送的小型轿车装备制造用热固性塑料外壳成型设备。
技术实现要素:
4.为了克服人工手动对热固性塑料进行按压,使得热固性塑料制作的速度较慢的缺点,要解决的技术问题:提供一种可以自动对热固性塑料进行按压,并对按压完成的热固性塑料进行传送的小型轿车装备制造用热固性塑料外壳成型设备。
5.技术方案是:一种小型轿车装备制造用热固性塑料外壳成型设备,包括有:底板,底板的数量为一个;第一固定柱,第一固定柱设置在底板上部一侧;滑套,滑套滑动式设置在第一固定柱上;异形导轨,异形导轨滑动式设置在滑套上;冲压板,冲压板设置在异形导轨下部;传送机构,传送机构设置在底板上部;夹紧机构,夹紧机构设置在传送机构上。
6.进一步,传送机构包括有:电机,电机设置在底板上部靠近第一固定柱的一侧;缺齿轮,缺齿轮设置在电机的输出轴上;第二固定柱,第二固定柱设置在底板上部靠近第一固定柱的一侧;第一转轴,第一转轴转动式设置在第二固定柱上;直齿轮,直齿轮设置在第一转轴上,直齿轮与缺齿轮啮合;托板,托板设置在底板上部中间;第二转轴,第二转轴转动式设置在托板与底板之间;锥齿轮组,锥齿轮组设置在第一转轴与第二转轴之间;第一固定板,第一固定板设置在第二转轴上,第一固定板均与托板滑动式连接;第二固定板,第二固定板滑动式设置在第一固定板上;第一直线弹簧,第一直线弹簧设置在第一固定板与第二固定板之间。
7.进一步,夹紧机构包括有:第一楔形块,第一楔形块设置在底板上部;第三固定板,第三固定板均设置在第二固定板上;第二楔形块,第二楔形块设置在夹板上,第二楔形块与第一楔形块接触配合;夹板,夹板设置在连杆上;连杆,连杆滑动式设置在第二固定板与第三固定板之间;第二直线弹簧,第二直线弹簧均设置在连杆与第三固定板之间,连杆与第二固定板之间也均连接有第二直线弹簧。
8.进一步,还包括有冲压机构,冲压机构包括有:第三固定柱,第三固定柱设置在底板上部,第三固定柱的数量为两个;第三转轴,第三转轴转动式设置在第三固定柱之间;第一皮带,第一皮带设置在第三转轴与电机的输出轴之间;第四转轴,第四转轴转动式设置在第一固定柱上;第二皮带,第二皮带设置在第四转轴与第三转轴之间;转杆,转杆设置在第
四转轴上,转杆与异形导轨滑动式连接。
9.进一步,还包括有抖动机构,抖动机构包括有:第四固定柱,第四固定柱设置在底板上部;第一凸块,第一凸块设置在第四固定柱之间;第二凸块,第二凸块设置在第二固定板下部,第一凸块与第二凸块接触配合。
10.进一步,还包括有冷凝机构,冷凝机构包括有:第四固定板,第四固定板设置在底板上部;冷风机,冷风机设置在第四固定板上;按钮,按钮滑动式设置在冷风机顶部;第三直线弹簧,第三直线弹簧设置在按钮与冷风机之间;排风管,排风管设置在第四固定板上,排风管与冷风机连通;第三楔形块,第三楔形块设置在连杆上。
11.进一步,还包括有下料机构,下料机构包括有:第五固定柱,第五固定柱设置在底板上部右侧;储料筒,储料筒设置在第五固定柱上;固定环,固定环设置在储料筒外侧;第六固定柱,第六固定柱设置在第五固定柱上;挡板,挡板滑动式设置在第六固定柱上;第四直线弹簧,第四直线弹簧设置在挡板与第六固定柱之间;把手,把手设置在挡板上部。
12.进一步,第四直线弹簧为压缩弹簧。
13.有益效果为:1、本发明达到了可以自动对热固性塑料进行按压,并对按压完成的热固性塑料进行传送的效果;2、本发明通过将模具放置在第二固定板上,通过第二转轴带动其上部件进行间歇性转动,从而可以实现对模具进行传送的效果;3、本发明通过第四转轴转动,并通过异形导轨带动冲压板进行上下移动,从而可以实现对热固性塑料进行自动冲压的效果。
附图说明
14.图1为本发明的立体结构示意图。
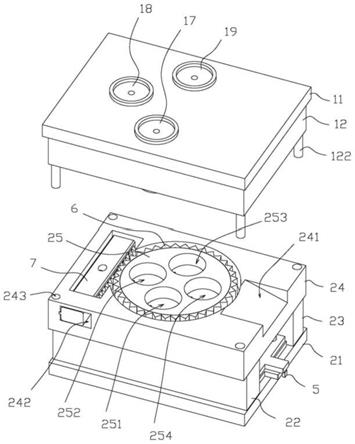
15.图2为本发明的传送机构立体结构示意图。
16.图3为本发明的夹紧机构立体结构示意图。
17.图4为本发明的冲压机构立体结构示意图。
18.图5为本发明的抖动机构立体结构示意图。
19.图6为本发明的冷凝机构第一部分机构立体结构示意图。
20.图7为本发明的冷凝机构第二部分立体结构示意图。
21.图8为本发明的下料机构立体结构示意图。
22.图中零部件名称及序号:1_底板,2_第一固定柱,3_滑套,4_异形导轨,5_冲压板,6_传送机构,61_电机,62_缺齿轮,63_第二固定柱,64_直齿轮,65_第一转轴,66_锥齿轮组,67_第二转轴,68_托板,69_第一固定板,610_第二固定板,611_第一直线弹簧,7_夹紧机构,71_第一楔形块,72_第三固定板,73_第二楔形块,74_夹板,75_连杆,76_第二直线弹簧,8_冲压机构,81_第三固定柱,82_第一皮带,83_第三转轴,84_第四转轴,85_第二皮带,86_转杆,9_抖动机构,91_第四固定柱,92_第一凸块,93_第二凸块,10_冷凝机构,101_第四固定板,102_冷风机,103_按钮,104_第三直线弹簧,105_排风管,106_第三楔形块,11_下料机构,111_第五固定柱,112_储料筒,113_固定环,114_第六固定柱,115_挡板,116_第四直线弹簧,117_把手。
具体实施方式
23.下面结合附图对本发明的技术方案作进一步说明。
24.实施例1一种小型轿车装备制造用热固性塑料外壳成型设备,如图1所示,包括有底板1、第一固定柱2、滑套3、异形导轨4、冲压板5、传送机构6和夹紧机构7,底板1上部左侧设有第一固定柱2,第一固定柱2上滑动式设有滑套3,滑套3上滑动式设有异形导轨4,异形导轨4下部设有冲压板5,底板1上部设有传送机构6,传送机构6上设有夹紧机构7。
25.当使用者需要对热固性塑料外壳进行制作时,可以使用本设备,首先将模具放在传送机构6中,并通过夹紧机构7对模具进行固定,使用者可以将液态热固性塑料倒在模具中,模具中的液态热固性塑料稍作冷凝后,随后通过传送机构6将模具移动至冲压板5下方,随后使用者可以将冲压板5向下移动,从而可以对模具中的液态热固性塑料冲压成型,然后使用者取下热固性塑料成型后的模具即可。
26.实施例2在实施例1的基础之上,如图2-3所示,传送机构6包括有电机61、缺齿轮62、第二固定柱63、直齿轮64、第一转轴65、锥齿轮组66、第二转轴67、托板68、第一固定板69、第二固定板610和第一直线弹簧611,底板1上部左侧设有电机61,电机61的输出轴上设有缺齿轮62,底板1上部左侧设有第二固定柱63,第二固定柱63上设有第一转轴65,第一转轴65上设有直齿轮64,直齿轮64与缺齿轮62啮合,底板1上部中间设有托板68,托板68与底板1之间转动式连接有第二转轴67,第一转轴65与第二转轴67之间连接有锥齿轮组66,第二转轴67上设有四个第一固定板69,第一固定板69均与托板68滑动式连接,第一固定板69上滑动式设有第二固定板610,第一固定板69与第二固定板610之间连接有第一直线弹簧611。
27.使用者可以将模具放置在第二固定板610上,此时第一直线弹簧611被压缩,第一直线弹簧611可以对模具起到一定的缓冲作用,随后使用者可以通过夹紧机构7对模具进行夹紧,启动电机61,通过缺齿轮62与直齿轮64啮合,使得第一转轴65转动,通过锥齿轮组66带动第二转轴67和其上部件进行转动,由于缺齿轮62转动一圈,直齿轮64和第一转轴65转动四分之一圈,进而使得第二转轴67和第一固定板69及其上部件转动四分之一圈,从而可以将盛有液态热固性塑料的模具转动至冲压板5的正下方,当缺齿轮62不与直齿轮64啮合时,此时第二转轴67不再转动,冲压板5对模具中的液态热固性塑料进行冲压,当使用者将模具从第一固定板69上方取出时,第一直线弹簧611复位,当使用者不需要对热固性塑料外壳进行制作时,关闭电机61。
28.夹紧机构7包括有第一楔形块71、第三固定板72、第二楔形块73、夹板74、连杆75和第二直线弹簧76,底板1上部前侧设有第一楔形块71,第二固定板610上均设有第三固定板72,第二固定板610与第三固定板72之间滑动式设有连杆75,连杆75上设有夹板74,夹板74上设有第二楔形块73,第二楔形块73与第一楔形块71接触配合,连杆75与第三固定板72之间均连接有第二直线弹簧76,连杆75与第二固定板610之间也均连接有第二直线弹簧76。
29.当第二楔形块73移动至与第一楔形块71接触时,通过第一楔形块71将第二楔形块73、夹板74和连杆75向上顶起,使用者可以将模具放置在连杆75和第二固定板610之间的位置,此时第二直线弹簧76被拉伸,当第二楔形块73不与第一楔形块71接触时,此时在第二直线弹簧76的复位作用下,连杆75向下移动对模具进行夹紧,当模具中的液态热固性塑料制
作成型后,使用者可以将模具取下,此时第二直线弹簧76完全复位。
30.实施例3在实施例2的基础之上,如图4-8所示,还包括有冲压机构8,冲压机构8包括有第三固定柱81、第一皮带82、第三转轴83、第四转轴84、第二皮带85和转杆86,底板1上部左前侧设有两个第三固定柱81,第三固定柱81之间转动式设有第三转轴83,第三转轴83与电机61的输出轴之间通过皮带轮连接有第一皮带82,第一固定柱2上转动式设有第四转轴84,第四转轴84与第三转轴83之间通过皮带轮连接有第二皮带85,第四转轴84上设有转杆86,转杆86与异形导轨4滑动式连接。
31.电机61转动通过第一皮带82带动第三转轴83转动,通过第二皮带85带动第四转轴84和转杆86转动,由于转杆86可以在异形导轨4中进行横向移动,进而在第一固定柱2的竖向导向作用下,转杆86转动可以带动异形导轨4和冲压板5进行上下移动,如此无需人工手动对冲压板5进行移动按压。
32.还包括有抖动机构9,抖动机构9包括有第四固定柱91、第一凸块92和第二凸块93,底板1上部后侧设有两个第四固定柱91,第四固定柱91之间连接有第一凸块92,四个第二固定板610的下部均设有第二凸块93,第一凸块92与第二凸块93接触配合。
33.第二固定板610带动第二凸块93移动至与第一凸块92接触时,第一凸块92与第二固定板610不断抖动,如此可以使得液态热固性塑料在模具中更加均匀。
34.还包括有冷凝机构10,冷凝机构10包括有第四固定板101、冷风机102、按钮103、第三直线弹簧104、排风管105和第三楔形块106,底板1上部左前侧设有第四固定板101,第四固定板101上设有冷风机102,冷风机102顶部滑动式设有按钮103,按钮103与冷风机102之间连接有第三直线弹簧104,第四固定板101上设有排风管105,排风管105与冷风机102连通,连杆75上设有第三楔形块106。
35.连杆75带动第三楔形块106移动至与按钮103接触时,第三楔形块106将按钮103向下按压,第三直线弹簧104被压缩,此时冷风机102启动,冷风机102中的冷风通过排风管105吹至模具中,加速模具中的液态热固性塑料冷凝,当第三楔形块106不与按钮103接触时,在第三直线弹簧104的复位作用下,按钮103向上移动复位,冷风机102关闭。
36.还包括有下料机构11,下料机构11包括有第五固定柱111、储料筒112、固定环113、第六固定柱114、挡板115、第四直线弹簧116和把手117,底板1上部右侧设有第五固定柱111,第五固定柱111上设有储料筒112,储料筒112外侧设有固定环113,第五固定柱111上设有第六固定柱114,第六固定柱114上滑动式设有挡板115,挡板115与第六固定柱114之间连接有第四直线弹簧116,挡板115上部设有把手117。
37.使用者可以在储料筒112中放置偶联剂,当模具转动至靠近储料筒112下方的位置时,使用者可以通过把手117将挡板115向上移动,随后挡板115不再堵住储料筒112的开口,从而储料筒112中的偶联剂可以流动至模具中,增强热固性塑料的性能,此时第四直线弹簧116被压缩,当不需要对偶联剂继续下料时,不再对把手117施加力,在第四直线弹簧116的复位作用下,挡板115向下移动,并堵住储料筒112的开口。
38.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。