1.本实用新型一般涉及半导体制造技术领域,具体涉及一种用于管材的上料设备。
背景技术:
2.在半导体封装过程中,需要使用大量pvc管,pvc管均由人工上料。
3.因pvc管在使用时,需正面朝上,故pvc上料过程中存在困难。
技术实现要素:
4.鉴于现有技术中的上述缺陷或不足,期望提供一种用于管材的上料设备。
5.本技术提供一种用于管材的上料设备,其包括:
6.储料装置,设置有出料口;
7.管材支撑件,设置于所述出料口外,用于接收从所述出料口输出的管材;
8.翻转机构,设置于所述管材支撑件的下方,能够对所述管材沿其轴线翻转;
9.上料机构,设置于所述管材支撑件的上方,用于抓取所述管材支撑部上的所述管材,且可相对所述出料口上下运动。
10.作为可选的方案,还包括检测机构和控制模块,所述检测机构设置于所述储料装置,所述检测机构通过图像或厚度检测所述管材的预设面和非预设面,
11.所述检测机构和所述翻转机构分别与所述控制模块电连接,所述控制模块根据所述检测机构检测到所述管材的非预设面以控制所述翻转机构使所述管材翻转。
12.作为可选的方案,所述检测机构连接至所述储料装置设置有出料口的侧面上且位于所述出料口的上方,所述检测机构通过厚度检测所述管材的预设面和非预设面,所述检测机构为超声波测厚仪。
13.作为可选的方案,所述翻转机构通过连杆方式驱动所述管材翻转预设角度。
14.作为可选的方案,所述翻转机构包括支撑板、第一连接杆及第二连接杆,所述支撑板上设有锁紧件,所述支撑板水平设置,所述支撑板远离所述储料装置的端部铰接,所述第一连接杆的一端与所述支撑板的下表面铰接,所述第一连接杆的另一端与所述第二连接杆的一端铰接,所述第二连接杆的另一端转动连接,所述第二连接杆转动以驱动所述支撑板在第一位置和第二位置之间转动。
15.作为可选的方案,所述锁紧件为吸盘,所述锁紧件在第一位置处于锁紧态,固定所述管材,所述锁紧件在第二位置处于解锁态,释放所述管材。
16.作为可选的方案,所述储料装置包括第一传输件和第二传输件,所述第一传输件的输出端与所述第二传输件衔接,以使所述管材自所述第一传输件进入所述第二传输件,所述第一传输件沿第一方向传输,所述第二传输件沿第二方向传输,所述第一方向与所述第二方向相反,所述第二方向朝向所述出料口。
17.作为可选的方案,所述第二传输件水平设置,所述第一传输件倾斜设置且位于所述第二传输件的正上方,所述第一传输件的输出端至所述第二传输件的距离大于一个所述
管材的厚度且小于两个所述管材的厚度。
18.作为可选的方案,所述上料机构包括提升组件和连接至所述提升组件的抓取组件,所述抓取组件用于抓取所述管材,所述提升组件驱动所述抓取组件可相对所述出料口上下运动。
19.作为可选的方案,所述上料机构还包括伸缩组件,所述提升组件包括滑轨、与所述滑轨滑动配合的滑块,所述抓取组件通过所述伸缩组件连接至所述滑块,所述伸缩组件沿所述管材运动方向设置,以驱动所述抓取组件相对所述出料口水平运动。
20.本技术提出的用于管材的上料设备,代替人工作业,降低相关操作人员的劳动强度,提高工作效率,同时降低生产成本;检测机构能够检测管材的预设面和非预设面,翻转机构根据控制模块使得管材的预设面按照后续流水线工作要求设置。
附图说明
21.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本技术的其它特征、目的和优点将会变得更明显:
22.图1是本实用新型实施例提供的一种用于管材的上料设备的主视图;
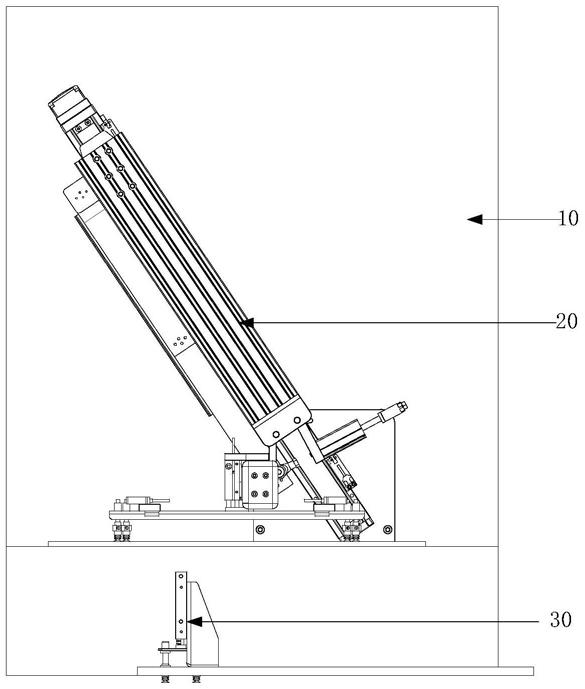
23.图2是本实用新型实施例提供的一种用于管材的上料设备的左视图;
24.图3是本实用新型实施例提供的上料机构的结构示意图;
25.图4是本实用新型实施例提供的储料装置的结构示意图;
26.图5是本实用新型实施例提供的翻转机构的运动简图。
具体实施方式
27.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关实用新型,而非对该实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与实用新型相关的部分。
28.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
29.本实用新型使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本实用新型。在本实用新型和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。还应当理解,本文中使用的术语“和/或”是指并包含一个或多个相关联的列出项目的任何或所有可能组合。
30.在半导体封装生产中,需要使用大量pvc料管,pvc料管均由人工上料,劳动强度大,浪费大量人力。
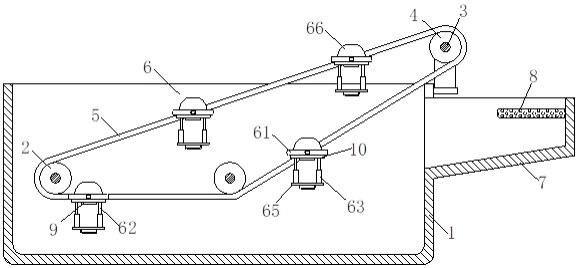
31.基于上述问题,本技术提出一种用于管材的上料设备,该用于管材的上料设备如图1和图2所示,图1示出了一种用于管材的上料设备的主视图,图2示出了一种用于管材的上料设备的左视图。其中,此处的“管材”除了pvc料管外,还可以是其他管材,管材的形状为长条形,其横截面可以为正多边形或者圆形。
32.上述用于管材的上料设备包括:储料装置10、管材支撑件40、翻转机构30及上料机构20。储料装置10用于存储和输出管材60,储料装置10为立体结构。储料装置10上设置有出料口(未示出),例如,储料装置10包括底面及若干个依次首尾连接的侧面,各个侧面围绕该
底面,在一侧面靠近底面的区域设置上述的出料口。
33.管材支撑件40设置于出料口外,以使自该出料口输出的管材恰好放置于管材支撑件40上。例如,管材支撑件40可以支撑管材60的两端,管材60的中部位置不与管材支撑件40的相互抵靠,以便其他机构翻转或抓取管材。
34.翻转机构30设置于管材支撑件40的下方,翻转机构30用于对管材沿其轴线翻转。上料机构20设置于管材支撑件40的上方,上料机构20用于抓取管材且可相对出料口上下运动。
35.在用于管材的上料设备工作时,管材首先自储料装置10的出料口输出至管材支撑件40上;然后,上料机构20抓取管材且将管材搬至预设高度。或者,基于与该用于管材的上料设备衔接的后续流水线要求,管材的特定面需朝上设置。若管材的特点面不朝上设置,在用于管材的上料设备工作时,管材首先自储料装置10的出料口输出至管材支撑件40上;然后,翻转机构30通过相关指令将管材翻转预设角度以使管材的特定面朝上设置;最后,上料机构20抓取管材且将管材搬至预设高度。
36.本技术提出的用于管材的上料设备,代替人工作业,降低相关操作人员的劳动强度,提高工作效率,同时降低生产成本。
37.如图2所示,作为可实现的方式,用于管材的上料设备还包括检测机构70和控制模块,检测机构70设置于储料装置10,检测机构70通过图像或厚度检测所述管材的预设面和非预设面。控制模块根据检测机构70检测到管材的非预设面以控制翻转机构30使管材翻转,直至管材的预设面朝上设置。
38.需要说明的是,储料装置10、检测机构70、翻转机构30及上料机构20分别与控制模块电连接。控制模块控制储料装置10、检测机构70、翻转机构30及上料机构20协同作业,其中,控制模块根据检测机构70检测到管材的非预设面以控制翻转机构30使管材翻转,直到管材的预设面朝上设置。
39.在一具体实施例中,管材60的横截面为长方形,基于与该用于管材的上料设备衔接的后续流水线要求,管材60一表面上刻蚀有商标,该表面需朝上设置。储料装置10中的管材输出后存在两种情形,刻蚀有商标的表面朝上设置;刻蚀有商标的表面朝下设置。检测机构70设置于储料装置10设有出料口的侧面上且位于出料口的上方,检测机构70通过厚度检测管材的预设面和非预设面,预设面即为带有商标的表面。
40.检测机构70为超声波测厚仪,超声波测厚仪的探头与管材侧面相抵靠。若测量值大于预设值则为非预设面,则刻蚀有商标的表面朝下设置;若测量值小于预设值则为预设面,则刻蚀有商标的表面朝上设置。上述检测方式,自动化程度高,检测时间短。
41.在另一具体实施例中,检测机构70通过画面检测管材的预设面和非预设面,检测机构70为摄像机,摄像机与管材非直接接触,获取管材朝上设置的表面图像。若图像中存在商标则为预设面,则刻蚀有商标的表面朝上设置;若图像中不存在商标则为非预设面,则刻蚀有商标的表面朝下设置。上述检测方式,检测精度高,容错率低。
42.如图5所示,作为可实现的方式,翻转机构30通过连杆方式驱动管材翻转预设角度。连杆机构的结构简单,可按照预设角度翻转管材。
43.需要说明的是,翻转机构30包括支撑板31、第一连接杆32及第二连接杆33,其中,第一连接杆32可以略大于第二连接杆33。支撑板31上设有锁紧件(未示出),锁紧件可以为
吸盘,便于灵活固定与释放管材。支撑板31水平设置,支撑板31远离储料装置10的端部铰接,第一连接杆32的一端与支撑板31的下表面铰接,铰接处可以位于第一连接杆32的中间位置。第一连接杆32的另一端与第二连接杆33的一端铰接,第二连接杆33的另一端转动连接,第二连接杆33转动以驱动支撑板31在第一位置和第二位置之间转动。其中,支撑板31的初始位置为水平位置,即第一位置。
44.管材自出料口输出至管材支撑件40上,管材支撑件40支撑管材的两端。翻转机构30位于管材支撑件40下方,翻转机构30与管材的中部位置相对设置。若非预设面朝上设置,则控制模块控制翻转机构30动作。当翻转机构30工作时,首先,支撑板31上的锁紧件处于锁紧态固定管材,然后,如5图所示,第二连接杆33顺时针摆动,进而驱动支撑板31靠近储料装置10的端部绕支撑板31远离储料装置10的端部转动,直至支撑板31转动至第二位置,其中,第二位置可以为270
°
或者大于270
°
的角度,以便管材的预设面朝上设置。最后,支撑板31上的锁紧件处于解锁态,管材脱离支撑板31,接着支撑板31恢复至第一位置。
45.如图2和图4所示,作为可实现的方式,储料装置10包括第一传输件11和第二传输件12,第一传输件11的输出端与第二传输件12衔接,以便管材自第一传输件11进入第二传输件12,第一传输件11沿第一方向传输,第二传输件12沿第二方向传输,第一方向与第二方向相反,第二方向朝向出料口。
46.需要说明的是,第一传输件11和第二传输件12可以为皮带传输机构、履带传输机构或者其他机构,以便于驱动管材运动。第二方向朝向出料口,第一方向与第二方向相反,上述设置延长了管材的输出路径,以便控制相邻两个管材等间距输出,方便后续机构动作。
47.具体地,第一传输件11为倾斜设置的滑板,管材靠自重下滑,第二传输件12为皮带或履带传输机构。第二传输件12水平设置,第一传输件11位于第二传输件12的正上方,以使第一传输件11的正投影完全落于第二传输件12上。第一传输件11的输出端靠近第二传输件12的输入端,第一传输件11的输出端至第二传输件12的距离d大于一个管材的厚度且小于两个管材的厚度,第一传输件11的输入端远离第二传输件12的输出端。上述设置,结构紧凑,降低能耗。
48.如图2和图3所示,作为可实现的方式,上料机构20包括提升组件21和连接至提升组件21的抓取组件22,抓取组件22用于抓取所述管材,提升组件2驱动抓取组件22可相对出料口上下运动。
49.具体地,提升组件21包括滑轨211、与滑轨211滑动配合的滑块212及抓取组件22,抓取组件22连接至滑块212上。滑轨212如图1所示,倾斜设置,抓取组件22水平设置,抓取组件22通过吸盘221吸附管材。滑块212沿滑轨211上下滑动,带动抓取组件22上下运动。
50.在一些实施例中,提升组件21还包括伸缩组件23,伸缩组件23可以为电动推杆。伸缩组件23沿管材运动方向设置,图2中虚线所示,抓取组件22通过伸缩组件23连接至滑块212,伸缩组件23驱动抓取组件22相对储料装置10水平运动,以调节抓取组件22准确抓取管材。
51.以上描述仅为本技术的较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本技术中所涉及的实用新型范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离所述实用新型构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具
有类似功能的技术特征进行互相替换而形成的技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。