1.本实用新型涉及钢铁冶金连铸技术领域,具体为一种浇注成型中间包上水口母体砖。
背景技术:
2.自2002年至2021年二十年间,小方坯连铸效率已经从坯型120mm*120mm、拉速1.6m/min,提高到坯型165*165mm、拉速4.5m/min。这意味着中间包水口的每小时过钢量从11吨提高到57吨。而中间包的寿命则从12小时提高到 48小时以上,有的钢厂甚至要求达到72小时。实践表明加长上水口是提高上水口寿命的有效手段,常规上水口母体砖是模压制品,受模压工艺对制品长径比的限制,上水口母体砖的高度不宜超过150mm,否则会降低产品的致密度和各部位密度的一致性,影响使用寿命,中间包的结构所允许最大的上水口的高度为350mm。为了实现加长水口的目的,已有的方案是将两节机压上水口拼接,这种方案存在一个不足,两节水口拼接处用火泥粘结,而火泥抵抗钢水冲刷的能力很弱,用火泥将内部氧化锆嵌件连接起来严重破坏了氧化锆嵌件的整体性,且氧化锆嵌件之间的接缝与母体砖的接缝贯通,极易发生钢水渗漏,已经引发了多起刺钢事故,为此提出一种浇注成型中间包上水口母体砖。
技术实现要素:
3.针对现有技术的不足,本实用新型提供了一种浇注成型中间包上水口母体砖,具备用耐火混凝土浇注成型方式,可实现高度240mm甚至更高尺寸母体砖的生产,密度一致性好,可以为锆心接缝提供充分的保护,经过高温烧成,与机压烘干工艺生产的母体砖相比,使用中体积稳定性好、抗冲刷和抗侵蚀性能大大加强的优点,解决了上述背景技术中提出的问题。
4.本实用新型提供如下技术方案:一种浇注成型中间包上水口母体砖,包括短杆、长杆、铁壳和通孔,所述短杆底部的中部连接有长杆,所述短杆的外表面连接有铁壳,便于该母体砖的连接,所述短杆和长杆的中部设有通孔,所述通孔的内腔与氧化锆嵌件适配,所述通孔的内腔通过粘结火泥与氧化锆嵌件连接。
5.优选的,所述短杆与长杆采用浇筑成型工艺,通过短杆与长杆生产方式的改变,可以实现加高母体砖的成型,可以根据需求调节母体砖的高度,使该母体砖的高度能实现240mm甚至更高尺寸母体砖的生产,满足实际的需求,且浇筑成型的母体砖密封一致性好,可以为锆心接缝提供充分的保护,且浇筑后经过高温烧制,提高了该母体砖体积的稳定性,抗冲刷和抗侵蚀性能及使用寿命,所述短杆的横截面积大于长杆的横截面积,所述短杆与长杆的材质均是耐火混凝土,使该母体砖具备耐火的功能,便于该母体砖的使用,所述短杆与长杆的连接处是弧形,所述短杆的形状是圆柱形,所述长杆的形状是倒置圆台形,所述长杆顶端的横截面积大于其底端的横截面积。
6.优选的,所述铁壳的高度小于短杆的高度,所述铁壳的底部与短杆的底部齐平,通
过铁壳的设置,便于该母体砖的固定。
7.与现有技术对比,本实用新型具备以下有益效果:
8.1、该浇注成型中间包上水口母体砖,采用耐火混凝土浇筑成型方式,可以实现加高母体砖的成型,可以根据需求调节母体砖的高度,使该母体砖的高度能实现240mm甚至更高尺寸母体砖的生产,满足实际的需求,且浇筑成型的母体砖密封一致性好,可以为锆心接缝提供充分的保护。
9.2、该浇注成型中间包上水口母体砖,浇筑成型后经过高温烧制而成,与挤压烘干工艺生产的母体砖相比,该母体砖使用中体积稳定性好,抗冲刷和抗侵蚀性能大大加强,提高了其使用寿命。
附图说明
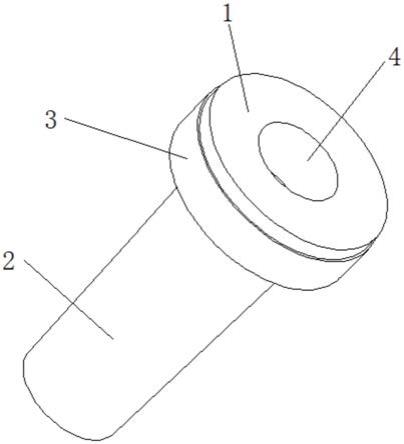
10.图1为本实用新型结构正面示意图;
11.图2为本实用新型结构图1底部示意图;
12.图3为本实用新型结构使用剖面示意图。
13.图中:1、短杆;2、长杆;3、铁壳;4、通孔;5、粘结火泥;6、氧化锆嵌件。
具体实施方式
14.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
15.请参阅图1、2和3,一种浇注成型中间包上水口母体砖,包括短杆1、长杆2、铁壳3和通孔4,短杆1底部的中部连接有长杆2,短杆1的外表面连接有铁壳3,短杆1和长杆2的中部设有通孔4,通孔4的内腔与氧化锆嵌件6适配,通孔4的内腔通过粘结火泥5与氧化锆嵌件6连接,短杆1与长杆2采用浇筑成型工艺,通过短杆1与长杆2生产方式的改变,可以实现加高母体砖的成型,可以根据需求调节母体砖的高度,使该母体砖的高度能实现240mm甚至更高尺寸母体砖的生产,满足实际的需求,且浇筑成型的母体砖密封一致性好,可以为锆心接缝提供充分的保护,且浇筑后经过高温烧制,提高了该母体砖体积的稳定性,抗冲刷和抗侵蚀性能及使用寿命,短杆1的横截面积大于长杆2的横截面积,短杆1与长杆2的材质均是耐火混凝土,使该母体砖具备耐火的功能,便于该母体砖的使用,短杆1与长杆2的连接处是弧形,短杆1的形状是圆柱形,长杆2的形状是倒置圆台形,长杆2顶端的横截面积大于其底端的横截面积。
16.铁壳3的高度小于短杆1的高度,铁壳3的底部与短杆1的底部齐平,通过铁壳3的设置,便于该母体砖的固定。
17.工作原理:使用时,该母体砖采用耐火混凝土浇注成型方式,以实现加高母体砖的成型,可实现高度240mm甚至更高尺寸母体砖的生产,浇注成型的母体砖密度一致性好,可以为锆心接缝提供充分的保护,浇注成型母体砖经过高温烧成,与机压烘干工艺生产的母体砖相比,使用中体积稳定性好、抗冲刷和抗侵蚀性能大大加强,使用时,用粘结火泥5把氧化锆嵌件6固定在通孔4的内腔内,无火泥子母口配合,保障了氧化锆嵌件的整体性,提高连
铸过程中的安全性。
18.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种浇注成型中间包上水口母体砖,包括短杆(1)、长杆(2)、铁壳(3)和通孔(4),其特征在于:所述短杆(1)底部的中部连接有长杆(2),所述短杆(1)的外表面连接有铁壳(3),所述短杆(1)和长杆(2)的中部设有通孔(4),所述通孔(4)与氧化锆嵌件适配。2.根据权利要求1所述的一种浇注成型中间包上水口母体砖,其特征在于:所述短杆(1)与长杆(2)采用浇筑成型工艺,且浇筑后经过高温烧制,所述短杆(1)的横截面积大于长杆(2)的横截面积,所述短杆(1)与长杆(2)的材质均是耐火混凝土,所述短杆(1)与长杆(2)的连接处是弧形,所述短杆(1)的形状是圆柱形,所述长杆(2)的形状是倒置圆台形,所述长杆(2)顶端的横截面积大于其底端的横截面积。3.根据权利要求1所述的一种浇注成型中间包上水口母体砖,其特征在于:所述铁壳(3)的高度小于短杆(1)的高度,所述铁壳(3)的底部与短杆(1)的底部齐平。
技术总结
本实用新型涉及钢铁冶金连铸技术领域,且公开了一种浇注成型中间包上水口母体砖,包括短杆、长杆、铁壳和通孔,所述短杆底部的中部连接有长杆,所述短杆的外表面连接有铁壳,便于该母体砖的连接,所述短杆和长杆的中部设有通孔,所述通孔的内腔与氧化锆嵌件适配,所述通孔的内腔通过粘结火泥与氧化锆嵌件连接。该浇注成型中间包上水口母体砖,采用耐火混凝土浇筑成型方式,可以实现加高母体砖的成型,可以根据需求调节母体砖的高度,使该母体砖的高度能实现240mm甚至更高尺寸母体砖的生产,满足实际的需求,且浇筑成型的母体砖密封一致性好,可以为锆心接缝提供充分的保护。可以为锆心接缝提供充分的保护。可以为锆心接缝提供充分的保护。
技术研发人员:李翔 田雪晴 李珊珊
受保护的技术使用者:青岛赛莱欧高温陶瓷有限公司
技术研发日:2021.10.19
技术公布日:2022/4/13
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。