1.本发明属于胶带包装设备领域,尤其涉及一种胶带包装全自动落料机。
背景技术:
2.胶带是由基材和胶黏剂两部分组成,其表面上涂有一层粘着剂。胶带母料卷在生产完成后,需要分切成带宽较窄的胶带小卷;分切完成后还需要在包装线上对小卷胶带进行高温塑封包装,塑封完成后需要人工将胶带成品一卷一卷从包装线的承接座上取下,再放到下一道工序的传送带上,因包装线生产速度较快,每分钟120卷,现有的人工取料方式劳动强度大,生产速度遇到了瓶颈,而且人工操作时精神高度集中,一个人连续取料30分钟就要换人,既浪费人力也给工人的视力、体力带来影响。
技术实现要素:
3.综上所述,为完善现有生产设备的不足,本发明提供一种胶带包装全自动落料机。
4.为实现上述目的,本发明提供了如下技术方案:一种胶带包装全自动落料机,包括第一送料机构和第二送料机构,所述第一送料机构包括循环送料带和多个间隔设置于循环送料带上的用于承接胶带的承接座,所述循环送料带包括出料端,所述第二送料机构包括机台、接料输送带和送料输送带,所述接料输送带和送料输送带u型设置于机台上,所述接料输送带设置于出料端下方,所述出料端与接料输送带之间设置有用于防止胶带随离心力飞出的弧形挡板。
5.通过采用上述技术方案,由于胶带套在承接座上,因此当胶带随循环送料带移动至出料端时,胶带不会坠落,当胶带转动至循环送料带下方时,胶带随重力坠落于接料输送带上,由于接料输送带和送料输送带u型设置,胶带从接料输送带传送至送料输送带上继续向前送料,相较于现有技术采用人工将胶带一一放置于包装机前的上料装置上,本发明技术方案,通过采用上下设置第一送料机构、第二送料机构,以及第二送料机构u型设置,实现了胶带落料的自动化设置,大大节省了人力成本,同时使上料效率可以提高到每分钟130-150个,提高了生产效率;设置弧形挡板,由于本装置的输送速度快,因此胶带在自上至下的输送过程中受离心力影响存在被甩脱的情况,设置弧形挡板,当胶带脱离承接座与弧形挡板相抵,沿弧形挡板顺利下料,保障了产品不受碰伤,也提高了运行的可靠性。
6.本发明进一步设置:所述接料输送带对应所述弧形挡板的一端倾斜设置有下料输送带,所述下料输送带自上至下向接料输送带方向倾斜并与接料输送带相连,弧形挡板下端落于下料输送带上。
7.通过采用上述技术方案,当胶带沿弧形挡板滑落时,由于设置有倾斜的下料输送带,胶带可快速落于下料输送带上,再从下料输送带输送至平行设置的接料输送带上,避免高度坠落,影响胶带外观,且避免胶带滚落,进一步提高运行的稳定性。
8.本发明进一步设置:所述接料输送带的侧面设置有用于调整不同直径大小胶带位置的调节机构,所述调节机构包括设置于机台一侧的安装架、设置于安装架上的调节组件
和设置于所述接料输送带上的调节板,所述调节板与调节组件相连。
9.通过采用上述技术方案,可根据不同规格的胶带,调整调节板的位置,保证胶带不脱离u型传输的行动路径,提高运行稳定性。
10.本发明进一步设置:所述调节机构相对所述安装架的另一侧设置有用于辅助胶带与承接座脱离的转动橡胶辊轴。
11.通过采用上述技术方案,当胶带与承接座卡接过紧,移动至接料输送带上方仍无法脱落时,设置转动橡胶辊,与胶带摩擦推动胶带落料,避免影响整条生产线运行,本发明技术方案,全自动化,操作更加简单,方便,稳定性高。
12.本发明进一步设置:所述调节板包括外扩部和调节部,所述调节板设置于转动辊轴与弧形挡板之间,所述调节部与转动辊轴平齐。
13.通过采用上述技术方案,调节板包括外扩部,便于供胶带进入调节通道内,胶带随接料输送带移动与转动橡胶辊轴相接触,使胶带落料更可靠。
14.本发明进一步设置:所述调节机构为两个,分别设置于接料输送带两侧。
15.通过采用上述技术方案,进一步提高运行的稳定性。
16.本发明进一步设置:所述出料端设置有安装支架,所述弧形挡板上端与安装支架相连,所述弧形挡板弹性设置。
17.通过采用上述技术方案,弧形挡板上端固定,下端活动,且弧形挡板弹性设置,当胶带脱离承接座与弧形挡板相抵时,降低冲击力,进一步提高稳定性。
18.本发明进一步设置:所述安装支架与弧形挡板之间设置有毛刷。
19.通过采用上述技术方案,当胶带输送至出料端后与毛刷划过,增加摩擦力,避免胶带卷因惯性飞出循环送料带,且减少冲击,同时毛刷带动胶带轻微活动,避免胶带与承接座卡死,方便胶带落料。
20.本发明进一步设置:所述送料输送带端部设置有倾斜上料带。
21.通过采用上述技术方案,使将送料输送带的胶带从下至上重新回到第一送料机构的高度,便于下一工位的运行。
22.下面结合附图及实施例描述本发明具体实施方式。
附图说明
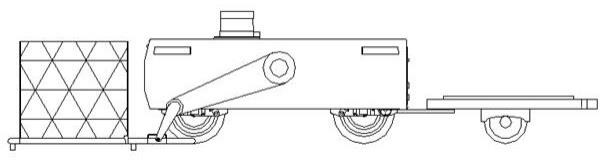
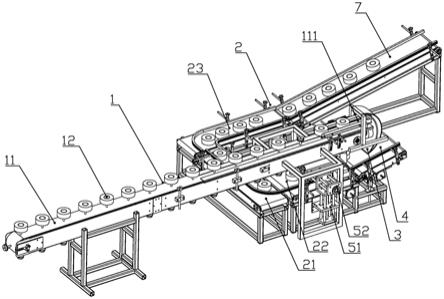
23.图1为本发明实施例的立体图;图2为本发明实施例的侧视图;图3为本发明实施例局部结构放大图;附图标记:1.第一送料机构,11.循环送料带,111.出料端,12.承接座,13.安装支架,2.第二送料机构,21.机台,22.接料输送带,23.送料输送带,3.弧形挡板,4.下料输送带,5.调节机构,51.安装架,52.调节组件,53.调节板,54.转动辊轴,6.毛刷,7.倾斜上料带。
具体实施方式
24.本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本
发明的权利要求范围内都受到专利法的保护。
25.参见附图1-3,本实施例公开的一种胶带包装全自动落料机,包括第一送料机构1和第二送料机构2,所述第一送料机构1包括循环送料带11和多个间隔设置于循环送料带11上的用于承接胶带的承接座12,所述循环送料带11包括出料端111,所述第二送料机构2包括机台21、接料输送带22和送料输送带23,所述接料输送带22和送料输送带23u型设置于机台21上,所述接料输送带22设置于出料端111下方,所述出料端111与接料输送带22之间设置有用于防止胶带随离心力飞出的弧形挡板3。
26.本实施例进一步设置:所述接料输送带22对应所述弧形挡板3的一端倾斜设置有下料输送带4,所述下料输送带4自上至下向接料输送带22方向倾斜并与接料输送带22相连,弧形挡板3下端落于下料输送带4上。
27.本实施例进一步设置:所述接料输送带22的侧面设置有用于调整不同规格胶带位置的调节机构5,所述调节机构5包括设置于机台21一侧的安装架51、设置于安装架51上的调节组件52和设置于所述接料输送带22上的调节板53,所述调节板53与调节组件52相连。
28.本实施例进一步设置:所述调节机构5相对所述安装51架的另一侧设置有用于辅助胶带与承接座12脱离的转动橡胶辊轴54。
29.本实施例进一步设置:所述调节机构5为两个,分别设置于接料输送带22两侧。
30.本实施例进一步设置:所述出料端111设置有安装支架13,所述弧形挡板3上端与安装支架13相连,所述弧形挡板3弹性设置。
31.本实施例进一步设置:所述安装支架13与弧形挡板3之间设置有毛刷6。
32.本实施例进一步设置:所述送料输送带23端部设置有倾斜上料带7。
33.上述的“之间”并不仅仅指方位、位置之间,还包括指不同零件的相互作用之间的意思。
34.尽管本文较多地使用了第一送料机构1,循环送料带11,出料端111,承接座12,安装支架13,第二送料机构2,机台21,接料输送带22,送料输送带23,弧形挡板3,下料输送带4,调节机构5,安装架51,调节组件52,调节板53,转动辊轴54,毛刷6,倾斜上料带7等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。