1.本发明是一种攻丝机内置式切削润滑冷却系统,属于攻丝机技术领域。
背景技术:
2.攻丝机在攻丝时需要不断的用攻丝机油进行润滑、冷却、去屑,当前传统的方法是油管直接喷在产品表面和丝锥一端,螺母垫在推板上然后丝锥进行攻丝切削,油管从前面喷油润滑冷却,但是这种方法存在不可克服的几个问题,1、油喷在丝锥上飞溅很严重;2、不能直接冷却丝锥,不能充分发挥丝锥寿命,因为有推板挡着油冲不进去,不能及时对丝锥端部冷却;3、丝锥上铁屑也不能及时冲掉,容易造成铁屑堆积在推板上,影响后续螺母攻丝质量。
技术实现要素:
3.针对现有技术存在的不足,本发明目的是提供一种攻丝机内置式切削润滑冷却系统,以解决上述背景技术中提出的问题,本发明提高丝锥使用寿命,提高产品的加工质量,不会造成铁屑、油沫到处飞溅。
4.为了实现上述目的,本发明是通过如下的技术方案来实现:一种攻丝机内置式切削润滑冷却系统,包括推板,所述推板上表面一侧开设有过丝锥排铁屑槽,所述过丝锥排铁屑槽的两侧均设有沿过丝锥排铁屑槽长度方向布置的油路,所述油路开设在推板内,所述油路与过丝锥排铁屑槽之间均匀设有多个喷油孔,所述油路内远离喷油孔的一侧安装有连接管,所述连接管另一端安装有用于连接供油管路的截止阀,所述过丝锥排铁屑槽一侧设有用于限制待加工螺母位置的限位件。
5.进一步地,所述限位件包括正六面框,所述正六面框通过连接螺丝与推板固定连接,所述正六面框的三个面上均开设有第一螺纹孔,三个所述第一螺纹孔交替布置,所述第一螺纹孔内螺纹连接有用于限制待加工螺纹位置的夹紧螺柱,所述夹紧螺柱处于正六面框外侧的一端开设有两个用于匹配扳手的卡口。
6.进一步地,所述正六面框两个相平行的面上均固定连接有固定耳,所述固定耳通过连接螺丝与推板固定连接。
7.进一步地,所述推板与固定耳相接触的部位开设有矩形槽,所述矩形槽内安装有可拆卸的连接部,所述连接部为矩形结构,所述连接部面向固定耳的一面开设有与连接螺丝相配合的螺纹盲孔,所述连接螺丝贯穿固定耳并螺纹连接在螺纹盲孔内。
8.进一步地,所述连接部上表面开设有竖向布置的第二螺纹孔,所述推板上表面开设有与矩形槽相通的穿插孔,所述穿插孔内安插有与第二螺纹孔螺纹连接的限位螺丝。
9.进一步地,所述推板与连接管相邻的两个侧面下部边缘处均固定连接有固定板,所述固定板上表面开设有用于穿插螺栓的安装孔。
10.本发明的有益效果:
11.1、在推板上做好油路,把油管接在油路上,使油从喷油孔冲向过丝锥排铁屑槽,使
丝锥在工作时能充分润滑,而当丝锥通过待加工螺母后又直接对丝锥进行冷却,并把丝锥上的铁屑冲下来清洗丝锥,还不会造成铁屑、油沫到处飞溅,提高丝锥使用寿命,提高产品的加工质量。
12.2、将待加工螺母设置在正六面框内,然后拧动三个夹紧螺柱,使待加工螺母被固定在正六面框内,从而实现对待加工螺母位置的限制,同时便于装夹不同尺寸的待加工螺母,扩大适用范围。
13.3、将与连接螺丝相配合的螺纹盲孔加工在连接部上,并将连接部安装在推板上的矩形槽内,实现连接部与推板的插接,当螺纹盲孔因错丝等原因受损时,更换连接部即可,无须更换整个推板,降低维修成本。
附图说明
14.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
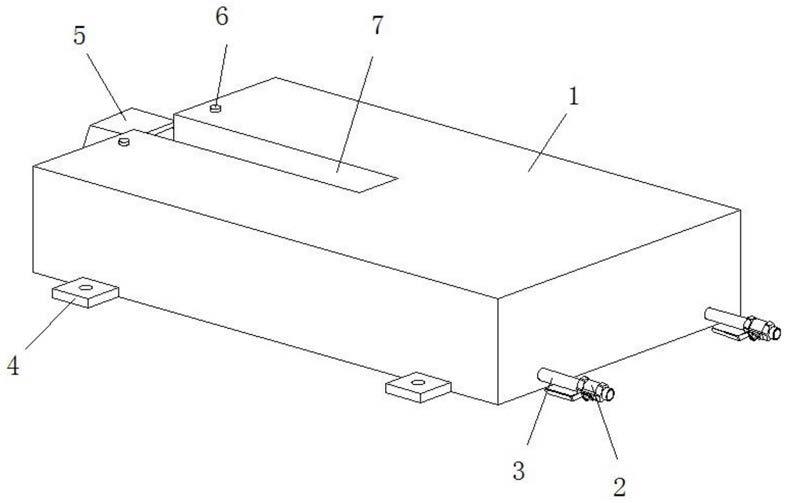
15.图1为本发明一种攻丝机内置式切削润滑冷却系统的结构示意图;
16.图2为本发明一种攻丝机内置式切削润滑冷却系统中丝锥、待加工螺母和推板的相互配合状态图;
17.图3为本发明一种攻丝机内置式切削润滑冷却系统中推板的剖面图;
18.图4为本发明一种攻丝机内置式切削润滑冷却系统中夹紧螺柱与正六面框的装配示意图;
19.图5为本发明一种攻丝机内置式切削润滑冷却系统中连接部与推板的装配示意图;
20.图中:1-推板、2-截止阀、3-连接管、4-固定板、5-正六面框、6-限位螺丝、7-过丝锥排铁屑槽、8-油孔、9-喷油孔、10-待加工螺母、11-丝锥、12-第一螺纹孔、13-夹紧螺柱、14-固定耳、15-矩形槽、16-第二螺纹孔、17-连接部、18-螺纹盲孔。
具体实施方式
21.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
22.请参阅图1,本发明提供一种技术方案:一种攻丝机内置式切削润滑冷却系统,包括推板1,推板1与连接管3相邻的两个侧面下部边缘处均固定连接有固定板4,固定板4上表面开设有用于穿插螺栓的安装孔,将螺栓穿过安装孔安装在所需位置处,完成固定板4位置的固定,即推板1的位置被限制。
23.参阅图1、图2和图3,推板1上表面一侧开设有过丝锥排铁屑槽7,过丝锥排铁屑槽7的两侧均设有沿过丝锥排铁屑槽7长度方向布置的油路8,油路8开设在推板1内,油路8与过丝锥排铁屑槽7之间均匀设有多个喷油孔9,在推板1上做好油路8,把油管接在油路8上,使油从喷油孔9冲向过丝锥排铁屑槽7,使丝锥11在工作时能充分润滑,而当丝锥11通过待加工螺母10后又直接对丝锥11进行冷却,并把丝锥11上的铁屑冲下来清洗丝锥11,还不会造成铁屑、油沫到处飞溅,提高丝锥11使用寿命,提高产品的加工质量。
24.参阅图1,油路8内远离喷油孔9的一侧安装有连接管3,连接管3另一端安装有用于
连接供油管路的截止阀2,将截止阀2接入到供油管路上,从而通过控制截止阀2的通断,便于控制供油管路的通断,同时通过调整截止阀2的开度,便于调整油液的流量。
25.参阅图1、图4和图5,过丝锥排铁屑槽7一侧设有用于限制待加工螺母10位置的正六面框5,正六面框5两个相平行的面上均固定连接有固定耳14,推板1与固定耳14相接触的部位开设有矩形槽15,矩形槽15内安装有可拆卸的连接部17,连接部17为矩形结构,连接部17面向固定耳14的一面开设有与连接螺丝相配合的螺纹盲孔18,连接螺丝贯穿固定耳14并螺纹连接在螺纹盲孔18内,连接部17上表面开设有竖向布置的第二螺纹孔16,推板1上表面开设有与矩形槽15相通的穿插孔,穿插孔内安插有与第二螺纹孔16螺纹连接的限位螺丝6,将连接部17安插在矩形槽15内后,将限位螺丝6穿过穿插孔拧入第二螺纹孔16内,从而完成连接部17与推板1的固定连接,将连接螺丝穿过固定耳14拧入螺纹盲孔18内,完成正六面框5与推板1的连接,当螺纹盲孔18因错丝等原因受损时,将连接部17从矩形槽15内取出并更换即可,无须更换推板1,降低维修成本。
26.参阅图1和图4,正六面框5的三个面上均开设有第一螺纹孔12,三个第一螺纹孔12交替布置,第一螺纹孔12内螺纹连接有用于限制待加工螺纹位置的夹紧螺柱13,夹紧螺柱13处于正六面框5外侧的一端开设有两个用于匹配扳手的卡口,将待加工螺母10设置在正六面框5内,然后拧动三个夹紧螺柱13,使待加工螺母10被固定在正六面框5内,从而实现对待加工螺母10位置的限制,同时便于装夹不同尺寸的待加工螺母10,扩大适用范围。
27.虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。