1.本技术涉及一种蜂鸣器端盖的生产设备,尤其是涉及蜂鸣器端盖用取放装置以及应用该取放装置的组装机。
背景技术:
2.蜂鸣器是一种一体化结构的电子讯响器,采用直流电压供电,广泛应用于电子产品中,作为电子产品的发声元器件。
3.现有的蜂鸣器在装配的过程中,需要将带有正负极的端盖安装在组装板上,一般是通过人工进行安装,且保证端盖上的正负极与组装板上的端盖的安装位置相对应。但是工作人员长时间工作后手会出汗,汗渍会粘附在端盖上,影响蜂鸣器的质量。
技术实现要素:
4.为了提高蜂鸣器的质量,本技术提供蜂鸣器端盖用取放装置以及应用该取放装置的组装机。
5.第一方面,本技术提供一种取放装置,采用如下的技术方案:
6.一种取放装置,包括支撑架、取放件、驱动件和升降件,所述驱动件设置在所述支撑架上,所述驱动件驱动所述升降件在支撑架上滑移,所述取放件与升降件相连接,所述升降件带动取放件滑移连接在驱动件上。
7.通过采用上述技术方案,当安装端盖时,先利用升降件使得取放件向下移动收取端盖,再利用驱动件使得取放件在支撑架上滑移至组装板的上方,然后再次利用升降件使得取放件向下移动将端盖安装在组装板上,完成端盖的安装;在安装的工程中,无需工人进行操作,减小了汗渍粘附在端盖上的可能性,提高了蜂鸣器的质量。
8.可选的,所述取放件包括吸料管、软管和负压风机;
9.所述升降件包括气缸,所述气缸的缸体与驱动件相连接,所述气缸的活塞杆与吸料管相连接,所述软管的一端与吸料管相连通,所述软管的另一端与负压风机相连接。
10.通过采用上述技术方案,先启动气缸,气缸的活塞杆带动吸料管向下移动,使得吸料管靠近端盖;再启动负压风机,负压风机抽风,将端盖吸附在吸料管上;可调节负压风机,使得负压风机吹风,将端盖安装在组装板上,从而实现了端盖的取放。
11.可选的,所述气缸的活塞杆上连接有伺服电机,所述吸料管与伺服电机的电机轴相连接。
12.通过采用上述技术方案,启动伺服电机,伺服电机的电机轴带动吸料管转动,调节端盖上正负极的位置,使得端盖上的正负极与组装板上的安装位置相对应。
13.可选的,所述驱动件包括第一电机、第一螺杆和安装架,所述第一电机设置在支撑架上,所述第一螺杆的一端与第一电机的电机轴相连接,所述第一螺杆的另一端转动连接在支撑架上,所述安装架与第一螺杆螺纹连接,且安装架滑移连接在支撑架上,所述气缸的缸体连接在安装架上。
14.通过采用上述技术方案,启动第一电机,第一电机的电机轴带动第一螺杆转动,第一螺杆带动安装架在支撑架上滑移,安装架带动气缸在支撑架上滑移。
15.第二方面,本技术提供一种蜂鸣器端盖用组装机,采用如下的技术方案:
16.一种蜂鸣器端盖用组装机,包括机架、进料装置、用于输送组装板的收集装置、用于收集带有毛刺的端盖的废料装置以及取放装置,所述支撑架设置在机架上,所述进料装置与机架相连接,且进料装置的出料端位于取放件的下方,所述收集装置设置在机架上,所述废料装置设置在机架上,所述废料装置位于进料装置的出料一侧。
17.通过采用上述技术方案,先将组装板安装在收集装置上,再利用进料装置将端盖输送至取放件的下方,取放装置先收取端盖,然后再将端盖安装在组装板上,最后收集装置将装配好的组装板输出;在端盖的安装过程中,废料装置对带有毛刺的端盖进行收集;利用组装机安装端盖,提高了端盖的安装效率。
18.可选的,所述进料装置包括振动盘和进料轨道,所述振动盘设置在机架上,所述进料轨道设置在机架上,且进料轨道的进料端与振动盘的出料端相连接,所述进料轨道位于取放件的下方。
19.通过采用上述技术方案,先将端盖投放到振动盘中,振动盘将端盖推送至进料轨道上,然后再利用进料轨道将端盖输送至取放件的下方,完成端盖的进料。
20.可选的,还包括控制系统、设置在机架上的红外传感器及相机,所述进料轨道上设有进料槽,所述红外传感器用于在检测到进料槽内有端盖时,向控制系统发送反馈信号;所述控制系统用于在接收到反馈信号时控制取放件对端盖进行收取,所述取放件收取到端盖后,当所述取放件滑移至废料装置的上方时,所述取放件向控制系统发送提示信号;所述控制系统用于在接收到提示信号时控制相机对端盖进行拍摄,并将拍摄获得的图像信息发送至控制系统;所述控制系统还用于在接收到图像信息时,根据所述图像信息控制取放件对端盖进行处理。
21.通过采用上述技术方案,当红外传感器检测到进料槽内有端盖时,红外传感器向控制系统发送反馈信号,然后控制系统控制收取件对端盖进行收取;减小了端盖未被取放件收取的可能性;当取放件收取到端盖后,相机对端盖进行拍摄,将拍摄获得的图像信息发送至控制系统,取放件根据图像信息对端盖进行处理。
22.可选的,所述收集装置包括机座、第二电机、第二螺杆和用于安装组装板的工作台,所述机座设置在机架上,所述第二电机设置在机座上,所述第二螺杆的一端与第二电机的电机轴相连接,所述第二螺杆的另一端转动连接在机座上,所述工作台与第二螺杆螺纹连接,且工作台滑移连接在机座上。
23.通过采用上述技术方案,启动第二电机,第二电机的电机轴带动第二螺杆转动,第二螺杆带动工作台在机座上滑移,将装配好的组装板输出。
24.可选的,所述工作台上设有用于安装组装板的安装槽。
25.通过采用上述技术方案,将组装板安装在安装槽中,安装槽对组装板有一定的限位作用,避免在安装端盖的过程中,组装板发生偏移。
26.可选的,所述废料装置包括废料导轨和废料盒,所述废料导轨倾斜设置在机架上,所述废料盒放置在机架上,且废料盒承接在废料导轨的下方。
27.通过采用上述技术方案,当取放件丢弃带有毛刺的端盖时,利用废料导轨将端盖
输送至废料盒中,对带有毛刺的端盖进行收集。
28.综上所述,本技术包括以下至少一种有益技术效果:
29.1.本技术中当安装端盖时,先利用升降件使得取放件向下移动收取端盖,再利用驱动件使得取放件在支撑架上滑移至组装板的上方,然后再次利用升降件使得取放件向下移动并将端盖安装在组装板上,完成端盖的安装;在安装的过程中,无需工人进行操作,提高了蜂鸣器的质量;
30.2.本技术中利用负压风机进行抽风或吹风,实现对端盖的取放;
31.3.本技术中利用组装机安装端盖,提高了端盖的安装效率。
附图说明
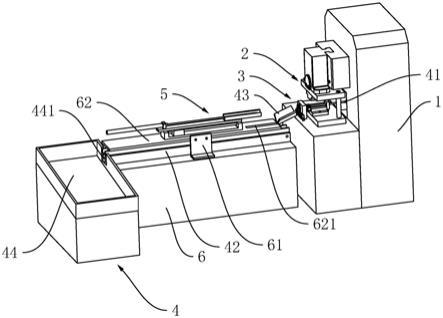
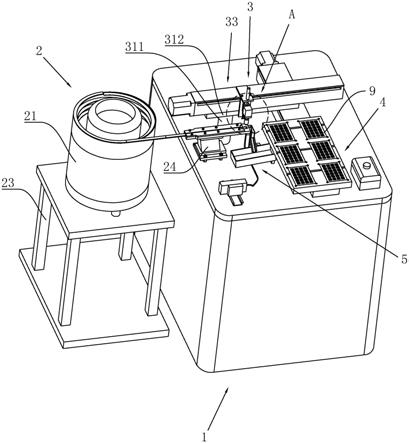
32.图1是本实施例中用于体现组装机整体的结构示意图。
33.图2是图1中a处的放大图。
34.图3是本实施例中用于体现驱动件的结构示意图。
35.图4是本实施例中用于体现收集装置的爆炸示意图。
36.图5是图4中b处的放大图。
37.附图标记说明:
38.1、机架;2、进料装置;21、振动盘;22、进料轨道;221、进料槽;222、检测孔;223、挡板;224、让位槽;23、固定架;24、安装座;3、取放装置;31、支撑架;311、竖杆;312、横板;313、机壳;3131、第一滑移槽;32、取放件;321、伺服电机;322、吸料管;323、软管;33、驱动件;331、第一电机;332、第一螺杆;333、安装架;3331、安装板;3332、水平板;334、第一滑移块;335、连接块;34、气缸;4、收集装置;41、机座;411、第二滑移槽;42、第二电机;43、第二螺杆;44、工作台;441、安装槽;45、第二滑移块;46、连接板;5、废料装置;51、废料导轨;52、废料盒;53、竖板;54、废料通道;6、红外传感器;7、相机;8、滑移件;81、升降轨道;82、升降块;83、升降板;84、支撑板;9、组装板。
具体实施方式
39.以下结合附图1-5对本技术作进一步详细说明。
40.本技术实施例公开一种蜂鸣器端盖用组装机。
41.参照图1,一种蜂鸣器端盖用组装机,包括机架1、进料装置2、取放装置3、收集装置4、废料装置5和控制系统,进料装置2与机架1相连接,取放装置3设置在机架1上,且取放装置3靠近进料装置2的出料端,收集装置4设置在机架1上,且收集装置4与进料装置2相对设置,废料装置5设置在机架1上,且废料装置5位于进料装置2和收集装置4之间;将组装板9安装在收集装置4上,进料装置2将端盖输送至取放装置3的下方,取放装置3逐一收取端盖并将端盖安装到组装板9上,当组装板9上装满端盖时,收集装置4将组装板9输出,当端盖上带有毛刺时,取放装置3将带有毛刺的端盖丢弃,废料装置5对其进行收集。
42.参照图1和图2,进料装置2包括设置在地面上的固定架23,固定架23上设有振动盘21;机架1上设有安装座24,安装座24通过螺栓与机架1相连接,安装座24上设有进料轨道22,进料轨道22焊接在安装座24上,进料轨道22的进料端与振动盘21的出料端相连接;进料轨道22的顶壁上设有进料槽221,进料槽221远离振动盘21的一端封闭设置,进料槽221的槽
底壁上设有检测孔222,检测孔222位于进料轨道22的出料端,进料轨道22上还设有两个挡板223,两个挡板223相对设置,挡板223与进料轨道22可以通过焊接连接,也可以通过螺栓连接,在本实施例中挡板223通过螺栓固定在进料轨道22的顶壁上,且挡板223水平设置,两个挡板223之间存在间隙,挡板223远离振动盘21的一端设有让位槽224,让位槽224的一侧与挡板223的端壁相连通,让位槽224相邻的一侧与间隙相连通;
43.参照图1和图2,先将多个端盖投放到振动盘21中,振动盘21将端盖推送至进料轨道22上,利用进料槽221对端盖进行输送;在端盖输送的过程中,挡板223对端盖具有一定的限位作用,避免端盖在输送的过程中被推出进料轨道22外;两个挡板223之间留有间隙,便于疏通进料槽221内的端盖,使得进料槽221内的端盖可以顺利输送;让位槽224的设置,使得取放装置3可以靠近端盖。
44.参照图1和图2,取放装置3包括支撑架31、驱动件33、取放件32和升降件,支撑架31由设置在机架1上的竖杆311和设置在竖杆311上的横板312构成的,竖杆311和横板312可以通过焊接连接,也可以一体成型,也可以通过螺栓连接,在本实施例中竖杆311和横板312一体成型且呈t型,且竖杆311位于进料轨道22的一侧。
45.参照图2和图3,驱动件33设置在横板312的顶壁上,升降件与驱动件33相连接,取放件32连接在升降件上。驱动件33包括设置在横板312顶壁上的机壳313,机壳313上设有第一滑移槽3131,机壳313的外端壁上设有第一电机331,第一电机331的电机轴同轴连接有第一螺杆332,第一螺杆332远离第一电机331的一端插入机壳313内并转动连接在第一滑移槽3131的槽端壁上,第一螺杆332上螺纹连接有第一滑移块334,第一滑移块334的底面与第一滑移槽3131的槽底壁贴合,第一滑移块334的移动轨迹与端盖的移动轨迹相平行;第一滑移块334上一体成型有连接块335,连接块335上焊接有安装架333。
46.参照图3,安装架333包括安装板3331和水平板3332,安装板3331焊接在连接块335上,且安装板3331竖直设置,水平板3332与安装板3331可以通过焊接连接,也可以一体成型,也可以通过螺栓连接,在本实施例中水平板3332通过螺栓水平固定在安装板3331的顶面上。
47.参照图3,升降件包括气缸34,气缸34的缸体竖直固定连接在水平板3332的顶壁上,且气缸34的活塞杆穿过水平板3332,气缸34的活塞杆上固定连接有升降板83,升降板83竖直设置,升降板83远离安装板3331的侧壁上水平延伸有支撑板84,支撑板84位于升降板83的底端,支撑板84上设有伺服电机321,伺服电机321的电机轴穿过支撑板84。
48.参照图2,取放件32包括吸料管322和软管323,吸料管322同轴固定连接在伺服电机321的电机轴上,软管323的一端与吸料管322相连通,软管323的另一端外接负压风机(图中未标出)。
49.参照图3,安装板3331远离机壳313的侧壁上设有滑移件8,滑移件8包括升降轨道81和升降块82,升降轨道81竖直固定连接在安装板3331的侧壁上,升降块82与升降轨道81滑移配合,且升降块82与升降板83固定连接。
50.参照图2和图3,当端盖位于检测孔222的上方时,先启动气缸34,气缸34的活塞杆带动升降板83向下移动,使得吸料管322靠近端盖,再启动负压风机,负压风机抽风,将端盖吸附在吸料管322的底壁上,气缸34的活塞杆收缩,收起端盖;再启动第一电机331,第一电机331的电机轴带动第一螺杆332转动,第一螺杆332带动第一滑移块334在第一滑移槽3131
内滑移,第一滑移块334带动安装架333在机壳313上滑移,当端盖位于组装板9的上方时,气缸34的活塞杆再次带动升降板83向下移动,使得端盖靠近组装板9,负压风机吹风,将端盖安装在组装板9上;当端盖上的正负极位置与组装板9上的安装位置不对应时,可启动伺服电机321,伺服电机321的电机轴带动吸料管322转动,调节端盖上正负极的位置,使得端盖上的正负极位置与组装板9上的安装位置相对应。
51.参照图4,收集装置4包括设置在机架1上的机座41,机座41上设有第二滑移槽411,机座41的端壁上设有第二电机42,第二电机42的电机轴同轴设有第二螺杆43,第二螺杆43的轴线与端盖的移动轨迹相垂直,第二螺杆43远离第二电机42的一端插入机座41中并转动连接在第二滑移槽411的槽端壁上;第二螺杆43上螺纹连接有第二滑移块45,第二滑移块45的底面与第二滑移槽411的槽底壁贴合,第二滑移块45上固定连接有连接板46,连接板46的两端伸出第二滑移槽411,且连接板46的纵截面呈u型,连接板46上固定连接有工作台44,工作台44水平滑移连接在机座41上;工作台44上设有安装槽441,安装槽441可以为两个、四个、六个不等,本实施例中安装槽441为六个,六个安装槽441三个构成一组,两组安装槽441相对设置,组装板9嵌入安装槽441内;当同一排的组装板9装配完成后,启动第二电机42,第二电机42的电机轴带动第二螺杆43转动,第二螺杆43带动第二滑移块45在第二滑移槽411内滑移,第二滑移块45带动工作台44将装配好的组装板9进行输送。
52.参照图4和图5,机架1上竖直固定连接有竖板53,竖板53位于安装座24和工作台44之间,竖板53远离安装座24的侧壁上焊接有废料通道54,废料装置5包括焊接在废料通道54上的废料导轨51和废料盒52,废料导轨51向下倾斜设置,废料通道54位于废料导轨51的进料端,废料盒52放置在机架1上,且废料盒52位于废料导轨51出料端的下方。
53.参照图4和图5,机架1上安装有红外传感器6,红外传感器6的检测端延伸至检测孔222内;机架1上还安装有相机7,相机7位于竖板53和工作台44之间,当端盖输送至检测孔222的上方时,红外传感器6会触发并发送反馈信号至控制系统,控制系统在接收到反馈信号的同时会发送第一控制信号至负压风机,负压风机在接收到第一控制信号的同时会启动,进行抽风,将端盖吸附在吸料管322的底壁上,然后第一螺杆332带动安装架333在机壳313上水平滑移,当端盖位于废料通道54的上方时,负压风机发送提示信号至控制系统,控制系统在接收到提示信号的同时会发送第二控制信号至相机7;相机7在接收到第二控制信号的同时会启动,对吸料管322上的端盖进行拍摄,并将拍摄获得的图像信息回传至控制系统,控制系统在接收到图像信息后,会将图像信息与预设的标准图像进行比对,以判断端盖是否存在瑕疵或者反向的异常现象;
54.存在瑕疵的异常现象包括端盖上具有毛刺;
55.存在反向的异常现象包括端盖上的正负极位置与组装板9上的安装位置不对应;
56.若比对结果为端盖存在瑕疵,控制系统控制负压风机进行吹风,将吸料管322上的端盖吹至废料通道54中,端盖通过废料导轨51滑落至废料盒52中;
57.若比对结果为端盖反向,控制系统控制伺服电机321,伺服电机321启动,伺服电机321的电机轴带动吸料管322转动,调节端盖上正负极的位置,使得端盖上的正负极位置与组装板9上的安装位置相对应;
58.若比对结果为不存在异常现象,则第一螺杆332带动安装架333在机壳313上继续水平滑移,当端盖位于组装板9的上方时,气缸34的活塞杆带动升降板83向下移动,使得端
盖靠近组装板9,负压风机吹风,将端盖安装在组装板9上,完成端盖的安装。
59.本技术实施例一种蜂鸣器端盖用组装机的实施原理为:先将多个端盖投放到振动盘21中,振动盘21将端盖推送至进料槽221中,端盖通过进料槽221进行输送;当端盖位于检测孔222的上方时,气缸34的活塞杆带动升降板83向下移动,使得吸料管322靠近端盖,负压风机抽风,将端盖吸附在吸料管322的底壁上,然后气缸34的活塞杆收缩,将端盖提起;第一电机331的电机轴带动第一螺杆332转动,第一螺杆332带动安装架333在机壳313上水平滑移;当端盖位于废料通道54的上方时,相机7对端盖进行拍摄,当端盖上具有毛刺时,负压风机吹风,将吸料管322上的端盖吹至废料通道54中,端盖通过废料导轨51滑落到废料盒52中;当端盖上的正负极位置与组装板9上的安装位置不对应时,伺服电机321的电机轴带动吸料管322转动,调节端盖上正负极的位置;当端盖无毛刺且正负极位置与组装板9上的安装位置相对应时,第一螺杆332继续带动安装架333在机壳313上水平滑移,当端盖位于组装板9的上方时,气缸34的活塞杆再次带动升降板83向下移动,使得端盖靠近组装板9,负压风机吹风,将端盖安装在组装板9上,完成端盖的安装。
60.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。