1.本发明属于避孕套生产技术领域,具体为避孕套包装机自动检测包装缺陷的装置。
背景技术:
2.在传统避孕套生产过程中,避孕套在进入包装工序时,大部分企业是以方包机进行滴油包装生产。且通常是以人工摆套的方式将避孕套摆放在方包机的链板上,陆续通过滴油工位、钳子夹取工位、热封工位、人工拉套工位、最后质检抽样检测。通常情况下这套装置在运行过程中可能会出现钳子夹取异常,人工摆放位置偏移等问题导致避孕套在热封时,位置不准确,出现避孕套被压坏的问题,这时该避孕套为损坏避孕套,直接报废;有时还可能出现热封故障,导致热封稍不到位,后期就会导致密封不严、漏油等问题。这些问题,单靠检测部门的抽样是不够的,而且造成很大的人工成本的浪费,且仍会由较大的风险。而本发明这款避孕套包装机自动检测包装缺陷的装置巧妙的解决这一难题。
3.该装置利用避孕套热封时,热封大臂下压如遇到一侧有障碍物,则热封大臂两边应变量绝对不同这一特点,通过在热封大臂上安装应变片式压力传感器,将应变信号装换成电阻信号,在控制系统中数据处理,自动将缺陷剔除。
技术实现要素:
4.本发明的目的在于提供一种配合避孕套包装机的避孕套缺陷自动检测装置。
5.通常,避孕套包装机设置有摆套、滴油、夹取、热封等工位;传统避孕套个体包装是正面铝膜和反面铝膜在热封工位,将加了油的避孕套通过夹取装置夹取放到正反面膜中间进行热封密封。其中铝膜安装在避孕套包装机上随转盘传送至热封工位,并且避孕套也进入热封工位,实现封装;热封时,避孕套包装机的热封大臂下压,如遇到一侧有障碍物,则热封大臂两边应变量不同;根据此特点,本发明在热封大臂上安装应变片式压力传感器,将应变信号装换成电阻信号;同时设置控制系统,对电阻信号进行数据处理,自动检测出有缺陷的避孕套,并将其剔除。因此,提供的避孕套缺陷自动检测装置,具体包括:用于热封的支撑大臂,应变片式压力传感器,控制系统;其中:所述支撑大臂,由远端支架、支点支撑架、支点延展架以及机械大臂组成;其中,机械大臂是通过凸轮传动的方式上下运动,并结合下模具进行热封;如附图1所示,所述机械大臂是一块长方形板体,根据需要开有螺丝孔,作为支撑大臂的底板;支点支撑架安装在机械大臂的中间位置对应的螺丝孔内,支点延展架安装于支点支撑架的上方,使之组合与远端支架的高度一致,使安装压力传感器支架平衡;远端支架为倒l字形,其下端固定在机械大臂的一侧远端处;所述支撑大臂与包装机内的热封下模具共同组成热封装置。
6.所述应变片式压力传感器,是基于电阻应变效应原理工作的,应变片安装在压力传感器支架上方,用于测量应变片应变量;当应变片产生压缩应变时,其阻值减小;当应变片产生拉伸应变时,其阻值增加。压力传感器测到的应变片形变,通过桥式电路获得相应的
毫伏级电势,桥式电路输出连接到称重仪表,称重仪表显示出被测压力;其中,称重仪表固定在机器外部显示被测压力;压力传感器测到的应变片应变信号传输到控制系统,由控制系统进行数据分析;所述控制系统,用于对应变片式压力传感器传送过来的信号数据进行计算分析;即控制系统对支撑大臂两边的压力值进行做差取绝对值运算,并根据运算结果对避孕套封装是否有缺陷进行判别,剔除有封装缺陷的避孕套;避孕套封装缺陷具体是指避孕套热封位置不准确,被压到热封边缘,或者由于故障导致铝膜内空包,即里面没有避孕套。
7.本发明装置优势在于:(1)可自动剔除避孕套包装左、右顶头风险;(2)可自动排除一部分密封不严缺陷,减少人工抽样。
附图说明
8.图1为支撑大臂结构图示。
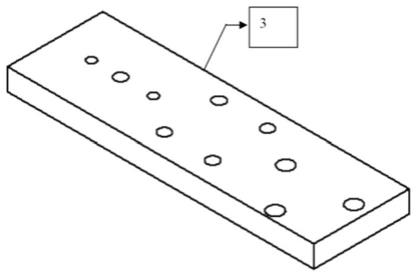
9.图2为机械大臂结构图示。
10.图3为远端支架结构图示。
11.图4为支点延展架结构图示。
12.图5为支点支撑架结构图示。
13.图6为应变式传感器。
14.图7为本发明避孕套缺陷自动检测装置俯视图。
15.图8为本发明避孕套缺陷自动检测装置工作流程图。
16.图中标号:1为远端支架,2为支点支撑架,3为机械大臂,4为支点延展架,5为压力传感器支架,6为应变片,7为控制系统。
具体实施方式
17.本发明提供的避孕套缺陷自动检测装置,具体包括:用于热封的支撑大臂,应变片式压力传感器,控制系统;其中:所述支撑大臂,由远端支架、支点支撑架、支点延展架以及机械大臂组成;其中,机械大臂是通过凸轮传动的方式上下运动,并结合下模具进行热封;如附图1所示,所述机械大臂3是一块10-20毫米厚的长方体,根据需要开有螺丝孔,作为支撑大臂的底板;支点支撑架2安装在机械大臂3的中间位置对应的螺丝孔内,支点延展架4安装于支点支撑架2的上方;远端支架1为倒l字形,其下端固定在机械大臂3的一侧远端处;所述支撑大臂与包装机内的热封下模具共同组成热封装置;所述应变片式压力传感器,是基于电阻应变效应原理工作的,压力传感器5的一端设置于支撑大臂的支点延展架4上,另一端固定在远端支架1的上端,用于测量应变片6的应变量;压力传感器5测到的应变片形变,通过桥式电路获得相应的毫伏级电势,桥式电路输出连接到称重仪表,称重仪表显示出被测压力;压力传感器测到的应变片应变信号传输到控制系统7,由控制系统进行数据分析;所述控制系统7,用于对应变片式压力传感器传送过来的信号数据进行计算分析;即控制系统对支撑大臂两边的压力值进行做差取绝对值运算,并根据运算结果对避孕套封
装是否有缺陷进行判别。避孕套封装缺陷具体是指避孕套热封位置不准确,被压到热封边缘,或者由于故障导致铝膜内空包,即里面没有避孕套。
18.本发明避孕套缺陷自动检测装置的工作流程为:当避孕套进入热封工位时,若避孕套夹取位置偏移,即未在正反面膜中间,支撑大臂热封,将避孕套压到热封区间,这时会有一边应变压力大于另一边;若避孕套位置摆放准确,即在铝膜的中间位置,支撑大臂下压热封时,应变片式压力传感器感应到的两侧压力基本一致;若避孕套热封过程出现别的意外风险,导致虽然两边压力大概持平,但是两边的应变压力值相对于上述正常的应变压力值稍小;上述三种情况都会由应变片式压力传感器将应变信号传输到控制系统,由控制系统进行数据分析;控制系统中,所述根据运算结果对避孕套封装是否有缺陷进行判别,具体判别 规则如下:当支撑大臂一边应变量大于另一边时,即结果大于50个单位值w,则说明此次包装出现左、右顶头缺陷,将此包装自动剔除;当支撑大臂两边的应变量基本一致,即结果较小,在1-10个单位值w范围内,且两边对应的应变数值分别在100-120个单位值w;对此情形,判定为优良产品,直接进入下道工序;当支撑大臂两边的应变量大体持平,即结果较小,在1-10个单位值w范围内,而两边的应变量相对于上述优良产品的应变量稍小,数值在60-80个单位值w;对此情形,判定为铝膜内压力不足,将空包剔除。
19.其中,单位值w=[应变传感器反馈值a(mv/v)*电路放大系数b*软件校正系数c] 软件调零量d,其中,1≤b ,0≤c≤100,-25535≤d≤25535。其中b根据设备调试并结合实际情况设置放大倍数,再由c再次校正;最终出来的数据通过d进行调零。
[0020]
本发明整个系统的工艺流如图8所示。首先由员工将正反面铝膜安装到位,后开机将避孕套摆放至包装机链板上,跟随链板运动到钳子夹取工位,钳子将到来的避孕套夹到正反面铝膜之间,后由支撑大臂结合下模进行热封,热封下压结束后,应变片式压力传感器将此次热封信号传送到控制系统,由控制系统简单运算分析,正常的避孕套直接去下道工序,异常的产品进行回收。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
