1.本发明主要涉及自动化整平线领域,具体是一种印刷品前序自动化整平装置。
背景技术:
2.厚的纸质印刷品常被作为包装箱、包装袋等使用,被用来包装各种商品。其外表会被印刷各种类型的图案、标识等。作为毛坯的纸板材,印刷厂通常是批量购入存放在仓库内,等到有订单后再仓库内随时取用。而由于纸板材的规格与订单原因,可能有部分纸板材长时间得不到使用而成为库存。随着纸板材的长时间存放,仓库内的纸板材有可能会因为捆绑、搬运、潮湿等原因而发生褶皱变形,导致在印刷时无法将图案印刷完整,因而这种纸板材通常只能作为废纸出售,造成了极大的浪费,为印刷厂造成了不小的损失。
技术实现要素:
3.为解决现有技术的不足,本发明提供了一种印刷品前序自动化整平装置,它能够将由于存放或者运输导致的褶皱变形纸板材进行整平,减少残次品的损耗,降低企业损失。
4.本发明为实现上述目的,通过以下技术方案实现:一种印刷品前序自动化整平装置,包括存储单元、输送单元、蒸汽单元以及平整单元,所述存储单元设置在输送单元上游,所述蒸汽单元设置在输送单元中段上方,所述平整单元连接在输送单元末端;所述存储单元包括存储架、后挡板以及两个侧挡板,所述存储架横跨在输送单元上方,所述后挡板位于存储架后侧,两个所述侧挡板与存储架滑动连接;所述输送单元包括输送架、动力机构以及若干输送轮,所述输送轮转动设置在输送架内,所述动力机构用于驱动多个所述输送轮同步转动;所述蒸汽单元包括蒸汽辊、蒸汽罩以及蒸汽发生装置,所述蒸汽辊转动安装在输送架的下游,所述动力机构用于驱动所述蒸汽辊与输送轮同步转动,所述蒸汽辊呈上下两排设置,所述蒸汽辊为空心结构且外壁上设置若干出气孔,所述蒸汽辊一端通过旋转接头与蒸汽发生装置相连接,所述蒸汽罩将蒸汽辊的安装区域笼罩;所述平整单元包括两条输送带与两个加热压板,前侧的加热压板与输送带呈上下设置,后侧的输送带与加热压板呈上下设置。
5.所述存储架与侧挡板之间设置电推杆或者液压缸,所述电推杆或者液压缸用于调节两侧挡板之间的距离。
6.所述动力机构包括驱动电机以及传动装置,所述传动装置为连接在输送轮转轴以及蒸汽辊转轴之间的传动链装置或者同步带装置。
7.两排所述蒸汽辊之间通过一级齿轮传动传递动力。
8.所述输送带与加热压板相对一面的后侧设置支撑板。
9.所述加热压板前端设置远离输送带的导引面。
10.所述输送带与加热压板之间设置调节杆,所述调节杆用于调节输送带与加热压板之间的距离。
11.所述输送带与加热压板一侧设置风机。
12.对比现有技术,本发明的有益效果是:本发明针对库存纸板材因为存放、搬运、受潮等原因而褶皱变形的问题,设计了一款整平设备,利用蒸汽与辊压的方式使纸板材整体潮湿后同步干燥,并辅以平压,使纸板材恢复平整。解决了因为纸板材褶皱而印刷不完整的问题,将本应报废处理的纸板材重新应用为次级产品,节省了企业成本。
附图说明
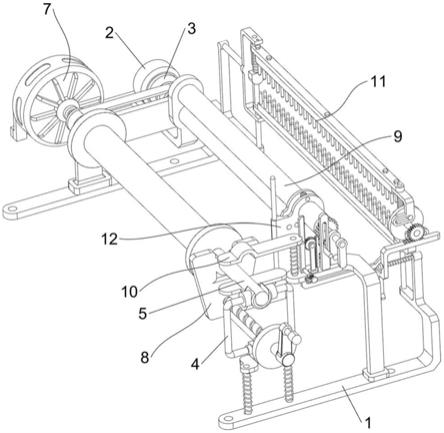
13.附图1是本发明俯视视角结构示意图;附图2是本发明主体框架立体视角结构示意图;附图3是本发明存储单元、输送单元与蒸汽单元立体视角结构示意图;附图4是本发明蒸汽单元去除蒸汽罩后的立体视角结构示意图;附图5是本发明存储单元、输送单元与蒸汽单元主视视角结构示意图;附图6是本发明平整单元主视视角结构示意图;附图7是本发明a部局部放大结构示意图;附图8是本发明b部局部放大结构示意图。
14.附图中所示标号:1、存储单元;2、输送单元;3、蒸汽单元;4、平整单元;11、存储架;12、后挡板;13、侧挡板;21、输送架;22、动力机构;23、输送轮;24、驱动电机;25、传动装置;31、蒸汽辊;32、蒸汽罩;33、蒸汽发生装置;41、输送带;42、加热压板;43、支撑板;44、导引面;45、调节杆;46、风机。
具体实施方式
15.结合附图和具体实施例,对本发明作进一步说明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所限定的范围。
16.如图1-8所示,本发明所述一种印刷品前序自动化整平装置,包括存储单元1、输送单元2、蒸汽单元3以及平整单元4,所述存储单元1设置在输送单元2上游,存储单元1作为纸板材的存放规整部件,输送单元2将存储单元1内码垛的褶皱变形纸板材进行输送。所述蒸汽单元3设置在输送单元2中段上方,当褶皱变形的纸板材经过蒸汽单元3时,蒸汽单元3对纸板材进行高温熏蒸与辊压,使褶皱变形的纸板材软化并进行初步的辊压整平操作。所述平整单元4连接在输送单元2末端,平整单元4为平压整平的方式,可以在输送途中将蒸汽熏蒸后的纸板材平压加热,在去除水分的同时使其更为平整,最终得到初步干燥的纸板材,印刷前后再行风干即可得到平整的纸板材,按照规格开槽切割加工成包装箱即可。
17.所述存储单元1包括存储架11、后挡板12以及两个侧挡板13,所述存储架11横跨在输送单元2上方,所述后挡板12位于存储架11后侧,后挡板12底部与输送单元2之间具有开口,作为褶皱变形纸板材的通过口。两个所述侧挡板13与存储架11滑动连接,使得两个侧挡板13之间的距离可调,从而可适应多种规格的纸板材。本实施方式中,所述存储架11顶部水平横置直线导轨,侧挡板13顶部安装与直线导轨相配合的直线轴承,所述存储架11与侧挡板13之间安装电推杆或者液压缸,从而完成侧挡板13的调节与定位。
18.所述输送单元2包括输送架21、动力机构22以及若干输送轮23,所述输送轮23呈阵
列排列,多组输送轮转动安装在输送架21内。所述动力机构22用于驱动多个所述输送轮23同步转动。具体的,所述动力机构22包括驱动电机24以及传动装置25,所述传动装置25为连接在本输送单元2内输送轮23转轴上的传动链装置或者同步带装置。通过驱动电机24的驱动,可带动多组输送轮23同步转动。所述存储单元1下方即为输送轮23,通过输送轮23的转动,可将码垛在存储单元1内的纸板材自底部进行输送,使其逐步被输送到下游。
19.所述蒸汽单元3包括蒸汽辊31、蒸汽罩32以及蒸汽发生装置33。本实施方式中,所述蒸汽辊31与输送轮23共用输送架21。所述蒸汽辊31转动安装在输送架21的下游。蒸汽辊31的转轴上同样安装传动链装置或者同步带装置,从而利用驱动电机24带动蒸汽辊31与输送轮23同步转动。更为具体的,所述蒸汽辊31呈上下两排设置,两排蒸汽辊31之间留有一定的间隙,作为纸板材的通过通道。该间隙略小于纸板材的厚度,从而可完成纸板材的辊压。为保证上下两排蒸汽辊31的同步转动,两排所述蒸汽辊31之间的第一对蒸汽辊31转轴通过一级齿轮啮合,同一排的蒸汽辊31之间通过传动链或者同步带连接,从而可保证两排蒸汽辊31转动方向相反,以将纸板材能够辊压输送到下游方向。所述蒸汽辊31为空心结构且外壁上开设若干出气孔,所述蒸汽辊31一端通过旋转接头与蒸汽发生装置33相连接,所述蒸汽罩32将蒸汽辊31的安装区域笼罩。蒸汽罩32为密封罩,进前侧与后侧具有容许纸板材进入与穿出的开口。通过蒸汽发生装置33可以将高温蒸汽输送到蒸汽辊31内,并通过出气孔喷射到蒸汽罩32内,将蒸汽罩32内打造成为一个充满蒸汽的环境。随着蒸汽辊31的辊压,蒸汽通过出气孔直接作用于纸板材,辅以周围的蒸汽环境,可以将纸板材完整的被蒸汽浸润变得潮湿,进而变得柔软,随着蒸汽辊31的辊压进行初步的整平。
20.更为具体的,所述平整单元4包括两条输送带41与两个加热压板42,前侧的加热压板42与输送带41呈上下设置,后侧的输送带41与加热压板42呈上下设置。加热压板42通过电加热,使压板42整体加热均匀。前侧的加热压板42位于输送带41的上方,从而可以对纸板材的顶面进行热压,后侧的加热压板42位于输送带41的下方,从而可以对纸板材的底面进行热压,从而实现前序潮湿的纸板材的压平烘干。所述输送带41与加热压板42相对一面的后侧设置支撑板43,所述输送带41与纸板材的接触一面即紧贴在支撑板43上。所述输送带41与加热压板42之间留有一定空隙,该空隙作为纸板材的通过口。该空隙略小于纸板材的厚度,利用输送带41的输送,可带动纸板材经过该空隙,并在经过的同时被加热压板42热压,使其被烘干同时压平。所述加热压板42前端具有远离输送带41的导引面44,导引面44与加热压板42底面圆滑过渡。该导引面44使得前端纸板材的进入口呈半开的喇叭口状,可将纸板材进行很好的引导,使其进入到加热压板42与输送带41之间的缝隙内。
21.为了适应纸板材的厚度以及使用过程中的微调,所述输送带41与加热压板42之间具有调节杆45,调节杆45包括与输送带41相连接的螺纹筒以及与加热压板42转动连接的螺纹杆,螺纹杆与螺纹筒通过螺纹连接。通过交替转动螺纹杆,可以对输送带41与加热压板42之间的距离进行微调,以使其适应不同厚度的纸板材。
22.更为具体的,所述输送带41与加热压板42一侧可安置若干风机46。风机46可选用长条状出风口,使其沿输送带41与加热压板43的间隙排布,从而通过吹风与热烘干配合,加快纸板材内水分的流失。
23.本装置首先通过蒸汽加湿使褶皱变形的纸板材软化,同时辅以辊压使纸板材被初步整平,将本身的褶皱捋平,然后通过压板压平,并辅以电加热,使纸板材内的水分均匀流
失而变得硬化,最终得到平整的纸板材。本装置需要控制好蒸汽的温度与熏蒸时间,使纸板材表面软化即可,避免纸板材过于潮湿而溃烂。同时也需要控制加热压板42的温度在70度左右,避免纸板材表面被加热碳化影响后续的印刷效果。
24.在使用时,只需要将褶皱变形的纸板材堆放在调整好空间的存储单元1内,然后启动输送单元2、蒸汽单元3以及平整单元4,输送单元2将存储单元1内的褶皱变形的纸板材进行输送,使其经过蒸汽单元3,经过蒸汽单元3内蒸汽辊31的蒸汽熏蒸以及辊压,可使褶皱变形的纸板材变形柔软而被辊压整平。在蒸汽单元3中出来的软化的纸板材经过平整单元4的输送带41与加热压板42,输送带41带动纸板材“挤过”与加热压板42之间的缝隙,纸板材两面分别经过加热压板42的热压烘干,并辅以风力加速干燥,最终得到较为干燥的纸板材。纸板材随后可直接进行印刷,也可风冷进一步干燥后印刷,最终得到印刷好的包装制品。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。