1.本发明涉及一种能够将搬送路径上的被搬送物搬送至从该搬送路径分支出的分支路径的分支设备。
背景技术:
2.以往,作为能够将搬送路径上的被搬送物搬送至从该搬送路径分支出的分支路径的分支设备,已知有日本特开2008-30860号公报以及日本特开2009-298573号公报所示那样的设备。
3.日本特开2008-30860号公报的分支设备在搬送路径中的规定部位的侧方形成有:与搬送路径成直角地分支出的分支路径。在该规定部位,沿着搬送路径的方向以及相对于搬送路径而言的横向,分别配设多个形成搬送面的搬送辊。配设于上述规定部位的各个搬送辊构成为:围绕纵轴心而旋转自如。搬送辊通过旋转动装置而在搬送路径的方向以及横向上呈直角地旋转。上述搬送辊通过旋转驱动装置而被连动连结。在搬送路径上的被搬送物位于规定部位时,停止该旋转驱动装置的驱动。另外,在回旋动作装置使搬送路径的方向的搬送辊在横向上旋转之后,上述旋转驱动装置进行驱动。
4.另一方面,日本特开2009-298573号公报的分拣设备具有:用于搬送物品的主搬送路、连接于主搬送路的侧部的分支搬送路、以及配设于主搬送路上的与分支搬送路之间的分支部的分拣装置。设置在上述分拣设备的分拣装置具备:分别在主搬送路的搬送方向以及宽度方向上隔开规定间隔地排列的能够驱动旋转的多个送出辊。该送出辊在将从主搬送路的搬送上游侧被搬送来的物品向分支搬送路进行送出时,朝向分支搬送路而从主搬送路的搬送面突出。在日本特开2009-298573号公报的分拣设备中,多个送出辊之中的主搬送路的搬送最上游侧的送出辊配设于主搬送路的分支部中的搬送上游侧,而且,主搬送路的搬送最下游侧的且最靠向分支搬送路侧的送出辊配设于分支搬送路的中心线的延长线上,由此,即便是在宽度尺寸与分支搬送路的宽度相同程度的较大的物品被送出于分支搬送路的情况下,最后送出该物品的送出辊也能够将该物品从重心的大致正后方推出。
技术实现要素:
5.然而,在日本特开2008-30860号公报所示那样的分支设备中,在将搬送路径上的被搬送物向分支路径分支而进行搬送之时,由于需要使被搬送物在搬送路径的分支部进行暂时停止,因此,会出现被搬送物的搬送效率呈现不良的问题。
6.另外,在日本特开2009-298573号公报所示那样的分支设备中,在将搬送路径上的被搬送物向分支路径分支而进行搬送之时,虽然不需要使被搬送物在搬送路径的分支部进行暂时停止,但无法将被搬送物的搬送方向急速(向直角方向)地进行变更,另外,会出现:无法不改变被搬送物的姿势而平行地分支来进行搬送的问题。
7.因此,本发明的目的在于提供一种:在将搬送路径上的被搬送物向分支路径分支而进行搬送之时不必使被搬送物在搬送路径的分支部进行暂时停止就能够高效地搬送被
搬送物的分支设备。
8.本发明想要解决的课题如上所述,接下来说明解决该课题的手段。
9.即,本发明的分支设备是使搬送路径上的被搬送物朝向与所述搬送路径成直角地分支出的分支路径进行分支来进行搬送的设备,所述分支设备具备:搬送辊,其在所述搬送路径上的朝向所述分支路径分支的分支部配设有多个,形成所述搬送路径的搬送面,而且,能够围绕纵轴心进行转动;分支搬送辊,其在所述分支路径的上游侧端部配设有多个,形成所述分支路径的搬送面,而且,能够围绕纵轴心进行转动;以及控制装置,其对所述搬送辊以及所述分支搬送辊的转动进行控制,所述控制装置根据朝向所述分支部被搬送的所述被搬送物的搬送速度以及加减速状态,来对所述搬送辊以及所述分支搬送辊的转动时刻进行控制,使所述被搬送物从所述搬送路径朝向所述分支路径分支来进行搬送。
10.在此,所谓的被搬送物的加减速状态是指:被搬送物进行加速来被搬送的状态、被搬送物进行减速来被搬送的状态、或者被搬送物以恒速来被搬送的状态之中的任意一个状态。另外,所谓的“直角”是指:包含有规定的允许误差在内的90度的角度。
11.在上述构成中,搬送辊以及分支搬送辊的转动时刻是根据朝向分支部被搬送的被搬送物的搬送速度以及加减速状态而被控制。
12.本发明的分支设备在上述分支设备的基础之上,具备:设置在比所述分支部更靠上游侧的所述搬送路径且对朝向所述分支部被搬送的所述被搬送物进行检测的传感器,所述控制装置基于由所述传感器检测到的所述被搬送物的搬送速度以及加减速状态,来预测所述被搬送物被搬送到所述分支部的规定位置之时的所述被搬送物的搬送速度以及加减速状态,并基于预测到的所述被搬送物的搬送速度以及加减速状态,来对所述搬送辊以及所述分支搬送辊的转动时刻进行控制。
13.在上述构成中,依据基于由传感器检测到的被搬送物的搬送速度以及加减速状态而预测的被搬送到分支部的规定位置的被搬送物的搬送速度以及加减速状态,来对搬送辊以及分支搬送辊的转动时刻进行控制。
14.本发明的分支设备在上述分支设备的基础之上,所述控制装置分别对所述搬送辊的转动时刻与所述分支搬送辊的转动时刻进行控制。
15.在上述构成中,搬送辊与分支搬送辊在各自单独的时刻进行转动。
16.本发明的分支设备在上述分支设备的基础之上,在所述分支部中分别配设在所述搬送路径的方向以及相对于所述搬送路径而言的横向上的多个搬送辊在所述搬送路径的方向上按照规定数量的每组搬送辊进行划分,而形成多个搬送辊单元,所述控制装置按照每一所述搬送辊单元而对搬送辊的转动时刻进行控制。
17.在上述构成中,搬送辊是按照在分支部形成的多个搬送辊单元的每一个而在各自单独的时刻进行转动。
18.本发明的分支设备在上述分支设备的基础之上,所述控制装置按照所述被搬送物所经过的每一所述搬送辊单元而对所述搬送辊的转动时刻进行控制。
19.在上述构成中,搬送辊按照被搬送物所经过的每一搬送辊单元而进行转动。
20.发明效果
21.根据本发明的分支设备,由于根据朝向分支部被搬送的被搬送物的搬送速度以及加减速状态,来对搬送辊以及分支搬送辊的转动时刻进行控制,因此,不必使被搬送物在搬
送路径的分支部进行暂时停止,就能够从搬送路径朝向成直角地分支出的分支路径分支来进行搬送。
附图说明
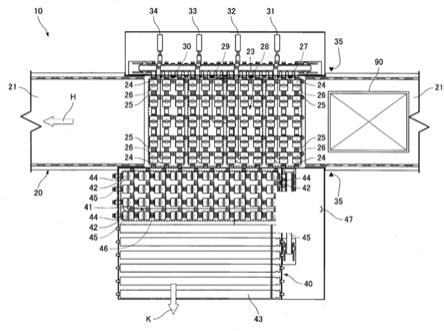
22.图1是表示本发明所涉及的分支设备的概略俯视图。
23.图2是表示本发明所涉及的分支设备的控制构成的框图。
24.图3a是表示在搬送路径上搬送物品的情况下的本发明所涉及的分支设备的概略俯视图。
25.图3b是表示将物品从搬送路径向分支路径分支来进行搬送的情况下的本发明所涉及的分支设备的概略俯视图。
26.图4a是表示本发明所涉及的分支设备中的、物品被搬送到分支部之前的搬送辊以及分支搬送辊的动作状态的概略俯视图。
27.图4b是表示本发明所涉及的分支设备中的、物品被搬送到分支部的中途的搬送辊以及分支搬送辊的动作状态的概略俯视图。
28.图5a是表示本发明所涉及的分支设备中的、物品从分支部被搬送到分支路径的中途的搬送辊以及分支搬送辊的动作状态的概略俯视图。
29.图5b是表示本发明所涉及的分支设备中的、物品被搬送到分支路径之时的搬送辊以及分支搬送辊的动作状态的概略俯视图。
具体实施方式
30.下面,说明本发明的实施方式的分支设备10。另外,本发明并非仅限定于以下所示的分支设备10。
31.如图1以及图2所示,分支设备10主要由以下部件构成,即:对物品90(“被搬送物”的一例)进行搬送的搬送路径20、与搬送路径20成直角地分支出的分支路径40、以及对分支设备10的整体进行控制的总控制器15(“控制装置”的一例)。在分支设备10,从搬送路径20的搬送上游侧搬送来的物品90根据需要而被分拣到搬送路径20的搬送下游侧或者分支路径40。
32.搬送路径20是用于搬送物品90的主要的搬送路径。搬送路径20通过带式输送机21而构成。另外,搬送路径20并非仅限定于带式输送机21,例如,也可以通过驱动式的辊式输送机来构成。带式输送机21通过由总控制器15控制的马达22而被驱动。
33.在搬送路径20上设置有:用于使从搬送路径20的搬送上游侧搬送来的物品90朝向分支路径40分支来进行搬送的分支部23。分支部23是:搬送路径20上的向分支路径40分支的分支部分。在分支部23的侧部连接有分支路径40的上游侧端部41。
34.在分支部23配设有多个搬送辊24。搬送辊24的辊面形成:搬送路径20的搬送面。沿着与搬送路径20的搬送方向h水平地正交的方向来配置横辊轴25,搬送辊24旋转自如地被支撑于横辊轴25。沿着与搬送路径20的搬送方向h在铅垂方向上正交的方向来配置纵轴26,搬送辊24通过纵轴26以及横辊轴25而被支撑。搬送辊24设置成:围绕纵轴26的轴心而转动自如。搬送辊24通过围绕纵轴26的轴心进行转动,而相对于搬送路径20的搬送方向h以规定的角度水平地转动,使得物品90的搬送方向发生变更。
35.搬送辊24在分支部23被配设成:沿着搬送路径20的方向(搬送路径20的搬送方向h)以及相对于搬送路径20而言的横向(与搬送路径20的搬送方向h水平地正交的方向)的各个方向而排列多个。搬送辊24按照沿着搬送路径20的方向而配设的规定数量的每组搬送辊24进行划分,按照被划分出的每组搬送辊24,来形成搬送辊单元27、28、29、30。搬送辊24的驱动按照每一搬送辊单元27、28、29、30而被控制。搬送辊24连接于:按照每一搬送辊单元27、28、29、30而设置的驱动装置31、32、33、34。搬送辊24通过驱动装置31、32、33、34的驱动而进行:基于横辊轴25的旋转、以及基于纵轴26的转动。驱动装置31、32、33、34通过马达等而构成。驱动装置31、32、33、34连接于总控制器15。驱动装置31、32、33、34的驱动通过总控制器15而被控制。即,搬送辊24基于横辊轴25进行的旋转、以及搬送辊24基于纵轴26进行的转动是通过总控制器15而被控制。
36.在搬送路径20设置有:对物品90进行检测的传感器35。具体而言,传感器35设置在:比分支部23更靠上游侧、且是搬送路径20的侧方的位置。传感器35对从搬送路径20的搬送上游侧朝向分支部23而被搬送的物品90进行检测。即,传感器35检测:有无想要进入分支部23的物品90。传感器35连接于总控制器15。传感器35向总控制器15发送检测信号。
37.分支路径40是:从搬送路径20上的分支部23中与搬送路径20成直角地分支出来的搬送路径。在此,所谓的“直角”是:包含有规定的允许误差在内的90度的角度。分支路径40的上游侧端部41连接于:搬送路径20的分支部23中的一侧方(图1中,相对于搬送路径20的搬送方向h而为左侧)。分支路径40的上游侧端部41通过多个分支搬送辊42而构成。分支路径40的其他部分主要通过辊输送机43而构成。
38.分支搬送辊42的辊面形成:分支路径40的搬送面。沿着与分支路径40的搬送方向k水平地正交的方向来配置横辊轴44,分支搬送辊42旋转自如地被支撑于横辊轴44。沿着与分支路径40的搬送方向k在铅垂方向上正交的方向来配置纵轴45,分支搬送辊42通过纵轴45以及横辊轴44而被支撑。分支搬送辊42设置成:围绕纵轴45的轴心而转动自如。分支搬送辊42通过围绕纵轴45的轴心进行转动,而相对于分支路径40的搬送方向k以规定的角度水平地转动,将从搬送路径20搬送来的物品90向分支路径40的搬送下游侧引导。分支搬送辊42被配设成:在分支路径40的上游侧端部41,沿着分支路径40的方向(分支路径40的搬送方向k)以及相对于分支路径40而言的横向(与分支路径40的搬送方向k水平地正交的方向)的各个方向而排列多个,由此形成分支搬送辊单元46。分支搬送辊42作为分支搬送辊单元46的整体而连接于第5驱动装置47。分支搬送辊42通过第5驱动装置47的驱动而进行:基于横辊轴44的旋转、以及基于纵轴45的转动。第5驱动装置47通过马达等构成。第5驱动装置47连接于总控制器15。第5驱动装置47的驱动通过总控制器15而被控制。即,分支搬送辊42基于横辊轴44的旋转、以及分支搬送辊42基于纵轴45的转动通过总控制器15而被控制。
39.如图2所示,总控制器15连接于:对搬送辊单元27、28、29、30进行控制的驱动装置31、32、33、34、以及对分支搬送辊单元46进行控制的第5驱动装置47。总控制器15对驱动装置31、32、33、34、47进行控制。总控制器15连接于:对搬送路径20的带式输送机21进行驱动的马达22。总控制器15对马达22进行控制,而且,接收来自马达22的驱动信号。总控制器15连接于传感器35。总控制器15接收来自传感器35的检测信号。
40.接下来,说明搬送辊24以及分支搬送辊42的动作。
41.如图3a以及图3b所示,在分支设备10,搬送辊24配置成:其辊面为与搬送路径20的
搬送方向h相同的方向。同样地,分支搬送辊42配置成:其辊面为与分支路径40的搬送方向k相同的方向。如图3a所示,搬送辊24以及分支搬送辊42在将从搬送路径20的搬送上游侧搬送来的物品90保持不变地沿着搬送路径20的搬送方向h而向搬送路径20的搬送下游侧进行搬送的情况下,其辊面不转动地被保持。
42.另一方面,如图3b所示,在从搬送路径20的搬送上游侧搬送来的物品90经由分支部23而向分支路径40分支来进行搬送的情况下,搬送辊24的辊面通过驱动装置31、32、33、34而相对于分支部23以规定的角度进行转动。同样地,分支搬送辊42的辊面通过第5驱动装置4而相对于分支路径40以规定的角度进行转动。具体而言,纵轴26通过驱动装置31、32、33、34进行转动,由此搬送辊24的辊面相对于搬送路径20的搬送方向h而向分支路径40侧倾斜45度。同样地,纵轴45通过第5驱动装置47进行转动,由此分支搬送辊42的辊面相对于分支路径40的搬送方向k而向搬送路径20侧倾斜45度。
43.接下来,说明搬送辊24以及分支搬送辊42的动作控制。
44.如图1以及图2所示,搬送辊24基于横辊轴25的旋转(以下称之为搬送辊24的旋转)、以及基于纵轴26的转动(以下称之为搬送辊24的转动)通过总控制器15而被控制。同样地,分支搬送辊42基于横辊轴44的旋转(以下称之为分支搬送辊42的旋转)、以及基于纵轴45的转动(以下称之为分支搬送辊42的转动)通过总控制器15而被控制。具体而言,总控制器15对驱动装置31、32、33、34、47的驱动进行控制,由此,对搬送辊24的旋转及转动、以及分支搬送辊42的旋转及转动进行控制。
45.总控制器15根据搬送路径20以及分支路径40上的物品90的搬送状况,来对搬送辊24的旋转及转动、以及分支搬送辊42的旋转及转动进行控制。例如,在物品90滞留于搬送路径20的搬送下游侧的情况下,总控制器15使搬送辊24的旋转停止下来。另外,在物品90滞留于分支路径40的搬送下游侧的情况下,总控制器15使分支搬送辊42的旋转停止下来。此外,在物品90从搬送路径20向分支路径40分支来进行搬送的情况下,总控制器15使搬送辊24以及分支搬送辊42进行转动。
46.在分支设备10,通常情况下,物品90是以与搬送路径20的带式输送机21的搬送能力相对应的恒定的搬送速度在搬送路径20上被搬送。而且,即便在物品90从搬送路径20向分支路径40分支来被搬送之时,也是以与在搬送路径20上被搬送的搬送速度相同的速度进入分支部23,朝向分支路径40而被搬送。
47.另一方面,在分支设备10,由于根据搬送路径20以及分支路径40上的物品90的搬送状况而使物品90停止下来,因此,在将物品90从搬送路径20向分支路径40分支来进行搬送之时,物品90一边加速一边进入于分支部23,或者,物品90一边减速一边进入于分支部23。由此,总控制器15根据从搬送路径20的搬送上游侧被搬送的物品90的搬送速度以及加减速状态。来进行搬送辊24以及分支搬送辊42的转动的控制。在此,所谓的“物品90的加减速状态”是指:物品90一边加速一边被搬送的状态、物品90一边减速一边被搬送的状态、或者物品90以恒速被搬送的状态之中的任意状态。
48.具体而言,首先,总控制器15基于从传感器35发送来的检测信号,来计算出物品90经过传感器35之时的物品90的搬送速度以及加减速状态。详细而言,总控制器15在接收到来自传感器35的检测信号时,判断搬送路径20的带式输送机21的马达22的驱动信号是否为on。而且,总控制器15在判断为马达22的驱动信号为on的情况下,计算出:马达22的驱动信
号成为on之后至物品90经过传感器35为止的时间,并判断所计算出的时间是否经过了固定时间(设定加速时间)。总控制器15在判断为上述所计算出的时间已经过了固定时间的情况下,判断为:物品90以恒速被搬送的状态。另外,总控制器15在判断为上述所计算出的时间没有经过固定时间的情况下,则判断为物品90一边加速一边被搬送的状态。另一方面,总控制器15在判断为马达22的驱动信号为off的情况下,则判断为物品90一边减速一边被搬送的状态。
49.另外,同时地,总控制器15在接收到来自传感器35的检测信号时,基于物品90已经过传感器35之时的带式输送机21的搬送速度,来计算出:物品90已经过传感器35之时的物品90的搬送速度。
50.此外,总控制器15基于如上所述计算出的经过传感器35之时的物品90的搬送速度以及加减速状态,来预测:物品90到达分支部23上的分支点p之时的物品90的搬送速度以及加减速状态,而且,预测:物品90的下游端(在物品90的搬送方向上,为前侧端)经过分支点p的时刻。即,总控制器15以传感器35已检测到物品90的时刻为起点,来预测物品90的此后的位置。在此,所谓的分支点p是指:在根据带式输送机21的搬送能力而以恒速被搬送来的物品90从搬送路径20向分支路径40分支来进行搬送之时,朝向分支路径40开始斜行的分支部23上的位置。根据物品90的尺寸、带式输送机21的搬送能力(物品90的搬送速度)来设定分支点p。根据带式输送机21的搬送能力而以恒速被搬送的物品90在分支点p处开始斜行,由此,一边保持其搬送速度以及姿势,一边以平行且稳定的分支轨迹而向分支路径40被搬送。另外,对于物品90何时到达分支点p的判断不是仅仅限定在以物品90的搬送方向前侧端(物品90的搬送下游侧端)作为基准来进行的,也可以将物品90的搬送方向后侧端(物品90的搬送上游侧端)、或者物品90的中心作为基准来进行判断。
51.总控制器15基于所预测的分支点p处的物品90的搬送速度及加减速状态、以及物品90的下游端经过分支点p的时刻,来控制:使搬送辊24以及分支搬送辊42进行转动的时刻(转动时刻)。具体而言,总控制器15在预测为物品90以恒速被搬送到分支点p时,在物品90的搬送方向前侧端经过分支点p的时刻使搬送辊24以及分支搬送辊42进行转动。
52.另外,总控制器15在预测为物品90一边加速一边经过分支点p,或者预测为物品90一边减速一边经过分支点p时,在物品90的搬送方向前侧端经过分支点p之后又经过了规定时间后使搬送辊24以及分支搬送辊42进行转动。即,总控制器15在预测为物品90以比恒速还低的速度经过分支点p时,在物品90的搬送方向前侧端从分支点p经过搬送下游侧的时刻使搬送辊24以及分支搬送辊42进行转动。在此,所谓的规定时间是指:将以恒速搬送物品90之时的物品90的搬送速度设定为基准的时间。该规定时间是通过将物品90以恒速进行搬送之时的物品90的搬送速度、与物品90经过分支点p之时的物品90的搬送速度的速度比率来被设定的。即,如果将物品90以恒速进行搬送之时的物品90的搬送速度、与物品90经过分支点p之时的物品90的搬送速度是相同速度,则上述规定时间是零,随着物品90经过分支点p之时的物品90的搬送速度慢于将物品90以恒速进行搬送之时的物品90的搬送速度,使得上述规定时间变长。
53.在物品90一边加速一边经过分支点p的情况下或者物品90一边减速一边经过分支点p的情况下,相比于物品90以恒速经过分支点p的情况,其搬送速度要慢。由此,当在物品90已经过分支点p的时刻使搬送辊24以及分支搬送辊42进行转动时,无法在与将物品90以
恒速进行搬送的情况相同的分支轨道上来搬送物品90,也就无法一边保持物品90的姿势一边将物品90以平行且稳定的分支轨迹而向分支路径40进行搬送。因此,在物品90一边加速一边经过分支点p的情况、或者物品90一边减速一边经过分支点p的情况下,相比于物品90以恒速经过分支点p的情况,使搬送辊24以及分支搬送辊42的转动时刻延迟,由此,能够在与物品90以恒速被搬送的情况相同的分支轨道上对物品90进行搬送。
54.总控制器15对搬送辊24的转动时刻、以及分支搬送辊42的转动时刻分别单独地进行控制。具体而言,如图4a、图4b、图5a以及图5b所示,总控制器15在物品90以恒速被搬送到分支点p的情况下,在物品90的搬送方向前侧端经过了分支点p的时刻,使搬送辊24以及分支搬送辊42以规定的角度进行转动。接着,总控制器15在物品90经过搬送路径20的分支部23而向分支路径40被搬送的时刻,在以规定的角度对分支搬送辊42进行保持的状态下只使搬送辊24转动到初始位置。最后,总控制器15在物品90从分支路径40的搬送上游侧经过了的时刻,使分支搬送辊42转动到初始位置。
55.另外,总控制器15按照每一搬送辊单元27、28、29、30,对搬送辊24的转动时刻进行控制。即,搬送辊单元27、28、29、30被分成4个,各个搬送辊单元27、28、29、30独立地进行分支动作。具体而言,如图4b所示,总控制器15在物品90以恒速被搬送到分支点p的情况下,在物品90的搬送方向前侧端经过了分支点p的时刻使搬送辊单元27、28、29的搬送辊24以规定的角度进行转动。接下来,总控制器15如图5a所示,在物品90载放到第4搬送辊单元30的搬送辊24上的时刻,使第4搬送辊单元30的搬送辊24以规定的角度进行转动。这样,按照每一搬送辊单元27、28、29、30而对搬送辊24的转动时刻进行控制,由此,能够在物品90到达之后再使搬送辊24进行转动而开始分支动作,能够对物品90的整体施加朝向倾斜方向的搬送力。另外,能够与物品90的尺寸相匹配地以稳定的动作来进行物品90的平行分支。
56.此外,总控制器15按照物品90所经过的每一搬送辊单元27、28、29、30来对搬送辊24的转动时刻进行控制。具体而言,如图5a所示,总控制器15会随着物品90从搬送路径20的搬送上游侧向分支路径40分支而被搬送,在物品90所经过的时刻,从搬送上游侧的第1搬送辊单元27起依次地按照每一搬送辊单元27、28、29、30,使搬送辊24转动到初始位置。如图5b所示,由于物品90向分支路径40被搬送,从而总控制器15会使搬送辊单元27、28、29、30的所有搬送辊24转动到初始位置。这样,按照物品90所经过的每一搬送辊单元27、28、29、30,对搬送辊24的转动时刻进行控制,由此,物品90所经过的搬送辊单元27、28、29、30能够接受后续的物品90。
57.综上所述,根据本实施方式,搬送辊24以及分支搬送辊42的转动时刻根据朝向分支部23而被搬送的物品90的搬送速度以及加减速状态,而被控制,所以不必使物品90在分支部23进行暂时停止就能够从搬送路径20朝向成直角地分支出的分支路径40分支来进行搬送。
58.另外,在本实施方式中,搬送辊24以及分支搬送辊42的旋转以及转动虽然是通过对分支设备10整体进行控制的总控制器15,而被控制的,但并非限定于此,也可以构成为:通过比总控制器15更加下位的控制器来被控制。
59.在本实施方式中,虽然分支路径40形成在搬送路径20的一方侧(搬送路径20的搬送方向h的左侧),但并非限定于此,分支路径40也可以形成在搬送路径20的两侧。另外,还可以形成为:使分支路径40为与搬送路径20正交。
60.在本实施方式中,规定数量的搬送辊24形成为:被划分成4个搬送辊单元27、28、29、30,但搬送辊单元的数量、按照每一搬送辊单元而被划分的搬送辊24的数量并非限定于本实施方式的数量。
61.在本实施方式中,虽然通过4个驱动装置31、32、33、34来对4个搬送辊单元27、28、29、30进行了控制,但并非限定于此,也可以通过1个驱动装置来对4个搬送辊单元27、28、29、30进行控制。
62.在本实施方式中,传感器35虽然是对从搬送路径20的搬送上游侧朝向分支部23而被搬送的物品90进行检测的传感器,但并非限定于此,也可以是:具有对物品90进行检测的功能且还具有对物品90的搬送速度进行检测的功能的传感器。
63.附图标记说明
64.10
…
分支设备;15
…
总控制器(控制装置);20
…
搬送路径;23
…
分支部;24
…
搬送辊;26
…
纵轴;27
…
第1搬送辊单元(搬送辊单元);28
…
第2搬送辊单元(搬送辊单元);29
…
第3搬送辊单元(搬送辊单元);30
…
第4搬送辊单元(搬送辊单元);35
…
传感器;40
…
分支路径;41
…
分支路径的上游侧端部;42
…
分支搬送辊;45
…
纵轴;90
…
物品(被搬送物)。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
