1.本发明属于焊接技术领域,涉及一种重型垂直弯管现场组对焊接工艺。
背景技术:
2.目前,很多重型机械公司因生产的需要进行设备改造,很多原有的水压系统设备需要改造为各种液压设备,改造时,配套的大量管网中各种液压管道都需要在线随着安装固定的设备配置进行组对焊接,但是主管道因大而重,又需在原地改造,大量的直管和垂直管道可以利用现有的行车吊运快速组对焊接完成,但重型垂直弯管因本体不规则,尤其在现场组对时保证水平和垂直管口同心度耗时长,且精度不高。如果利用现有的吊运设备来进行安装,存在的主要问题为:1、吊运行车是维护主线生产设备,不能长时间为吊运管道安装占用,以免耽误作业进度;2、如果制作钢结构门字架利用悬挂电葫芦来安装,体积大,且在线工况场地不允许;3、无论采用其它何种吊运方法,因重型垂直弯管本体不规则,必须在本体上焊接吊运装置,会破坏本体管道各种性能。因此,需要设计一种重型垂直弯管现场组对焊接工艺来解决上述问题。
技术实现要素:
3.针对在背景技术中存在的重型的垂直弯管因本体不规则,尤其在现场组对时保证水平和垂直管口同心度耗时长,吊运又破坏本体结构、难以保证焊接组对精度的问题,本发明提供了一种重型垂直弯管现场组对焊接工艺,操作简单,方便高效,能够快速、高速及高质的在现场达标重型的垂直弯管组对并保证焊接质量。
4.本发明解决技术问题的技术方案如下:
5.本发明一种重型垂直弯管现场组对焊接工艺,将固定重型垂直弯管的竖直端及水平端分别开设竖直端坡口和水平端坡口,将与重型垂直弯管竖直端及水平端固定的相对应竖直管道的端部及水平管道端部分别开设竖直管坡口和水平管坡口;在待组对焊接重型垂直弯管的竖直管道和水平管道端部位置处设置组对焊接装置,所述组对焊接装置包括顶部具有升降调节装置的结构件固定支架,升降调节装置上方设置有第一水平固定平台工装,第一水平固定平台工装上表面可前后向移动设置有第二水平固定平台工装,第二水平固定平台工装上表面可左右移动设置有重型垂直弯管外侧配套底座,重型垂直弯管外侧配套底座上部一侧设置有弧形长槽,弧形长槽处通过底座锁紧工装可拆卸设置有与弧形长槽相适配的重型垂直弯管内侧配套底座,该重型垂直弯管内侧配套底座内侧设置有与弧形长槽相匹配的弧形短槽;将重型垂直弯管设置在重型垂直弯管外侧配套底座和重型垂直弯管内侧配套底座的弧形长槽和弧形短槽之间,并通过底座锁紧工装锁紧,通过升降调节装置、第二水平固定平台工装和重型垂直弯管外侧配套底座分别调整重型垂直弯管的高度、水平度以及前后和左右位置,使得竖直端坡口和水平端坡口分别组对竖直管坡口和水平管坡口以达到焊接要求,其焊接工艺为:
6.步骤一、焊接准备;
7.1.1)、焊接设备:数字化控制逆变式手工焊条电弧焊和氩弧焊合并用直流焊机,打底焊接层选用手工氩弧焊接,焊接材料采用er49-1焊丝,氩气纯度≥99.999%;填充层和盖面层选用手工焊条电弧焊,焊接材料采用e5015焊条;
8.1.2)、加热装置:电加热带;
9.1.3)、辅助设施:角磨机、锉刀、手锤、扁铲、面罩、样板、测温仪、放大镜、保温棉;
10.1.4)、焊件材料:本体20#钢;
11.1.5)、焊前堆焊要求:通过手工角磨机清理磨损表面去除铁锈、油脂、水分,在焊接位置使用电加热带包扎并预热至设定温度;
12.1.6)、焊接位置:垂直和水平全位置焊;
13.1.7)、焊接要求:所有焊接层必须无任何焊接缺陷并熔合于母材;
14.1.8)、焊接工艺参数:根据焊接设备、焊接材料、焊件材质以及焊接要求制定焊接参数;
15.步骤二、焊接实施;
16.2.1)、重型垂直弯管的竖直端坡口和水平端坡口分别与竖直管坡口和水平管坡口组对完成后,采用单台数字化控制逆变式手工焊条电弧焊和氩弧焊合并用直流焊机实施焊接;
17.2.2)、因是单台焊机使用以及管道因壁厚焊缝窄,竖直端坡口和竖直管坡口处的水平焊缝以及水平端坡口和水平管坡口处的垂直焊缝均实施多层多道焊水平和垂直焊缝各10层;将重型垂直弯管的竖直端坡口和水平端坡口分别与竖直管坡口和水平管坡口按照正常焊接点焊固定后,先采用手工氩弧焊接收缩大的垂直焊缝,底1层整体焊接完成后,再进行水平焊缝底1层焊接,然后采用手工焊条电弧焊在水平焊缝焊接2、3层后再进行垂直焊缝焊接2、3、4、和5层,继续采用手工焊条电弧焊进行水平焊缝4、5、6、7、8和9层焊接,再进行垂直焊缝6、7、8和9层焊接,最后继续采用手工焊条电弧焊进行水平焊缝10层盖面焊接和垂直焊缝10层盖面焊接;
18.步骤三、焊后处理;
19.水平焊缝和垂直焊缝均焊接完成后,采用电加热带整体进行热处理保温设定时间,缓慢冷却室温,冷却后进行x光拍片检验合格后交付使用。
20.进一步地,所述重型垂直弯管的竖直端坡口和水平端坡口分别通过机械加工至10
°
~20
°
,优选为15
°
;所述竖直管道的端部及水平管道端部的竖直管坡口和水平管坡口分别通过机械加工至25
°
~35
°
,优选为30
°
。
21.进一步地,所述焊接设备为型号为ht400d或ht500d数字化控制逆变式手工焊条电弧焊和氩弧焊合并用直流焊机。
22.进一步地,打底层焊接时,采用φ3.0mm的er49-1焊丝,焊接电流为95-130a,电弧电压为24
±
1v,焊接速度为12
±
1cm/min;填充层和盖面层焊接时,采用φ3.2mm的e5015焊条,焊接电流为90-120a,电弧电压为26
±
1v,焊接速度为17
±
1cm/min。
23.进一步地,焊接位置使用电加热带预热的设定温度为80~120℃,因是单台焊机使用,在焊接前两道垂直焊缝或水平焊缝时,水平焊缝或垂直焊缝处的电加热带继续保温加热,,温度控制在80-120
°
,直至整体垂直或水平焊缝完成焊接。
24.进一步地,水平焊缝和垂直焊缝均焊接完成后,采用电加热带整体进行620℃热处
理并保温2小时,缓慢冷却室温。
25.进一步地,所述结构件固定支架包括呈矩形状的支架底板,支架底板的四个拐角底部分别设置有支腿,所述升降调节装置贯穿设置在支架底板上。
26.进一步地,所述支架底板的四个拐角顶部分别设置有限位挡角。
27.进一步地,所述升降调节装置由多个贯穿设置在结构件固定支架顶部的螺杆构成。
28.进一步地,所述第一水平固定平台工装包括呈矩形状的第一水平固定平台工装本体,所述第二水平固定平台工装前后向可移动设置在第一水平固定平台工装本体上表面中心处,该第一水平固定平台工装本体上表面在第二水平固定平台工装的两侧分别相对应设置有前后调节装置。
29.进一步地,所述前后调节装置包括固定设置在第一水平固定平台工装上的前后调节装置固定板,该前后调节装置固定板上贯穿设置有前后调节螺杆。
30.进一步地,所述第一水平固定平台工装上表面前后向设置有第一定位凸台,所述第二水平固定平台工装的底部开设有与第一定位凸台相适配的第一定位凹台,所述第二水平固定平台工装通过第一定位凹台卡于第一水平固定平台工装的第一定位凸台外侧。
31.进一步地,所述第二水平固定平台工装包括整体呈长方体状的第二水平固定平台工装本体,所述第一定位凹台开设于第二水平固定平台工装本体底部,第二水平固定平台工装本体的左右两端分别设置有左右调节装置。
32.进一步地,所述左右调节装置包括固定设置在第二水平固定平台工装本体左右两端的左右调节装置固定板,该左右调节装置固定板上贯穿设置有左右调节螺杆。
33.进一步地,所述第二水平固定平台工装本体顶部左右向设置有第二定位凸台,所述重型垂直弯管外侧配套底座的底部左右向开设有与第二定位凸台相适配的第二定位凹台,该重型垂直弯管外侧配套底座通过第二定位凹台卡于第二水平固定平台工装本体顶部的第二定位凸台外侧。
34.进一步地,所述底座锁紧工装包括两块锁紧板,每块锁紧板上分别开设有若干定位孔,所述重型垂直弯管外侧配套底座和重型垂直弯管内侧配套底座两侧分别设置有与锁紧板的定位孔位置一一对应的定位杆,各锁紧板通过相对应的定位孔和定位杆配合紧固件锁紧。
35.相对于现有技术,本发明所述的一种重型垂直弯管现场组对焊接工艺中使用的组对焊接装置,其结构新颖,配置紧凑、合理,投资省,运行维护费用低,操作方便,运行可靠,通过该装置进行重型垂直弯管组对时,可以符合样板检验达到要求的水平度、垂直度和同心度,同时组对焊缝熔透的间隙可以自动调节,并且组对焊接装置不仅不破坏本体,还起到焊接时刚性固定防止焊接变形量的作用,不影响焊接后焊缝的质量;本发明与组对焊接装置配合使用相应的焊接工艺,通过对重型垂直弯管的竖直端坡口、水平端坡口以及竖直管道端部的竖直管坡口和水平管道端部的水平管坡口角度的优化设计,不仅保证氩弧焊枪的正常焊接,而且能有效提升焊接质量,确保整体焊缝能够通过探伤,满足使用要求;本发明通过单台焊机结合焊接顺序的设计,不仅控制管道大量焊接过程中的焊接变形量,而且有利于焊接层金属缓慢冷却细化晶粒确保焊接质量;另外,本发明通过预热控制层间温度以及焊后热处理,可以有效消除了焊缝的应力和变形量,保证焊接质量。
附图说明
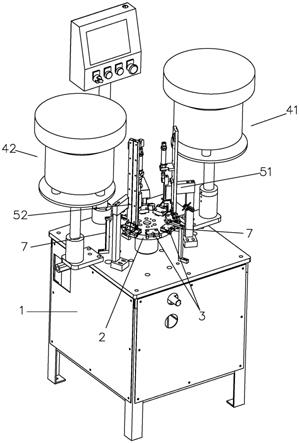
36.图1为本发明中组对焊接装置的结构示意图;
37.图2为本发明中组对焊接装置的另一视角的结构示意图;
38.图3为本发明中组对焊接装置的爆炸示意图;
39.图4为本发明中重型垂直弯管与相对应竖直管道及水平管道端部组对的示意图;
40.图中:1、结构件固定支架;11、支架底板;12、支腿;13、限位挡角;2、升降调节装置;3、第一水平固定平台工装;31、第一水平固定平台工装本体;32、第一定位凸台;4、前后调节装置;41、前后调节装置固定板;42、前后调节螺杆;5、第二水平固定平台工装;51、第二水平固定平台工装本体;52、第二定位凸台;53、第一定位凹台;6、左右调节装置;61、左右调节装置固定板;62、左右调节螺杆;7、重型垂直弯管外侧配套底座;71、弧形长槽;72、第二定位凹台;8、重型垂直弯管内侧配套底座;81、弧形短槽;9、底座锁紧工装;91、锁紧板;92、定位孔;93、定位杆;10、重型垂直弯管;101、竖直端坡口;102、水平端坡口;103、竖直管坡口;104、水平管坡口;20、竖直管道;30、水平管道。
具体实施方式
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.除非另作定义,此处使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开专利申请说明书以及权利要求书中使用的“上”、“下”、“左”、“右”、“前”、“后”、“内”、“外”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也相应地改变。
43.如图4所示,在进行重型垂直弯管10焊接安装时,需要将该重型垂直弯管10的竖直端和水平端分别与竖直管道20和水平管道30的端部分别组对后进行焊接。
44.如图1至图4所示,一种用于重型垂直弯管10的组对焊接装置,它包括顶部具有升降调节装置2的结构件固定支架1,升降调节装置2上方设置有第一水平固定平台工装3,当升降调节装置2进行调节时,可使得第一水平固定平台工装3进行升降移动,以保持该第一水平固定平台工装3的高度及水平度;所述第一水平固定平台工装3上表面可前后向移动设置有第二水平固定平台工装5,第二水平固定平台工装5上表面可左右移动设置有重型垂直弯管外侧配套底座7,重型垂直弯管外侧配套底座7上部一侧设置有弧形长槽71,弧形长槽71处通过底座锁紧工装9可拆卸设置有与弧形长槽71相适配的重型垂直弯管内侧配套底座8,该重型垂直弯管内侧配套底座8内侧设置有与弧形长槽71相匹配的弧形短槽81,所述的弧形长槽71和弧形短槽81也分别与重型垂直弯管10相适配并用于夹持重型垂直弯管10。当通过该装置夹持重型垂直弯管10进行其竖直端和水平端分别与竖直管道20和水平管道30的端部组对焊接时,先通过该装置的重型垂直弯管外侧配套底座7和重型垂直弯管内侧配套底座8的弧形长槽71和弧形短槽81配合底座锁紧工装9夹持住重型垂直弯管10,然后根据竖直管道20和水平管道30的高度位置,通过升降调节装置2调整第一水平固定平台工装3的高度及水平度,进而调整重型垂直弯管10的高度及水平度,通过第二水平固定平台工装5在
第一水平固定平台工装3上表面前后移动,进而调整重型垂直弯管10的前后位置,通过重型垂直弯管外侧配套底座7在第二水平固定平台工装5上表面左右移动,进而调整重型垂直弯管10的左右位置,使得重型垂直弯管10的两个端部分别与竖直管道20和水平管道30的端部精确组对,以满足焊接需求。
45.本实施例中,所述结构件固定支架1采用50角钢以及钢板切割焊接而成,宽度和高度根据现场工况以及连接管的距离设计尺寸,其包括呈矩形状的支架底板11,支架底板11的四个拐角底部分别设置有支腿12,所述升降调节装置2贯穿设置在支架底板11上;进一步地,所述升降调节装置2由四个贯穿设置在支架底板11四角位置的螺杆构成,螺杆采用φ40mm圆棒通过机械加工而成,通过各螺杆的顶部调整第一水平固定平台工装3的高度及水平度,保证重型垂直弯管10上下高度组对。
46.本实施例中,为对第一水平固定平台工装本体31进行限位并确保使用时的稳固性,所述支架底板11的四个拐角顶部分别设置有限位挡角13。
47.本实施例中,所述第一水平固定平台工装3采用20mm钢板焊接加工而成,其包括呈矩形状的第一水平固定平台工装本体31,所述第二水平固定平台工装5前后向可移动设置在第一水平固定平台工装本体31上表面中心处,该第一水平固定平台工装本体31上表面在第二水平固定平台工装5的两侧分别相对应设置有前后调节装置4;进一步地,所述前后调节装置4包括固定设置在第一水平固定平台工装3上的前后调节装置固定板41,该前后调节装置固定板41上贯穿设置有前后调节螺杆42,前后调节螺杆42采用φ20mm圆棒通过机械加工而成,通过两个前后调节螺杆42的端部调整第二水平固定平台工装5在第一水平固定平台工装本体31上表面的前后位置,保证重型垂直弯管10前后组对。
48.本实施例中,为提升第二水平固定平台工装5在第一水平固定平台工装本体31上表面前后移动时的稳定性,所述第一水平固定平台工装3上表面前后向设置有第一定位凸台32,所述第二水平固定平台工装5的底部开设有与第一定位凸台32相适配的第一定位凹台53,所述第二水平固定平台工装5通过第一定位凹台53卡于第一水平固定平台工装3的第一定位凸台32外侧。
49.本实施例中,所述第二水平固定平台工装5采用20mm钢板制作焊接加工而成,其包括整体呈长方体状的第二水平固定平台工装本体51,所述第一定位凹台53开设于第二水平固定平台工装本体51底部,第二水平固定平台工装本体51的左右两端分别设置有左右调节装置6;进一步地,所述左右调节装置6包括固定设置在第二水平固定平台工装本体51左右两端的左右调节装置固定板61,该左右调节装置固定板61上贯穿设置有左右调节螺杆62,左右调节螺杆62采用φ20mm圆棒通过机械加工而成,通过两个左右调节螺杆62的端部调整重型垂直弯管外侧配套底座7在第二水平固定平台工装本体5上表面的前后位置,保证重型垂直弯管10左右组对。
50.本实施例中,所述第二水平固定平台工装本体51顶部左右向设置有第二定位凸台52,所述重型垂直弯管外侧配套底座7的底部左右向开设有与第二定位凸台52相适配的第二定位凹台72,该重型垂直弯管外侧配套底座7通过第二定位凹台72卡于第二水平固定平台工装本体51顶部的第二定位凸台52外侧,起到稳定和移动的作用。
51.本实施例中,所述底座锁紧工装9包括两块呈三角状的锁紧板91,每块锁紧板91上每个角处分别开设有定位孔92,所述重型垂直弯管外侧配套底座7和重型垂直弯管内侧配
套底座8两侧分别设置有与锁紧板91的定位孔91位置一一对应的定位杆93,各锁紧板91通过相对应的定位孔91和定位杆93配合紧固件锁紧,进而使得重型垂直弯管外侧配套底座7和重型垂直弯管内侧配套底座8可以配合该底座锁紧工装9将相适配的重型垂直弯管10锁紧,便于进行组对,以及在焊接时对重型垂直弯管10刚性固定,防止焊接变形。
52.如图1至图4所示,本发明一种重型垂直弯管现场组对焊接工艺,将重型垂直弯管10的竖直端及水平端分别开设竖直端坡口101和水平端坡口102,将与重型垂直弯管10竖直端及水平端固定的相对应竖直管道20的端部及水平管道30端部分别开设竖直管坡口103和水平管坡口104;在待组对焊接重型垂直弯管10的竖直管道20和水平管道30端部位置处设置上述的组对焊接装置,将重型垂直弯管10设置在重型垂直弯管外侧配套底座7和重型垂直弯管内侧配套底座8的弧形长槽71和弧形短槽81之间,并通过底座锁紧工装9锁紧,通过升降调节装置2、第二水平固定平台工装5和重型垂直弯管外侧配套底座7分别调整重型垂直弯管10的高度、水平度以及前后和左右位置,使得竖直端坡口101和水平端坡口102分别组对竖直管坡口103和水平管坡口104以达到焊接要求;
53.本实施例中,为了减少焊接工作量、减小热影响区、缩小应力和焊接变形,所述重型垂直弯管10的竖直端坡口101和水平端坡口102分别通过机械加工至10
°
~20
°
,优选为15
°
,所述竖直管道20的端部及水平管道30端部的竖直管坡口103和水平管坡口104分别通过机械加工至25
°
~35
°
,优选为30
°
,以改进以往传统焊接方法全部开设30
°
坡口,此改进的坡口不仅保证氩弧焊枪正常焊接,而且很容易使得整体焊缝通过探伤并完全满足使用要求;
54.本发明所述的焊接工艺为:
55.步骤一、焊接准备;
56.1.1)、焊接设备:型号为ht400d或ht500d数字化控制逆变式手工焊条电弧焊和氩弧焊合并用直流焊机,一机多用,满足不同的焊接需求,打底焊接层选用手工氩弧焊接,焊接材料采用φ3.0mm的er49-1焊丝,氩气纯度≥99.999%;填充层和盖面层选用手工焊条电弧焊,焊接材料采用φ3.2mm的e5015焊条;
57.1.2)、加热装置:电加热带;
58.1.3)、辅助设施:角磨机、锉刀、手锤、扁铲、面罩、样板、测温仪、放大镜、保温棉等;
59.1.4)、焊件材料:本体20#钢;
60.1.5)、焊前堆焊要求:通过手工角磨机清理磨损表面去除铁锈、油脂、水分,在焊接位置使用电加热带包扎并预热至80~120℃;
61.1.6)、焊接位置:垂直和水平全位置焊;
62.1.7)、焊接要求:所有焊接层必须无任何焊接缺陷并熔合于母材;
63.1.8)、焊接工艺参数:根据焊接设备、焊接材料、焊件材质以及焊接要求制定焊接参数;
64.焊接工艺参数
[0065][0066]
步骤二、焊接实施;
[0067]
2.1)、重型垂直弯管10的竖直端坡口101和水平端坡口102分别与竖直管坡口103和水平管坡口104组对完成后,采用单台数字化控制逆变式手工焊条电弧焊和氩弧焊合并用直流焊机实施焊接;
[0068]
2.2)、因是单台焊机使用以及管道因壁厚焊缝窄,竖直端坡口101和竖直管坡口103处的水平焊缝以及水平端坡口102和水平管坡口104处的垂直焊缝均实施多层多道焊水平和垂直焊缝各10层;将重型垂直弯管10的竖直端坡口101和水平端坡口102分别与竖直管坡口103和水平管坡口104按照正常焊接点焊固定后,先采用手工氩弧焊接收缩大的垂直焊缝,底1层整体焊接完成后,再进行水平焊缝底1层焊接,然后采用手工焊条电弧焊在水平焊缝焊接2、3层后再进行垂直焊缝焊接2、3、4、和5层,继续采用手工焊条电弧焊进行水平焊缝4、5、6、7、8和9层焊接,再进行垂直焊缝6、7、8和9层焊接,最后继续采用手工焊条电弧焊进行水平焊缝10层盖面焊接和垂直焊缝10层盖面焊接;上述的焊接顺序不仅控制管道大量焊接过程中的焊接变形量,而且有利于焊接层金属缓慢冷却细化晶粒确保焊接质量
[0069]
焊接时,在焊接前两道垂直和水平整体焊缝的同时采用电加热带包扎预热,温度控制在80-120
°
,因是单台焊机使用,所以在焊接垂直焊缝时,水平焊缝加热带继续保温加热,如果先焊接水平焊缝时,垂直焊缝加热带继续保温加热,一直到整体焊缝完成焊接,不仅保证了预热和控制层间温度的焊接标准,而且为后续焊后热处理确保焊缝整体焊接质量;
[0070]
步骤三、焊后处理;
[0071]
水平焊缝和垂直焊缝均焊接完成后,采用电加热带整体进行620℃热处理并保温2小时,缓慢冷却室温,冷却24小时后进行x光拍片检验合格后交付使用,经过周期运转达到机械性能效果。
[0072]
以上仅为本发明的较佳实施例,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求所界定的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。