1.本发明涉及一种自动化食品/饲料块输送加工线/系统,包括:至少一个研磨机、至少两个混合器和至少一个分配/模制设备,并且该线/系统特别适用于主要由诸如禽肉、鸡肉、猪肉、牛肉、肉类替代品、素食肉类替代品、鱼或宠物食品等的高粘性蛋白质食物/饲料(feed)组成的物块。本发明进一步涉及一种操作该加工线的方法。
背景技术:
2.根据现有技术的食品模制加工线经常存在的问题是,它们是高劳动密集型的并且/或者不能保持恒定的冰结晶水平。
技术实现要素:
3.因此,本发明的目的是减少搬运,减少由于运输车众多而出错的机会,减少材料损失,提高产品质量,改善卫生并降低能源消耗。
4.本发明的另一个目的是提高物块输送系统的容量,以便能够提供不存在等待时间并且物块充足的分配/模制设备,使其可以连续运行并向更下游的生产商供应连续的产品流,因此将应用至少两个混合器,并且多个混合器中的至少一个将用作缓冲器,从而延长系统内混合物块的出料时间。
5.本发明的另一个目的是进一步能够保持冰结晶的水平并且能够控制和保持食物块的温度以获得一致的(重量、温度和组成)混合食物块并因此获得一致的分配/模制的食品/饲料产品。
6.该目的通过一种食品处理加工线来实现,食品处理加工线包括:至少一个研磨机,用于研磨或预研磨食物以形成食物块;至少两个混合器,用于混合已研磨或预研磨的食物块,或者至少两个混合-研磨机,用于进一步混合和研磨已研磨或预研磨的食物块;以及至少一个分配/模制设备,用于分配和/或模制独立的食品/饲料产品,其中研磨机、混合器和分配/模制设备分别由输送机连接。
7.就本发明的该主题所做的公开也适用于其他主题,反之亦然。
8.本发明涉及一种食品处理加工线。在该加工线中,食物块被研磨、混合然后成形。产品可以进一步被上浆/包覆、油炸、烹调、冷藏和/或包装。待加工的食物块可以是冷冻和/或不冷冻的。食物块优选地包括高粘性蛋白质食物/饲料,例如禽肉、鸡肉、猪肉、牛肉、肉类替代品、素食肉类替代品、鱼或宠物食品。
9.本发明的加工线优选地包括至少一个研磨机,在研磨机中研磨一种或多种不同类型的食物块。然后,该已研磨的物块被输送至,优选地被自动地输送至至少两个混合器,在混合器中将研磨材料混合,优选地与诸如液体、香料和/或固体物质的附加物质混合。可选地,在该至少一个研磨机的下游,存在至少两个混合-研磨机,它们除了执行上述的混合之外还执行进一步的研磨。随后,至少一个分配/模制设备设置在加工线中以从食物块中分配和/或模制独立的食物/饲料产品。分配/模制设备优选地连续或半连续地操作。部件之间的
研磨机太空的情况下排出食物块和/或在混合器/混合-研磨机快满了的情况下减少/停止食物块的排出。称重装置的信号也可以用作计算程序的输入,以预先计算需要从研磨机中排出的食物块。
21.优选地,料斗设置在分配/模制设备的上游。在该料斗中可以储存一定量的待分配和/或模制的食物块。料斗优选地包括测量/检测装置以测量料斗的填充程度。
22.料斗的填充优选不是连续的过程,而是分步填充的过程。如果测量/检测装置确定需要填充分配/模制设备的料斗,则本发明的加工线的控制系统将请求来自混合器8的新食物块,优选地来自在特定时刻作为缓冲器的混合器的新食物块。
23.送入初始研磨机的食物块优选地以运输车提供。优选地在研磨机的上游设置运输车扫描仪。该运输车扫描仪扫描来自电子存储装置的信息,例如关于食物块的量、其组分和/或其来源的信息。在过程的后期,优选地不再使用运输车。
24.问题也通过本发明的食品生产加工线生产分配和/或模制食品的方法而得到解决,其中研磨的或预研磨的食品块在混合器中得到缓冲。
25.关于本发明的该主题所作的公开也适用于其他主题,反之亦然。
26.优选地,混合器中食物块的温度是受控的。优选地,在混合器中混合食物块的马达的扭矩是受控的。
27.优选地,加工线包括输送装置,其中输送装置在每次输送食品之后被清空。输送装置上/输送装置中不储存食品。每次输送装置已经将食物块例如从混合器或混合-研磨机输送到料斗时,输送装置被完全排空。优选地,在所有食物块已经被排出之后停止输送装置。
28.优选地,加工线包括位于分配/模制设备上游的料斗,并且料斗包括水平传感器,其中水平传感器的信号用于控制食物块从混合器或混合-研磨机的排出。如果该传感器感测到料斗接近期望的高位,则停止从混合器中排出混合物块,并将输送机清空到料斗中。
29.根据优选实施例,一个混合器的填充程度触发研磨机的操作。
30.优选地,在分配/模制设备的下游,涂覆设备、油炸设备、烹饪设备、冷冻设备和/或包装设备将请求新的分配/模制产品。这将触发对来自混合器或混合-研磨机的新混合食物块的请求。
31.优选地,加工线包括盐水供应器,以将盐水添加到已研磨的食物块中。优选地,将应用至少一个缓冲器/缓冲罐以收集盐水和/或其他配料。缓冲器/缓冲罐与混合器流化连接。控制系统优选地请求将盐水从缓冲器/缓冲罐供应到混合器。
32.其他配料,特别是固体配料,可以供应到混合器。如果控制系统请求对混合器进行填充,则混合器或控制系统将请求供应附加配料,附加配料可以通过料箱/运输车/装载设备供应。可以手动完成向控制系统确认附加配料已经供应到混合器,也可以通过称重装置的读数来确认。
33.食物产品的模制在模制设备中进行,模制设备包括模具构件,模具构件包括限定模制产品的尺寸的侧壁以及优选地底壁。模具构件可以是模板、模具转台或模具滚筒。优选地,模制设备是滚筒式模制设备,包括旋转模具滚筒,其圆周上设有成排的空腔,这些空腔至少部分地包括多孔结构,并且这些空腔将在填充位置处填充有物块,并且在滚筒进一步旋转之后,模制产品将在出料位置被排出到输送机上。
34.如果混合器或混合-研磨机与分配/模制设备之间的输送机被清空,控制单元将优
选地控制输送机,使得它们将在预定时间段内以预定速度运行,该计算基于混合器的排出口与分配/模制设备的料斗之间距离。
35.优选地,应用读取装置/扫描装置以扫描提供到加工线的料箱/运输车,特别是包含肉类的料箱/运输车。收集的数据可以在自动批次控制系统中存储和/或处理,自动批次控制系统设置在计算机上,优选为控制加工线的计算机。
36.以下公开特别适用于包含鸡肉的食物块:
37.混合器可以设置有扭矩控制,以从不同批次的冰结晶水平和温度方面获得一致的排出混合块。
38.可以设置至少两个研磨机来研磨鸡胸肉和鸡腿肉,优选地分别研磨鸡胸肉和鸡腿肉。两股肉流可以连接在连接两个研磨机与至少两个混合器的输送机上/输送机中。
39.进入分配器/成型器的混合块可以至少包括鸡胸肉和鸡腿肉,其可以用分配/模制设备来分配/模制为所谓的“鸡块(nugget)”形状,并且在分配/模制后,该分配/模制的产品优选地用拌面(tempura)涂层包覆,然后被油炸和/或烹调,然后被冷冻和/或包装。
40.以下公开内容特别适用于包含牛肉的食品块:
41.根据一个优选实施例,加工线包括至少两个预研磨机,以优选地分别预研磨瘦牛肉和肥牛肉。预研磨的肉通过输送机提供到,优选共同地提供到至少两个混合器。这里可以添加水、盐水和/或其他配料。然后将混合的牛肉通过输送机输送到至少一个最终研磨机,最终研磨机通过输送机连接到分配/模制设备。每个最终研磨机优选地设置有称重装置,优选地是负载传感器。
42.根据另一实施例,本发明的加工线包括至少两个预研磨机,以预研磨瘦牛肉和肥牛肉,优选地分别预研磨瘦牛肉和肥牛肉。预研磨的肉通过输送机提供到,优选共同地提供到至少两个混合-研磨机。然后将混合后的牛肉通过输送机输送到分配/模制设备。
43.分配/模制设备可以设置有研磨头,以便生产手工制作外观的产品。
44.根据一个实施例,离开混合器的混合块优选地包括瘦牛肉和肥牛肉,其中混合块优选地在最终研磨之后用模制设备模制成所谓的“汉堡”形状,并且该模制产品可以在模制后直接冷冻和/或将其包装为所谓的“装箱”产品。
45.在本发明的进一步的实施例中,自动化食品/饲料块输送加工线/系统包括:至少一个研磨机,其研磨或预研磨食物以形成食物块;至少两个混合器,其混合研磨或预研磨的食物块或至少两个混合-研磨机,其进一步混合和研磨已研磨或预研磨的食物块,其中混合器/混合-研磨机中的至少一个用作缓冲器;至少一个附加的缓冲装置和至少一个分配/模制设备,用于分配和/或模制独立的食品/饲料产品,其中研磨机、混合器或混合-研磨机、缓冲装置和分配/模制设备优选地通过输送机连接,并且/或者其中缓冲装置位于混合器/混合-研磨机和分配器/模制设备之间。附加缓冲装置优选地位于至少两个混合-研磨机/混合器之后以及至少一个分配/模制设备之前。
46.在本技术的上下文中,缓冲装置不限于例如料斗或料箱,而是可以是各种装置或设备,例如泵、螺杆、带、混合器。如果缓冲器的容量大于分配/模制设备的料斗的容量,则可以完全由缓冲器供应混合物块。在请求食物块之后,缓冲器可以再次装载来自混合器8/混合-研磨机的食物块。如果在请求食物块之后缓冲器不能向分配/模制设备供应足够的物块,则在该特定时刻作为缓冲器起作用的混合器/混合-研磨机将向缓冲器供应物块,并从
此时刻起向分配/模制设备供应物块以对此进行补偿。
47.在本发明的替代实施例中,自动化食品/饲料块输送加工线/系统包括:至少一个研磨机,其将食物研磨或预研磨以形成食物块;至少一个混合器,其混合研磨或预研磨的食物块;或者至少一个混合-研磨机,其进一步混合和研磨已研磨或预研磨的食物块;至少一个附加缓冲装置和至少一个分配/模制设备,用于分配和/或模制独立的食物/饲料产品;其中研磨机,混合器或混合-研磨机、缓冲装置和分配/模制设备优选地通过输送机连接,并且其中缓冲装置位于混合器8/混合-研磨机和分配/模制设备之间。
附图说明
48.在下文中,根据附图中所示的实施例来解释本发明。该解释并不限制保护范围,并且同样适用于本发明的所有实施例。
49.图1示出了根据现有技术的加工线。
50.图2和图3示出了本发明的加工线的实施例。
51.图4和图5各自示出了加工线的控制单元的实施例。
52.图6示出了具有自动化食物供应装置的实施例。
53.图7和图8各自示出了专门用于将牛肉作为食物物质的实施例。
54.图9示出了具有附加缓冲器的本发明的实施例。
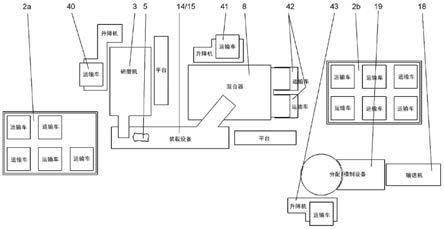
具体实施方式
55.图1示出了根据现有技术用于处理主要由高粘性蛋白质食物/饲料组成的食物块的加工线。物块储存在冷库2a中的料箱/运输车中,这些料箱/运输车被手动运送到研磨机3。研磨机通过装载设备40装满物块。通过输送机/装载机14/15,在所示实施例中是螺旋装载机,已研磨的物块5运送到混合器8。在另一实施例中,混合器8通过装载设备41填充例如研磨后的物块。为了增加容量,可以应用多个研磨机和/或混合器。
56.例如,在鸡肉块由胸肉和腿肉组成并且仅使用一个研磨机和一个同时容纳胸肉和腿肉的运输车的情况下,将料箱/运输车填满,使得混合物由正确重量/百分比的胸肉以及正确重量/百分比的腿肉组成,以便在将这些料箱/运输车加入研磨机之前获得所需的胸肉/腿肉比例。
57.在另一实施例中,料箱/运输车装满胸肉,而另一个料箱/运输车装满腿肉。在将肉加入研磨机之前,两个料箱/运输车都需要预先称重,因此需要向相应的料箱/运输车添加材料或从相应的料箱/运输车移除材料,以匹配所需的胸肉/腿肉比例。
58.在进一步的实施例中,包含研磨后的胸肉的运输车和包含研磨后的腿肉的运输车将被供应到混合器。料箱/运输车都需要预先称重,因此需要向相应的料箱/运输车添加材料或从相应的料箱/运输车移除材料,以匹配所需的胸肉/腿肉比例。
59.混合后,物块储存在料箱/运输车42中,并且根据混合物块将在分配/模制设备19中加工的时间段,出于卫生原因,料箱/运输车将/必须储存在冷库2b中以将物块冷却,优选地冷却至低于所需的温度,以确保所有物块充分冷却,并且在将它们从冷库2b中取出并在进一步处理之前必须在冷库外等待一段时间时不会变得太热。
60.容纳进一步处理的混合物块的料箱/运输车从混合器8和/或冷库2b手动输送到分
配/模制设备19,并通过装载设备43供应到分配/模制设备19的料斗。模制后的产品通过输送机18进一步向下游输送。
61.料箱/运输车需要大量的搬运活动(移动运输车、在装载设备处运送、清空和移除运输车、对运输车进行称重、手动向料箱/运输车添加材料或从料箱/运输车移除材料以达到正确的重量、填充和清空带有附加配料等的运输车),并且运输车需要清洁。此外,由于环境污染和/或外来颗粒的污染,存在卫生风险。使用料箱/运输车是有风险的,因为它们可能被操作员交换/互换。需要大量有关运输车和操作装载设备的人工处理。
62.图2示出了特别适用于生产鸡块的本发明的食品处理加工线1的实施例。在食品被引入加工线之后,在研磨机3a、3b和/或混合器8a、8b处,不再使用料箱/运输车,这降低了卫生风险以及操作员造成的失误风险。
63.数据-阅读器扫描仪
64.读取装置/扫描装置32优选地应用于扫描料箱/运输车,料箱/运输车包括主要由高粘性蛋白质食物/饲料组成的物块。可以在物块被研磨之前进行读取/扫描,并且可以将收集的数据例如用于报告原因和/或保质原因存储在可以作为加工线1的一部分的计算机系统中。加工线可以连接到内部网或互联网,并且数据可以存储在作为该互联网的一部分的计算机上。读取的数据例如是:时间和/或日期和/或数据读取期间料箱/运输车的位置和/或食品的类型和/或食品的加工和/或屠宰历史和/或食品的来源,例如动物标签和/或料箱/运输车中温度的历史数据和/或料箱/运输车中的食物块的重量。在料箱/运输车进入冷库之前和/或在它们的内容物被引入加工线1之前读取/扫描料箱/运输车。读取的数据可用于控制加工线1和/或用于给最终产品贴标签和/或例如在索赔的情况下,作为生产过程的文件。
65.研磨机
66.物块可以在料箱/运输车中供应,并且可以储存在(冷)库2中,并且当需要时,这些料箱/运输车被手动和/或自动运送到研磨机3a、3b。可以通过装载设备40将物块填充到研磨机。
67.用于制备食物/饲料块的研磨机3的数量主要取决于所需的最终混合物和所需的韧性,并且可以在一个和多个之间变化,优选地每条加工线两个或三个。每个研磨机优选地分批操作。优选地,在整个批次被研磨和/或排出之前停止每个研磨机。肉类可以是新鲜的或冷冻的或其混合物。
68.在生产包括胸肉和腿肉的混合物的鸡块的情况下,优选地,通过包含胸肉(白肉)的运输车“a”装载第一研磨机3a,并且在研磨后胸肉被排出到输送机14上,其优选地是带式输送机。通过包含腿肉(黑肉)的运输车“b”装载第二研磨机3b,并且在研磨后腿肉也被排出到输送机14上。研磨机中剩余的东西可以保留在那里以用于下一批。优选地,研磨机不会被完全清空,例如以防止刀具和台板/孔板的磨损和消耗。待进一步加工的物块的期望配方(新鲜肉、冷冻肉、胸肉/腿肉的比例)将决定应该从第一研磨机3a排出多少研磨的物块以及应该从第二研磨机3b排出多少研磨的物块。
69.研磨机的选择类型优选地取决于待加工的物块和期望的最终混合物。如果是冷冻肉,则优选地使用诸如gea powergrind的研磨机来研磨肉类。如果仅加工例如温度为-3℃的新鲜肉类,则优选应用的研磨机是gea combogrind。
70.在研磨机中加工的食物块的体积不限于一个混合器8a、8b的填充体积,即“混合器批次”。该体积优选地对于彼此独立制备的多个混合器批次是足够的,但优选地至少是基本相同的。来自研磨机的已研磨物块5可以自动泵入混合器8中。然而,在高质量食品/饲料块的情况下,尤其是肉类的情况下,优选地使用带式输送机。在存在多个研磨机的情况下,研磨机的排出5,在本实施例中为研磨机3a、3b的排出,在进入混合器之前被合并。优选地,研磨机3排出到一个相同的输送机14上或排出到一个相同的管道中。取决于需要填充哪个混合器8,通过输送机14,并且在本实施例中通过输送机/装载机15,优选地为能够将研磨的物块排出的螺旋装载机,研磨的物块将输送到混合器8a或混合器8b中。在本发明的另一实施例中,输送机14、15被集成为使得只有一个输送机14/15将研磨机的排出口与混合器连接。
71.本发明的加工线中的研磨机3的数量不限于一个。图2的实施例中示出的两个研磨机或者例如二,三或四个研磨机的多个研磨机也将适用。
72.混合器
73.为了能够为分装/模制设备19提供足够的混合物块,以便该设备可以优选地连续或半连续地运行,应用至少两个混合器8,其中该至少两个混合器可以在混合过程和混合器的排出方面彼此重合。
74.根据所需的配方,可以向待填充的混合器8提供例如从诸如gea scanbrine的配料混合器/混合罐25a接收的配料。可以混入盐水和/或水和/或腌料,最终的混合物可以优选地自动泵入混合器8a和/或混合器8b中。然而,为了确保向混合器供应配料,优选地应用一个或多个配料缓冲器/缓冲罐25b,其将充当混合的配料的缓冲器。如果混合器/混合罐25a中完成盐水混合,则混合的盐水将被泵送至缓冲器/缓冲罐25b。
75.混合器8a和/或混合器8b内的混合过程取决于待混合的物块,并且可以包括待采取的一系列过程步骤,例如抽真空、在真空下混合、排出真空、冷却。混合器内的物块可以通过桨叶9混合并且可以优选地例如通过二氧化碳或液氮冷却。每个混合器优选地包括用于确定食物块的温度的装置。优选地将该数据提供至加工线的控制系统并且优选地存储该数据。
76.混合器装置的驱动器“9-drive”,优选地为混合器桨叶9,优选地设有扭矩控制。在混合例如鸡肉的某种食物/饲料块的情况下,该控制确保了不同的和分开混合的批次的最终混合食物块13之间的差异较小。来自不同混合批次的最终混合物块13将更加均匀,并且例如在冰结晶水平方面彼此具有可比性。这种稳定的混合过程,特别是相同的冰结晶程度,将提高加工线能力。此外,由于结晶度得到很好的控制,它可以被降低,这使得在加工线中的混合步骤以及随后的例如食物块的烹饪和/或油炸的加热步骤期间中,能量消耗减少。优选地将由扭矩马达提供的数据提供至加工线的控制系统并且优选地存储该数据。
77.根据优选实施例,一个混合器8至少暂时地用作缓冲器,而另一个混合器将食品排出到下游的分配/模制设备19。有益的是,使用至少一个混合器8代替输送机作为缓冲器,以便例如保持冰结晶水平并且/或者能够在等待期间保持物块的温度。
78.由于能够控制在混合器8内的混合物块13的冰结晶和温度,模制产品在重量、温度和组成变化方面将是一致的,差异较小。控制冰结晶的能力将使得冰结晶较少,并因此减少在例如油炸锅和/或烹饪炉内的烹饪时间,从而提高能效。
79.在缓冲期间优选地至少暂时地混合食物块。
80.混合器8优选地是与根据图1所述的现有技术所使用的混合器一样较大的类型。
81.优选地,混合器被分批清空,并且更优选地,使得食物块13在输送机16/17上/输送机16/17中的停留时间最小化。如果分配/模制设备19包括料斗,则混合器8优选地仅排出料斗可以容纳的量的食物块。这样,至少基本上没有食物块13停留在输送装置16/17上/输送装置16/17中。
82.为了便于混合器内只有一部分体积的物块将被输送到分配/模制设备19,混合器8a和/或混合器8b中的每一个的排出口11优选地以自动控制的方式通过打开/关闭装置12在完全关闭位置和完全打开位置之间打开和关闭。该优选实施例允许控制排出的物块13的体积/重量。该装置可以例如是挡板,由诸如气动致动器的自动控制的机动致动器驱动。在另一实施例中,该装置可以是能够以预定角度打开的铰接的封闭板,并且在另一实施例中,该装置可以是进行基本竖直的运动以打开/关闭排出口的阀。所有实施例优选地由自动控制的机动致动器驱动。
83.来自两个混合器8a、8b的排出口11的排出13优选地被组合,优选地由同一个输送机16来组合,该输送机优选地为带式输送机。该输送机16在下游优选地连接到分配/模制设备19的优选存在的料斗,并将混合物块从相应的混合器8输送到分配/模制设备19。混合器8的混合物块13从排出口排出到输送机16上,并且通过输送机16,优选地通过输送机17,更优选地通过带式输送机,向分配/模制设备19的料斗输送。在本发明的另一优选实施例中,输送机16、17被集成为使得只有一个输送机16/17连接混合器的排出口11与分配/模制设备19的优选的料斗,并且输送机16/17将直接向分配/模制设备19的料斗内输送混合物块13。
84.根据本发明的加工线中的混合器8的数量至少为两个。
85.由于从一个部件3、8排出的食物块5、13仅与下游部件8、19所能接收的一样多,因此在向下游部件输送期间,食物块5、13受到周围环境的影响的时间将尽可能地短。本发明特别适用于在一天内主要生产一种类型的产品的具有高产量的大型加工线。
86.分配/模制设备
87.本发明的加工线确保分配/模制设备19在任何时候都被供应以足够的物块,使其能够连续或半连续地运行,并确保分配/模制产品源源不断地输送到位于分配/模制设备19下游的设备,例如输送机18、涂覆设备、油炸设备、烹饪设备、冷冻设备和/或包装设备。由于能够控制在混合器8内的混合物块13的冰结晶和温度,模制产品在重量、温度和组成变化方面将是一致的,差异较小。控制冰结晶的能力将形成最佳的冰结晶,并因此减少在例如油炸锅和/或烹饪炉内的烹饪时间,从而提高能效。
88.分配/模制设备19例如可以是往复式模板类型的模制设备、模具转台或者可以是模具滚筒类型的模制设备。分配/模制设备19优选地包括料斗和/或泵系统。料斗和/或泵可以集成到分配/模制设备19中,或者可以是通过管道连接到分配/模制设备19的单独装置。在优选实施例中,滚筒式模制设备包括旋转模具滚筒,其圆周上设有成排的空腔,空腔至少部分地包括多孔结构并且在填充位置处填充有食物块,并且在滚筒进一步旋转之后,模制的产品将在排出位置处被排出并且通过输送机18进一步输送。
89.加工线1内的分配/模制设备19的数量至少为一个。
90.产品
91.本发明优选地适用于分配和/或模制的食品/饲料产品,特别是由主要由高粘性蛋
白质食品/饲料组成的物块生产的食品/饲料产品。在实施例中,混合块13至少由鸡胸肉和鸡腿肉组成。混合块通过分配/模制设备19模制成所谓的“鸡状”形状,并且模制产品在模制后可优选地涂覆上拌面涂层并油炸和/或烹制,然后进行冷冻和包装。
92.图3描绘了本发明的加工线1的优选实施例。参照关于图2的公开内容。加工线1包括两个混合器8a、8b,其中假如混合器8a中的混合过程已经完成,混合器8a用作混合块的缓冲器,同时第二混合器8b装载研磨后的物块以及优选地附加配料以匹配所需的配方,之后开始在该混合器8b中的混合过程。在第一混合器8a已被清空后,第二混合器8b将从那时起用作缓冲器。因此,混合器8b中的混合过程应在混合器8a的排出过程完成即混合器8a是空的或几乎为空的同时或稍早完成。随后,混合器8a将被填充研磨后的物块和附加配料,然后进行混合过程。优选地,混合器8a中的混合过程在混合器8b清空之前完成。
93.混合器的排空优选地分批进行,更优选地根据下游分配/模制设备的需要进行。当相应的混合器逐步排空时,控制混合器中食物块的温度和/或冰结晶程度并且/或者混合食物块。混合器优选地被冷却。优选地,混合食物块,而混合器优选地至少暂时地,更优选地至少在食品的排出期间,充当缓冲器。
94.控制单元30优选地控制填充/混合过程和/或食物块从混合器8中的一个排出,使得混合块一直被供应到分配/模制设备19,因此加工线的能力提高。
95.在本发明的包括两个混合器8a、8b的另一实施例中,混合器8b中的混合过程在混合器8a的排出过程完成即混合器8a被排空之后完成。只有分配/模制设备19可以在该时间段内连续运行并且料斗内有足够的可用的混合块,该实施例才是优选的。
96.在存在多于两个混合器的实施例中,优选地至少一个混合器将充当缓冲器,使得混合块可以一直供应到分配/模制设备19。
97.优选地,食物块13从相应的混合器8中间歇地排出,并且在一个循环期间仅达到全部排出的食物块13能够被分配/模制设备19的料斗容纳的程度。这确保了食物块13只在很短的时间内暴露于环境中。因此不会升温和/或被外来物质污染。
98.图4和图5分别描绘了控制单元30的实施例和运行加工线1的相关参数。控制单元30可以是分配/模制设备19的一部分,但优选地,控制单元30位于远程位置,其中加工线1的所有部件被控制。优选地,加工线1是集中控制的。控制单元30可以连接到互联网和/或内部网。控制单元30可以是云的一部分。
99.过程控制-装载重量研磨机
100.与现有技术类似,在装载到研磨机之前,可以对料箱/运输车40进行预称重。更优选地,将通过应用诸如在各个研磨机3a/3b下方的例如称重传感器6a/6b等的称重装置来确定重量。称重装置6a/6b还可以确定研磨机是否被充分装载和/或装载到最大容量。
101.过程控制-排出重量研磨机
102.从研磨机向输送机14/15并随后到混合器8的排出5优选地在请求研磨后的食物块5之后,以研磨机螺杆4的预定速度“4-drive”进行,直到排出的研磨物块的目标重量已达到“5-w”[kg]。可能需要再次将研磨机装满,以便为下一次请求食物块5做好准备。
[0103]
为了克服现有技术中的处理方式并测量从研磨机3排出的重量输出“5-w”,输送机14和/或输送机15可以设有例如可以设计为称重带的称重装置。在存在多个研磨机3的情况下,研磨机的每个排出口都在输送机14上/输送机14中排出,和/或在输送机15上/输送机15
中排出,输送机14优选地设计为称重带14a/14b等等。优选地,称重装置设计成使得,从研磨机3b排出的食物块5的重量的测量与从研磨机3a排出的食物块5的测量分开。
[0104]
更优选地,每个研磨机3可以设有例如是称重传感器的称重装置6,从而可以确定从混合器3a中排出的例如研磨的胸肉的食物块5的重量“5a-w”,和从混合器3b中排出的例如研磨的腿肉的食物块5的重量“5b-w”和/或从研磨机3a、3b中排出的研磨物块的总重量“5-w”。所用的称重装置6也可以确定填充程度,例如,研磨机是否是空的或接近空的。
[0105]
为了能够控制装入研磨机和/或从研磨机排出的食物块的重量,优选地不同时进行填充和排出。
[0106]
输送机14/15优选地以预定速度“14-drive”和“15-drive”运行。可通过“15-mixer selection”来选择排出研磨物块的混合器。优选地,输送机14和/或输送机15不连续运行而是间歇地运行。
[0107]
过程控制-装载重量混合器
[0108]
待被填充的混合器8优选地根据配方自主地请求配料,而不管是否有操作员的确认。例如,可以在收到来自混合器中的一个的请求之后,进行来自缓冲器/缓冲罐25b的混合盐水的计量。在优选实施例中,所有配料将通过供应管道26自动输送到每个混合器8,因此混合器优选地设有流量计。水(混合器可以设有水(流量)表)可以单独添加到每个混合器。
[0109]
为了能够将不可泵送和/或将优选地不泵送的例如鸡皮乳剂或干性配料的配料添加到混合器,和/或为系统创造附加的灵活性,可以设置料箱/运输车/装载设备41。根据配方,将请求附加的供应量“41-w”[kg],该附加的供应量可通过料箱/运输车/装载设备41供应。为防止供应的材料过少或过多,优选地对料箱/运输车进行预称重。可以手动确认供应到混合器的材料。
[0110]
为了能够确定“5a-w”/“5b-w”装载了多少研磨的食物块和/或从缓冲器/缓冲罐25b中装载出了多少盐水/水/腌料“26-v”[升]和/或装载多少干性配料/皮乳剂/其他添加剂“41-w”[kg],优选地分开确定每个组分的重量,更优选在装载到混合器8之前确定。更优选地,应用位于混合器下方8的称重装置10。分开测量的重要性可能在于,各个物块/配料都是分别装入的,中间有时间间隔。所应用的称量装置10也可以确定混合器是否被充分装载和/或装载到最大容量。
[0111]
过程控制-排出重量混合器
[0112]
为了能够测量从混合器8排出的重量输出13,输送机16和/或输送机17可以设置有例如设计为称重带的称重装置。存在多个混合器8的情况下,混合器8的每个排出口都排出到优选地设计为称重带16a/16b/等等的输送机16和/或输送机17。更优选地,每个混合器8都可以配备有诸如称重传感器10a/10b等的称重装置,从而可以确定混合器8排出的混合块的排出重量“13a/b-w”。应用的称重装置10还将确定混合器的填充程度。该信号可用于确定排出何时必须从一个混合器切换到另一个。
[0113]
过程控制-分配/模制设备
[0114]
分配/模制设备19,特别是其料斗,优选地设置有测量/检测装置,例如压力传感装置但更优选地是填充水平传感装置;一个测量/检测装置20感测料斗是否需要再次填充,第二个测量/检测装置21感测料斗是否被填充到期望的高位。在另一实施例中,一个单独的测量/检测装置20能够检测再填充水平以及高位。优选地,分配/模制设备19的料斗的填充不
是连续的过程,而将是分步填充的过程,其中随时可能进行填充。可以通过输送机18以预定的带速度“18-drive”将分配/模制产品进一步向下游输送。
[0115]
过程控制-装载输送机16/17和排空输送机16/17
[0116]
如果测量/检测装置20感测到料斗需要再次填充,则分配/模制设备19将请求来自混合器8的混合食物块13,并且食物块13将由在该特定时刻用作缓冲器的混合器供应。该混合器仅根据该请求排出,并且仅排出分配/模制设备19所请求的食物块的量。
[0117]
混合器桨叶9的旋转速度和旋转方向“9-drive”之间的关系优选地取决于混合器的装载量,装载量可以通过水平传感装置、但优选地通过例如称重传感器称重装置10来测量,并且优选地通过控制单元30自动控制。假如混合器满载并且混合过程正在进行,桨叶9必须防止由于它们的旋转而使空气封闭在物块内并且物块将被过度操作。自动控制系统优选地包括传感器以确定食物块中的气体的量和/或食物块的混合程度。来自该传感器的信号用于控制桨叶的旋转速度、旋转时间和/或旋转方向。
[0118]
在将混合的食物块13从混合器中排出来的情况下,物块的粘度/厚度、组成/硬度和流动行为可能很重要;与较高粘度的物块相比,较低粘度的物块更容易排出并且排出的物块体积更难控制。
[0119]
此外,在一定时间段内排出混合物块的情况下,混合器桨叶9的旋转速度和旋转方向“9-drive”之间的关系以及排出口11的开度“11-openness”[%]决定了物块将以何种形状离开排出口11,例如以薄板的形状离开排出口11。
[0120]
混合器桨叶9的旋转速度和旋转方向“9-drive”与排出口11的开度之间的关系进一步取决于在预定时间段内将排出多少物块。优选地在食物块13的排出期间控制这些参数中的至少一个。在本发明的优选实施例中,根据混合器8的填充度来控制混合器桨叶9的旋转速度和/或旋转方向和/或排出口11的开度。控制单元30可以设有参数,例如混合器桨叶9的旋转速度、旋转方向和/或排出口11的开度,并且优选地由称重装置确定混合器8填充了多少。旋转速度和/或排出口的开度可以是与混合器8中的食物块的特定重量相关的设定值。在另一实施例中,排出口11的开度可以是优选地与混合器8中的重量相关的设定值,而旋转速度将根据重量变化的时间段来确定。
[0121]
在物块恒定排出的情况下并且在混合器8满载的情况下,可以打开排出口11,例如“11-openness”为25%并且桨叶9的旋转速度“9-drive”相对较低。如果混合器几乎排空,则排出口11将进一步打开,例如“11
‑‑
openness”为100%并且桨叶9的旋转速度“9-drive”现在相对较高。
[0122]
优选地,控制排出口下方的输送机16的(带)速度和可选的连接的输送机17的(带)速度,使得输送机在混合物块排出期间不会过满。输送机17的(带)速度“17-drive”可以优选地高于输送机16的(带)速度“16-drive”。
[0123]
如果达到待排出的物块预定体积之前充当缓冲器的混合器是空的并且第二混合器已经完成混合过程,则该第二混合器可以排出食物块13直到达到期望的总物块量,并且优选地同时将物块和配料重新装载入排空的混合器,之后将开始准备混合。
[0124]
由于卫生方面的原因,优选地覆盖并冷却在输送机16/17上的混合排出物块13,以确保食品/饲料块保持期望的温度并防止因物块暴露于周围环境而污染。
[0125]
更优选的输送机16/17将在装载分配/模制设备19的料斗之后被清空,使得混合物
块13不会停留在输送机16/17上。因此,控制单元30可以设有与系统布局相关的固定参数,例如混合器8a、8b的排出口分别到分配/模制设备19的料斗的距离“19-distance 8a”[m]和“19-distance8b”[m]。在分配/模制设备设有传感装置21的情况下,在控制单元感测到和/或确定高水平之后,输送机16/17将在预定时间段“16/17-empty”[s]内以预定速度“16-drive”和“17-drive”运行,其计算基于混合器8的排出口与分配/模制设备19的料斗之间的距离“19-distance 8a”和/或“19-distance 8b”。
[0126]
存在于输送机上的所有物块13将优选地供应到料斗。时间段“16/17-empty”[s]可以是灵活的参数,其可以通过例如是操作面板的参数输入源31输入到控制单元30中。优选地,输送机在40-50秒内被排空,更优选地在10-15秒内被排空。根据另一实施例,加工线包括确定输送机上/输送机中是否存在食物块的传感器。在一次出料期间,优选地操作输送机16/17直到该传感器不再感测到食品的存在。
[0127]
输送机17朝向分配/模制设备19的倾斜度优选地是可调节的,更优选地根据产品应用来调节。
[0128]
在通过混合物块控制单元30填充分配/模制设备19的料斗的第一实施例中,从缓冲器混合器8排出开始,并且当测量/检测装置21感测到料斗被充分填充时将停止排出。为了防止在排空输送机16/17期间料斗过满,“足够”水平21低于料斗的最大填充水平。
[0129]
向研磨机自动输送
[0130]
在图2的实施例中,由操作员通过料箱/运输车/装载设备40手动完成向研磨机的物块供应。同样也可以通过料桶/运输车/装载设备41向混合器8供应例如皮乳剂或干性配料。图6示出了本发明的另一实施例,包括向研磨机3和/或混合器自动供应物块50。可以通过输送机、装载设备、agv和/或其他输送装置完成供应。可以例如从(冷)库或从解冻设备将物块供应到研磨机3,例如直接供应到研磨机3,该解冻设备已经解冻了冷冻食品,冷冻食品优选地是肉块。为了能够自动向研磨机供应,可以提供检查研磨机是否需要填充的装置以及检查研磨机是否已经充分填充的装置,例如诸如称重传感器的称重装置6。
[0131]
产品-牛肉
[0132]
图7描绘了加工线1的另一实施例,其基于图2中描述的系统并且在其中可以生产例如牛肉饼的牛肉产品。在预研磨位置和/或混合器位置,物块至少包括瘦牛肉和肥牛肉,并且两者都可以分开地分别供应到研磨机或混合器/混合-研磨机。可以对物块进行预研磨、混合和/或最终研磨,并且随后将在分配/模制设备19内分配/模制。在分配/模制之后,可以对产品进行涂覆和/或油炸和/或烹调并且之后冷冻和/或包装。在分配/模制之后加工牛肉汉堡的情况下,可以将汉堡油炸然后冷冻,或者将其分配/模制然后直接冷冻。在即装产品的另一实施例中,最终研磨的产品将被分配/模制并直接包装。
[0133]
牛肉-1x预研磨机
[0134]
在第一步中用于预研磨牛肉的研磨机3的数量可以取决于所需的最终混合物和期望的柔韧性,并且可以在一个和多个研磨机3之间变化。为了达到期望的温度,物块可以包括待预研磨的鲜肉重量份和冷冻肉重量份。物块可以装在料箱/运输车中,并储存在(冷)库2中。根据期望的混合物,运输车“a”可以包含新鲜瘦肉(低脂肪百分比),运输车“c”可以装有冷冻瘦肉,运输车“b”可以包含新鲜肥肉,并且运输车“d”可以装有冷冻肥肉。这些料箱/运输车将手动运送到通过装载设备40来填装物块的研磨机3。在仅使用一个研磨机的情况
下,这四个运输车的内容应以期望的新鲜/冷冻比例和瘦/肥比例装载到研磨机3中。该比例的确定与根据图1描述的制备具有期望比例的鸡胸肉/鸡腿肉的运输车类似。
[0135]
牛肉-2x预研磨机
[0136]
在优选实施例中,应用了两个研磨机3a、3b。第一研磨机3a可以通过包括新鲜瘦肉的运输车“a”来装载,并且随后将通过包括冷冻瘦肉的运输车“c”来装载。期望的新鲜/冷冻比例决定了待装载到研磨机3a中的运输车“a”和运输车“c”的重量百分比。第二研磨机3b通过包括新鲜肥肉的运输车“b”来装载,并且随后将通过包括冷冻肥肉的运输车“d”来装载,期望的新鲜/冷冻比例决定了待装载入研磨机3b的运输车“b”和运输车“d”的重量百分比。在该过程的第二步中,将根据期望的瘦/肥重量比,将预研磨的瘦肉块从研磨机3a排出,并且将预研磨的肥肉从研磨机3b排出。根据哪个混合-研磨机需要被填充,排出的研磨物块将从研磨机3a和研磨机3b输送到例如gea combigrind的至少两个混合-研磨机7中的一个。将在混合-研磨机7a/7b内混合物块。例如,通过添加二氧化碳或液氮,可以进一步控制温度。在请求新的混合物块13的情况下,将对混合-研磨机7内的物块进行最终研磨并供应到分配/模制设备19。优选地,最终研磨机或最终混合-研磨机将配备有分离装置以从研磨的物块中去除骨头和其他不需要的颗粒。
[0137]
在更下游,自动化系统的操作与根据图2所描述的类似。为了能够向分配/模制设备19提供足够的混合物块以使其可以连续运行,将应用至少两个混合-研磨机7,其中该至少两个混合-研磨机可以在混合过程以及从混合-研磨机的排出物块方面重合,使得至少一个混合-研磨机7将充当缓冲器并且可以延长混合物块13从混合器排出的时间。应用两个混合研磨机是有益的,因为食物块13不必再在输送机16/17上缓冲,因此不会受到周围环境的影响,并且混合-研磨机7能够在等待期间即缓冲时控制物块的温度。
[0138]
在图8中示出了生产牛肉产品的另一实施例。至少一个研磨机3,但在优选实施例中,两个研磨机3a、3b将用于预研磨牛肉块。与图2类似,物块将在至少两个混合器8a/8b内混合,并且至少一个混合器用作缓冲器,并且可以将混合物块13排出到输送机16上。在该实施例中,混合物块将装载到至少一个研磨机3c以进行最终研磨。该实施例在不能对混合-研磨机7施加真空的情况下是有利的。
[0139]
在请求新的混合物块13的情况下,可以向研磨机3c请求,但更优选地向混合器8请求。
[0140]
装载有混合物块13的研磨机3c将向分配/模制设备19供应最终研磨物块。如果研磨机3c的容量大于分配/模制设备19的料斗容量,则混合物块可以从研磨机3c全部供应。在请求研磨机3c可以再次装载来自混合器8的混合物块之后,在这种情况下,研磨机3c将充当缓冲器。在请求之后,如果研磨机不能向分配/模制设备19供应足够的物块,则在该特定时刻充当缓冲器的混合器8将向研磨机供应物块并从该时刻起向分配/模制设备19供应物块以对此进行补偿。
[0141]
虽然研磨机内的温度控制是不可能的,但在更优选的实施例中,将不会完全装满研磨机3c,而只会装载到一定的水平,使得在有请求的情况下,可以将物块直接供应到分配/模制设备19,随后将由在特定时刻充当缓冲器的混合器8供应混合物块的主要体积。将通过输送机16和最终研磨机3c以及在本实施例中的输送机17向分配/模制设备19供应该物块13。
[0142]
输送机16、17可以配备有称重装置。然而,更优选地,位于混合器8下游的研磨机3c将配备有优选地是称重传感器的称重装置6,以便能够确定研磨机内的物块水平,确定混合物块13的重量输入“13a/b-w”[kg]并确定最终研磨物块向分配/模制设备19的重量输出。
[0143]
需要完成对物块的脂肪百分比的分析,以便最终在分配/模制食品中获得正确的脂肪百分比。脂肪分析可以在研磨/预研磨之前或研磨之后进行。优选地,物块分析将是加工线内(inline)测量,更优选地通过例如位于研磨机3和混合器8/混合-研磨机7之间的近红外分析nir系统来测量。将研磨物块放置在诸如传送带或螺旋装载机的输送机14/15上,并且将在研磨物块的输送期间进行分析。在另一实施例中,将使用更准确并且有可能检测到诸如骨头和金属的异物颗粒的x射线系统进行脂肪分析。
[0144]
假设研磨机3a装有瘦牛肉,并且研磨机3b装有肥牛肉。如果测量显示从研磨机3a排出并供应到混合器8的研磨物块的脂肪百分比不符合期望的百分比,应进行校正。应从研磨机3b中排出更多或更少的肥肉块,然后对其进行测量并供应到混合器8。如果测量结果显示最终混合物块不具有正确的脂肪百分比,应进一步预研磨瘦肉块和/或肥肉块并供应到混合器8。优选地,校正是自动的。
[0145]
在生产牛肉产品的情况下,分配/模制设备19可以配备有研磨头,以便生产手工制作外观的产品。
[0146]
在本发明的图9中描绘的另一实施例中,自动化食品/饲料块输送加工线/系统1包括:至少一个研磨机3,其研磨或预研磨食物以形成食物块5;至少两个混合器8a、8b,其混合已研磨或预研磨的食物块5,或者至少两个混合-研磨机7a、7b,其进一步混合和研磨已研磨或预研磨的食物块13,其中至少一个混合器/混合-研磨机用作缓冲器;至少一个附加缓冲装置51;以及至少一个分配/模制设备19,用于分配和/或模制独立的食品/饲料产品;其中研磨机3、混合器8或混合-研磨机7、缓冲装置51和分配/模制设备19优选地通过输送机14、15、16、17连接,并且/或者其中缓冲装置51位于混合器8/混合-研磨机7和分配/模制设备19之间。附加缓冲装置51优选地位于至少两个混合-研磨机7a、7b/混合器8a、8b之后以及至少一个分配/模制设备19之前。
[0147]
在本技术的上下文中,缓冲装置51不限于例如料斗或料箱,而是可以是诸如泵、螺杆、带、混合器的各种装置或设备。在缓冲器51的容量大于分配/模制设备19的料斗的容量的情况下,混合物块可以全部从缓冲器51供应。在请求食物块5之后,缓冲器51可以再次装载来自混合器8/混合-研磨机7的食物块。在请求食物块5后,如果缓冲器不能向分配/模制设备19供应足够的物块,在该特定时刻作为缓冲器的混合器8/混合-研磨机7将向缓冲器51供应物块并从该时刻起向分配/模制设备19供应物块以对此进行补偿。
[0148]
在本发明的可选实施例中,自动化的食品/饲料块输送加工线/系统1包括:至少一个研磨机3,其研磨或预研磨食物以形成食物块5;至少一个混合器8,其混合已研磨或预研磨的食物块5,或至少一个混合-研磨机7a、7b,其进一步混合和研磨已研磨的或预研磨的食物块13;至少一个附加缓冲装置51;以及至少一个分配/模制设备19,用于分配和/或模制独立的食品/饲料产品;其中研磨机3、混合器8或混合-研磨机7、缓冲装置51和分配/模制设备19优选地通过输送机14、15、16、17连接,并且其中缓冲装置51位于混合器8/混合-研磨机7和分配/模制设备19之间。
[0149]
免责声明
[0150]
图2-图9中描述的系统和控制系统的组合也是适用的。所描述的多个研磨机能够加工鸡胸肉/鸡腿肉和加工瘦牛肉/肥牛肉的应用也适用于加工两种或更多种不同物块的两个或更多个研磨机的其他组合。
[0151]
附图标记列表
[0152]
1 食品处理加工线/系统
[0153]
2 储存区、冷库区
[0154]
3 研磨机
[0155]
4 螺杆研磨机
[0156]
5 从研磨机3排出的研磨物块
[0157]
6 研磨机3的称重装置,例如称重传感器
[0158]
7 混合-研磨机
[0159]
8 混合器
[0160]
9 桨式混合器8/桨式混合-研磨机7
[0161]
10 混合器8/混合-研磨机7的称重装置,例如称重传感器
[0162]
11 混合器8/混合-研磨机7的排出口
[0163]
12 混合器8/混合-研磨机7的打开/关闭装置排出口
[0164]
13 从混合器8/混合-研磨机7排出的物块/产品
[0165]
14 连接研磨机3的排出口的输送机/称重装置,输送机/称重带
[0166]
15 研磨机3和混合器8/混合-研磨机7之间的输送机/称重带/装载机
[0167]
16 连接混合器8/混合-研磨机7的排出口的输送机/称重带
[0168]
17 向分配/模制设备的料斗19的输送机/称重带
[0169]
18 分配/模制设备19之后的输送机
[0170]
19 分配/模制设备
[0171]
20 测量/检测装置,例如低水平/高水平传感装置,压力传感装置
[0172]
21 测量/检测装置,例如高水平传感装置,压力传感装置
[0173]
25a 用于配料的混合器/混合罐
[0174]
25b 用于混合的配料的缓冲器/缓冲罐
[0175]
26 向混合器8/混合-研磨机7的配料供应线
[0176]
30 控制单元
[0177]
31 参数输入源,例如操作面板
[0178]
32 读取装置、扫描装置、运输车扫描仪
[0179]
40 研磨机3位置处的料箱、运输车、装载设备
[0180]
41 混合器8/混合-研磨机7位置处的料箱、运输车、装载设备
[0181]
42 混合器8的排出口处的料箱、运输车
[0182]
43 分配/模制设备19位置处的料箱、运输车、装载设备
[0183]
50 向研磨机3自动供应物块
[0184]
51 缓冲装置
[0185]“4-drive
”ꢀ
研磨机3的螺杆4的驱动/转动的速度/方向
[0186]“5-w
”ꢀ
从混合器3a/3b排出的研磨物块的重量[kg]
[0187]“9-drive
”ꢀ
混合器7/8的控制桨叶的驱动/转动的速度/方向/扭矩
[0188]“11-openness
”ꢀ
混合器8a/8b的排出口11的开度[%]
[0189]“13-w
”ꢀ
从混合-研磨机7或研磨机8排出的物块的重量[kg]
[0190]“14-drive
”ꢀ
驱动输送机14
[0191]“15-drive
”ꢀ
驱动输送机15
[0192]“15-mixer selection
”ꢀ
驱动选择排出研磨物块的混合器
[0193]“16-drive
”ꢀ
输送机16的驱动/带的速度
[0194]“17-drive
”ꢀ
输送机17的驱动/带的速度
[0195]“16/17-empty
”ꢀ
输送机16/17将被排空的时间[s]
[0196]“18-drive
”ꢀ
驱动输送机18
[0197]“19-distance 8a
”ꢀ
混合器8a排出口到料斗19的距离[m]
[0198]“19-distance 8b
”ꢀ
混合器8b排出口到料斗19的距离[m]
[0199]“26-v
”ꢀ
从缓冲器/缓冲罐25b排出的配料[升]
[0200]“41-w
”ꢀ
从料箱/运输车41排出的配料[kg]
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。