1.本发明涉及电池技术领域,尤其涉及一种电池装置及电池装置的装配方法。
背景技术:
2.电池包的箱体由梁组成腔室,电池装置的装配过程,一般通过加持工装将各电池组放入箱体的腔室中,并且,在将电池组放入腔室中之前,会在电池组和/或梁上进行涂胶,以使得放入腔室中的电池组与梁之间粘接固定;然而,在将电池组放入腔室中时,提前涂的胶水会被剐蹭到其他位置上,从而导致涂覆固化后的粘接强度不高和/或电池装置安装不到位等情况,直接影响电池装置的装配良率,不利于工业生产。
技术实现要素:
3.本发明提供一种电池装置及电池装置的装配方法,用于改善电池装置的装配良率。
4.第一方面,本技术提供一种电池装置,所述电池装置包括箱体框架、位于所述箱体框架内的电池组和第一梁,所述第一梁与相邻的电池组的第一侧面之间设置有胶层,所述胶层为所述第一梁与所述电池组的第一侧面沿第一方向相互挤压形成;位于端部的第一梁背离所述电池组的一侧靠近箱体框架且与所述箱体框架之间具有第一设定间隔,所述第一设定间隔被配置为允许端部的第一梁向电池组的第一侧面移动以进行压胶。
5.本实施例的电池装置中,电池组与第一梁之间设有胶层并通过该胶层粘贴固定,这样可以减小电池组对箱体底板的压力,提高电池装置的整体可靠性和安全性。具体的,电池组和第一梁沿第一方向依次设置,最后一个第一梁位于电池组和第一梁排列方向上的端部,其靠近箱体框架,并与所靠近的箱体框架之间具有第一设定间隔,该第一设定间隔为最后一个第一梁提供了安装操作的空间,因此,该电池装置在装配时,电池组与第一梁可以依次进行安装,并最后安装该端部的第一梁,这样,可以避免先通过梁结构围成腔室再插入电池组所导致的胶层剐蹭的问题。具体的,每个第一梁在安装时能够沿第一方向朝向其邻近的电池组移动并压紧,直至将电池组的第一侧面与第一梁之间的结构胶挤压开以实现安装到位,进而,第一梁的安装过程不仅可以避免胶层剐蹭,又能够实现挤压溢胶的效果,经过挤压形成的胶层均匀致密,最后涂覆固化后的粘接强度较高,可以提高电池组的第一侧面与第一梁之间的粘接强度。综上,本技术提供的电池装置,可以提高电池组与梁的粘接效果,提高电池装置的装配良率,有利于工业生产。
6.第二方面,本技术提供一种电池装置的装配方法,包括以下步骤:在电池组的第一侧面和/或与所述第一侧面相邻的第一梁上设置结构胶;将电池组与第一梁沿着第一方向依次地安装于箱体框架内,最后位于端部的第一梁背离所述电池组的一侧朝向箱体框架,且与所述箱体框架之间具有第一设定间隔,每个所述第一梁的安装过程为:将所述第一梁设置在沿第一方向距离其邻近的电池组第二设定间隔处,随后将所
述第一梁朝向其邻近的所述电池组压紧,直至将所述电池组的第一侧面与所述第一梁之间的结构胶挤压开,以实现通过结构胶将所述电池组与所述第一梁粘接牢靠。
7.本实施例的电池装置的装配方法中,电池组与第一梁依次进行安装,每个第一梁在安装过程中首先设置在距离电池组的第一侧面第二设定间隔处,然后再朝向电池组的第一侧面移动直至装配到位,此种安装方式,相对于直接将电池组插入箱体腔室内的方式,既可以避免剐蹭胶层,又能够实现挤压溢胶的效果,从而使得最后涂覆固化后的胶层粘接强度较高,可以提高电池组的第一侧面与第一梁之间的粘接强度,提高电池装置的装配良率,有利于工业生产。另外,最后一个安装的第一梁位于电池组和第一梁排列方向上的尾端,其靠近箱体框架,并与所靠近的箱体框架之间具有第一设定间隔,该第一设定间隔为最后一个第一梁预留了安装操作的空间,因此,可以保证最后一个第一梁能够水平移动以实现装配到位,进而提高电池组与第一梁的粘接效果,提高电池装置的装配良率。
附图说明
8.为了更好地理解本发明,可参考在下面的附图中示出的实施例。在附图中的部件未必是按比例的,并且有些相关的部件可能省略,以便强调和清楚地说明本公开的技术特征。另外,相关要素或部件可以有如本领域中已知的不同的设置。
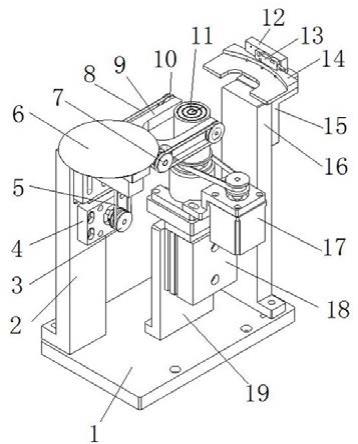
9.图1为本发明实施例提供的一种电池装置在进行安装第一个电池组过程的结构示意图;图2为本发明实施例提供的一种电池装置在将第一个电池组安装到位后的结构示意图;图3为本发明实施例提供的一种电池装置在进行安装第一梁过程的结构示意图;图4为本发明实施例提供的一种电池装置在将第一梁安装到位时的结构示意图;图5为本发明实施例提供的一种电池装置在将一组第一梁与电池组装配完成后的结构示意图;图6为本发明另一实施例提供的一种电池装置在将一组第一梁与电池组装配完成后的结构示意图;图7为本发明实施例提供的一种电池装置的装配方法流程图。
10.附图标记:1-第一梁;11-搭接部;2-电池组;3-箱体框架;4-第二梁;41-中间梁;42-边梁;5-分隔梁 ;6-底板;7-螺栓;x-第一方向;y-第二方向;s-第一设定间隔;d-第二设定间隔。
具体实施方式
11.下面将结合本公开示例实施例中的附图,对本公开示例实施例中的技术方案进行清楚、完整的描述。本文中的描述的示例实施例仅仅是用于说明的目的,而并非用于限制本公开的保护范围,因此应当理解,在不脱离本公开的保护范围的情况下,可以对示例实施例进行各种修改和改变。
12.相关技术中,电池包的箱体内通过梁围成腔室,电池组直接塞入梁所围城的腔室
内。如此设置,若电池组与梁之间不通过胶粘接,电池包在使用过程中,由于震动等原因容易使得电池组产生位移,甚至脱离腔室,造成危险;并且电池组产生的振动/冲击力将全部作用到底部液冷板上,冲击力稍大容易导致液冷板与梁之间的连接发生松动或脱落,损坏液冷板,甚至使得液冷板出现漏气现象。而如果在电池组和/或梁上进行涂胶之后再将电池组放入腔室,则会在电池组入腔的过程中将胶水剐蹭到其它位置,而造成实际胶粘的胶量较少,且不均匀,难以达到固定电池的目的。
13.鉴于此,本技术发明人设计了一种电池装置及其装配方案,可以提高梁和电池组的粘接固定强度,改善电池组的装配良率,提高整个电池装置的良率。
14.第一方面,本技术提供一种电池装置,如图1、图2、图3、图4、图5和图6所示,该电池装置包括箱体框架3、位于箱体框架3内的电池组2和第一梁1,第一梁1与相邻的电池组2的第一侧面21之间设置有胶层,该胶层为第一梁1与电池组2的第一侧面21沿第一方向x相互挤压形成;位于端部的第一梁1背离电池组2的一侧靠近箱体框架3且与箱体框架3之间具有第一设定间隔s,该第一设定间隔s被配置为允许端部的第一梁1向电池组2的第一侧面21移动以进行压胶。具体的,端部的第一梁1,即一侧设有电池组2、另一侧不设有电池组2的第一梁1,换句话说,端部的第一梁1的一侧用于布置电池组2,另一侧不用于布置电池组2,其仅用于对一侧的电池组2进行限位。
15.本实施例的电池装置中,电池组2与第一梁1之间设有胶层并通过该胶层粘贴固定,这样可以减小电池组2对箱体底板6的压力,提高电池装置的整体可靠性和安全性。具体的,电池组2和第一梁1沿第一方向x依次设置,最后一个第一梁1位于电池组2和第一梁1排列方向上的端部,其靠近箱体框架3,并与所靠近的箱体框架3之间具有第一设定间隔s,该第一设定间隔s为最后一个第一梁1提供了安装操作的空间,因此,该电池装置在装配时,电池组2与第一梁1可以依次进行安装,并最后安装该端部的第一梁1,这样,可以避免先通过梁结构围成腔室再插入电池组2所导致的胶层剐蹭的问题。具体的,每个第一梁1在安装时能够沿第一方向x朝向其邻近的电池组2移动并压紧,直至将电池组2的第一侧面21与第一梁1之间的结构胶挤压开以实现安装到位,进而,第一梁1的安装过程不仅可以避免胶层剐蹭,又能够实现挤压溢胶的效果,经过挤压形成的胶层均匀致密,最后涂覆固化后的粘接强度较高,可以提高电池组2的第一侧面21与第一梁1之间的粘接强度。综上,本技术提供的电池装置,可以提高电池组2与梁的粘接效果,提高电池装置的装配良率,有利于工业生产。
16.一些实施例中,如图5和图6所示,电池装置内,电池组2与第一梁1沿着第一方向x依次交替设置,即采用电池组2-第一梁1-电池组2-第一梁1的方式进行排列设置。进而,电池装置在装配时,电池组2与第一梁1为依次交替安装,并最后安装端部的第一梁1。
17.当然,沿着第一方向x,也可以只设置有一个电池组2和一个第一梁1,此时,该一个第一梁1即最后一个第一梁1,其在电池组2之后进行安装。
18.一些实施例中,如图5和图6所示,第一设定间隔s的距离大于5mm;优选的,第一设定间隔s的距离大于8mm,例如,可以为8mm、10mm、12mm、14mm、16mm、18mm、20mm;优选的,第一设定间隔s的距离为8mm-15mm之间。上述第一设定间隔s的设置,可以为最后一个第一梁1的安装预留足够的空间,既可以避免该第一梁1在安装时剐蹭胶层,保证装配良率,又可以使得该第一梁1沿第一方向x的移动行程较小,便于安装。另外,该第一设定间隔s不会占用电池装置太大的空间,可以保证电池装置的能量密度。
19.具体的,整个箱体框架3可以是一体式结构,也可以是采用梁、框、板等拼接起来的结构。本技术中,端部的第一梁1背离电池组2的一侧所靠近的箱体框架3可以是与第一梁1的延伸方向大致相同的梁或边框等结构,而第一设定间隔s是指第一梁1背离电池组2的一侧表面与该梁或边框之间最近的距离。
20.一些实施例中,如图4、图5和图6所示,箱体框架3包括第二梁4,第二梁4与第一梁1的延伸方向交叉,具体的,第一梁1与第一方向x大致垂直,第二梁4与第一方向x大致平行;第一梁1与第二梁4之间可拆卸连接。
21.具体的,第二梁4既可以包括将整个箱体框架3分隔成多个腔室的中间梁41,也可以包括紧邻箱体框架3的边框处的边梁42。
22.第一梁1与第二梁4之间可拆卸式连接,使得第一梁1能够与电池组2依次交替安装,便于第一梁1的安装和拆卸,可以保证第一梁1安装的可靠性。
23.示例性的,第一梁1的两端分别搭接在两个第二梁4上,并分别与两个第二梁4通过紧固件锁紧固定。具体的,第一梁1的高度大于第二梁4,且第一梁1两端设置有位于第二梁4上方的搭接部11,采用螺栓7等紧固件依次贯穿搭接部11和第二梁4,即可以实现将第一梁1的端部与第二梁4连接。这样,可以保证第一梁1的固定良率。
24.示例性的,第一梁1上设有第一定位部,第二梁4上设有第二定位部,第一定位部与第二定位部配合,以实现第一梁1和第二梁4定位安装。
25.具体的,通过在第一梁1和第二梁4上设置相互配合的定位部,可以实现对第一梁1的装配进行定位,提高第一梁1装配位置的精准性,避免第一梁1装配不到位导致对电池组2的压力过大或者过小,从而影响电池装置的装配良率。
26.例如,第一定位部和第二定位部可以为定位孔;第一定位部和第二定位部对齐配合,并可以通过螺栓等紧固件连接。
27.或者,第一定位部和第二定位部也可以为螺栓与定位孔的配合,例如第一定位部为定位孔,第二定位部为固定在第二梁4上的螺栓,通过将定位孔套在螺栓上即可以实现第一梁1与第二梁4的对齐定位,并可以通过螺母与螺栓锁紧以实现两者固定。当然,本实施例中的第一定位部和第二定位部并不限于上述实施例,具体可以根据实际情况而定。
28.一些实施例中,如图5和图6所示,箱体框架3还包括底板6,第一梁1与底板6通过螺栓等紧固件锁紧固定。
29.第一梁1与底板6之间通过螺栓等紧固件可拆卸式连接,可以进一步提高第一梁1的固定良率,并且可以方便第一梁1的安装和拆卸,可以保证第一梁1安装的可靠性。并且,通过在第一梁1和底板6上设置安装孔,可以对第一梁1的装配进行定位,提高第一梁1装配位置的精准性,避免第一梁1装配不到位导致对电池组2的压力过大或者过小,从而影响电池装置的装配良率。
30.一些实施例中,如图1、图2、图3和图4所示,电池组2相对的两个第二侧面22与相邻的第二梁4之间设置有胶层。
31.具体的,电池组2由至少一列电池组成,大致呈方型,具有六个表面,具体为顶面、底面和四个侧面,四个侧面包括相对的两个第一侧面21和相对的两个第二侧面22。本实施例中,在电池组2的两个第一侧面21和两个第二侧面22所在方位上均设有胶层,即电池组2的四个侧面与对应的梁之间均采用胶层粘接固定,这样,可以进一步减小电池组2对底板6
的压力,并进一步提高电池装置的整体可靠性和安全性。
32.一些实施例中,如图1、图2、图3和图4所示,电池组2包括至少一列电池,每列电池的排列方向与电池的大面垂直,电池的大面即电池面积最大的表面;电池组2的第一侧面21为一列电池的侧面所形成的一侧表面,其与每列电池的排列方向平行,相应地,与第一大面21粘接的第一梁1也与每列电池的排列方向平行;电池组2的第二侧面22由各列电池中端部电池的大面组成。
33.具体的,电池组2的两个第一侧面21与各列电池的排列方向大致平行,包括多个电池的侧面;电池组2的两个第二侧面22与各列电池的排列方向大致垂直,由各列电池中端部电池的大面组成,在电池组2工作时,电池的大面更容易发生鼓胀变形,即各列电池排列方向上的形变较大,导致电池组2沿垂直于第二侧面22的方向更容易发生位移;而电池组2的第一侧面21是由多个电池的侧面组成,在电池组2工作时,该第一侧面21状态相对稳定,不易发生变形和位移,因此,相对而言,与电池组2的第一侧面21相对的第一梁1更适合采用水平移动压紧的形式安装。
34.本实施例中,电池组2的第一侧面21朝向第一梁1,并与第一梁1粘接固定;电池组2与第一梁1沿第一方向x依次交替安装,每个第一梁1在安装时是沿第一方向x逐渐朝向电池组2的第一侧面21移动并压紧,从而使得梁与电池组2的第一侧面21之间的胶挤压溢开,这样可以提高电池组2的第一侧面21与第一梁1的粘接效果。
35.另外,由于对第二侧面22的挤压力度不好掌控,因此,与第二侧面22相对的第二梁4不采用依次压紧安装的方式,具体的,第二梁4可以是预先安装的或者是与箱体框架3一体成型的,其位置是精确固定的,可以避免采用移动压紧安装方式时可能出现的挤压力度过大或过小、装配位置不准确的问题,进而可以保证电池装置的安全性能和总体的装配良率。
36.一些实施例中,如图1、图2、图3、图4和图5所示,本实施例提供的电池装置具有电池组区域和配电区域;电池组区域即用于装配电池组2的区域,配电区域即用于布置电器件的区域。具体的,箱体框架3包括将电池组区域与配电区域分隔开的分隔梁5,分隔梁5与第一方向x大致垂直,与第一梁1的延伸方向大致相同;位于电池组2与第一梁1的排列方向尾端的第一梁1靠近该分隔梁5并与该分隔梁5之间具有第一设定间隔s。
37.换句话说,最后安装的第一梁1背离电池组2的一侧靠近分隔梁5并与分隔梁5之间具有第一设定间隔s。该第一设定间隔s为最后安装的第一梁1提供了安装操作的空间,因此,在安装最后一个第一梁1时,可以先将第一梁1设置在沿第一方向x上距离其邻近的电池组2第二设定间隔d处,该第二设定间隔d小于或等于第一设定间隔s,然后沿第一方向x朝向其邻近的电池组2移动并压紧,直至将电池组2的第一侧面21与第一梁1之间的结构胶挤压开以实现安装到位,进而避免胶层剐蹭,并实现挤压溢胶的效果,从而保证电池组2的第一侧面21与第一梁1之间的粘接强度。
38.本实施例中,从电池组区域向配电区域方向交替安装电池组2与第一梁1,首先安装电池组2,该电池组2靠近箱体边框并与箱体边框粘贴,然后安装第一梁1以将电池组2压紧并实现第一梁1与电池组2之间的粘接固定;之后依次类推交替安装电池组2和第一梁1,直至安装最后一个第一梁1,最后一个第一梁1靠近分隔梁5且与分隔梁5之间具有第一设定间隔s。本实施例中,第一设定间隔s可以增加电池组2与电器件的距离,减小两者发生短路的概率。
39.一些实施例中,如图1、图2、图3、图4和图6所示,电池组区域和配电区域之间不设有分隔梁,通过端部的第一梁1将电池组区域与配电区域分隔开,端部的第一梁1背离电池组2的一侧靠近箱体框架3的边框并与该边框之间具有第一设定间隔s。
40.本实施例中,最后安装的第一梁1背离电池组2的一侧直接面向箱体的边框并与该边框之间具有第一设定间隔s,该第一设定间隔s可以为最后安装的第一梁1提供安装操作的空间,避免第一梁1的安装过程出现胶层剐蹭,并可以通过第一梁1的安装实现挤压溢胶的效果,从而保证电池组2的第一侧面21与第一梁1之间的粘接强度。另外,该第一设定间隔s所在区域被配置为配电区域,在安装完第一梁1之后可以用于布置电器件,实现空间复用,能够有效节省空间,从而提高电池装置的能量密度。并且,本实施例中省略了分隔梁,可以减少箱体框架的重量,节省空间,进一步提高电池装置的能量密度。
41.具体的,在实际操作时,本技术的方案并不限于上述实施例的装配方式,只要保证最后安装的第一梁1与其靠近的箱体框架3之间预留第一设定间隔s,以保证第一梁1能够水平移动实现装配操作即可。例如,一些其他的实施例中,也可以沿第二方向y上交替安装电池组2与第一梁1,第二方向y与第一方向x大致垂直,此时,第一梁1沿x方向延伸,且最后一个第一梁1背离电池组2的一侧靠近箱体边框且与箱体边框之间具有第一设定间隔s。
42.另外,本技术中,将沿着第一方向x依次交替设置的电池组2与第一梁1称为一组电池组2和第一梁1,则本技术实施例中,在电池装置的箱体框架内,可以仅设置有一组沿着第一方向x依次交替设置的电池组2和第一梁1,也可以设置有多组沿着第一方向x依次交替设置的电池组和第一梁,具体可以根据实际情况而定,本技术对此不做限定。
43.第二方面,基于与本技术实施例提供的电池装置相同的发明构思,本技术还提供一种电池装置的装配方法,如图7所示,该装配方法包括以下步骤:步骤101,如图1和图3所示,在电池组2的第一侧面21和/或与第一侧面21相邻的第一梁1上设置结构胶。
44.步骤102,如图1、图2、图3、图4和图5所示,将电池组2与第一梁1沿着第一方向x依次安装于箱体框架3内;最后位于端部的第一梁1背离电池组2的一侧朝向箱体框架3且与箱体框架3之间具有第一设定间隔s。
45.具体的,每个第一梁1的安装过程为:参考图3和图4所示,将第一梁1设置在沿第一方向x距离其邻近的电池组2第二设定间隔d处,随后将第一梁1朝向其邻近的电池组2压紧,直至将电池组2的第一侧面21与第一梁1之间的结构胶挤压开,以实现通过结构胶将电池组2与第一梁1粘接牢靠。
46.本实施例的电池装置的装配方法中,电池组2与第一梁1依次进行安装,每个第一梁1在安装过程中首先设置在距离电池组2的第一侧面21第二设定间隔d处,然后再朝向电池组2的第一侧面21移动直至装配到位,此种安装方式,相对于直接将电池组2插入箱体腔室内的方式,既可以避免剐蹭胶层,又能够实现挤压溢胶的效果,从而使得最后涂覆固化后的胶层粘接强度较高,可以提高电池组2的第一侧面21与第一梁1之间的粘接强度,提高电池装置的装配良率,有利于工业生产。另外,最后一个安装的第一梁1位于电池组2和第一梁1排列方向上的尾端,其靠近箱体框架3,并与所靠近的箱体框架3之间具有第一设定间隔s,该第一设定间隔s为最后一个第一梁1预留了安装操作的空间,因此,可以保证最后一个第一梁1能够水平移动以实现装配到位,进而提高电池组2与第一梁1的粘接效果,提高电池装
置的装配良率。
47.需要说明的是,结构胶的涂覆过程和电池组与第一梁的安装过程可以同步进行,具体可以通过加工流水线进行自动化装配操作,例如,可以将每个电池组依次涂胶并传送至装配工位,通过机械臂将到达装配工位的电池组安装至箱体框架中;同理,第一梁的安装操作也可以通过机械臂控制完成。
48.一些实施例中,步骤102,将电池组2与第一梁1沿着第一方向x依次安装于箱体框架3内,具体包括:如图5和图6所示,将电池组2与第一梁1沿着第一方向x依次交替安装于箱体框架3内,即采用电池组2-第一梁1-电池组2-第一梁1的顺序依次进行安装,这样,可以避免电池组2与第一梁1之间的胶层剐蹭,并能够保证每个第一梁1与电池组2之间的挤压溢胶效果,进而可以有效提高整个电池装置的装配良率。
49.一些实施例中,电池组2包括至少一列电池,各列电池的排列方向与电池的大面垂直。本技术提供的电池装置的装配方法中,每个电池组2的安装过程为:如图1和图2所示,将电池组2在各列电池的排列方向上过压并装入箱体框架3中。具体的,电池组2的第一侧面21与各列电池的排列方向平行;电池组2中的各列电池沿第二方向y排列,电池组2与第一梁1沿第一方向x交替安装,第一方向x与第二方向y大致垂直。
50.在电池组2工作时,电池的大面更容易发生鼓胀变形,即各列电池排列方向上的形变较大,导致电池组2沿垂直于第二侧面22的方向即沿第二方向y更容易发生位移;而电池组2的第一侧面21是由多个电池的侧面组成,在电池组2工作时,该第一侧面21状态相对稳定,即电池组2沿垂直于第一侧面21的方向即沿第一方向x不容易发生变形和位移,因此,相对而言,与电池组2的第一侧面21相对的第一梁1更适合采用水平移动并压紧的形式进行安装。
51.一些实施例中,如图5和图6所示,箱体框架3包括第二梁4,第二梁4与第一梁1的延伸方向交叉;本实施例提供的电池装置的装配方法还包括以下步骤:步骤103,通过紧固件将第一梁1与第二梁4锁紧固定。例如,紧固件可以为螺栓7。
52.示例性的,第一梁1的两端分别搭接在两个第二梁4上,并分别与两个第二梁4通过螺栓7连接。具体的,第一梁1的高度大于第二梁4,且第一梁1两端设置有位于第二梁4上方的搭接部11,采用螺栓7等连接件依次贯穿搭接部11和第二梁4,即可以实现将第一梁1的端部与第二梁4连接。
53.具体的,第一梁1与第二梁4之间可拆卸式连接,使得第一梁1能够与电池组2依次安装,便于安装拆卸,可以保证第一梁1安装的可靠性。并且,通过在第一梁1和第二梁4上设置安装孔,可以实现对第一梁1的装配进行定位,提高第一梁1装配位置的精准性,避免第一梁1装配不到位导致对电池组2的压力或者过小,从而影响电池装置的装配良率。
54.示例性的,电池组2与第一梁1的安装过程以及第一梁1的锁紧固定过程可以交替进行,具体工作流程可以为:将一对电池组2与第一梁1依次安装至箱体框架3内,并将其中的第一梁1与第二梁4锁紧固定,接下来,将另一对电池组2与第一梁1安装至箱体框架3内,并将其中的第一梁1与第二梁4锁紧固定,依次类推,直至完成最后一个端部的第一梁1的锁紧固定;换句话说,每将一对电池组2和第一梁1装配到位后,随即将该第一梁1锁紧固定,然后再进行下一对电池组2和第一梁1的装配。该装配方法,有利于提高各电池组2与第一梁1的安装定位效果,提高装配良率;并且,每一对电池组2与第一梁1的安装过程中,第一梁1的
挤压力仅作用到相邻的电池组2以及前一个第一梁1,进而可以保证各对电池组2与第一梁1的受力一致,能够提高每一对电池组2与第一梁1之间的挤压溢胶效果,提高各电池组2与第一梁1的粘接固定良率。
55.一些实施例中,步骤102,第一梁1的装配过程具体如下:如图5和图6所示,将第一梁1朝向其邻近的电池组2压紧,直至将该电池组2两侧的结构胶均挤压开,以实现通过结构胶将该电池组2与其两侧紧邻的结构之间粘接牢靠。这样,通过每个第一梁1的装配操作,即可以使得该第一梁1与其邻近的电池组2之间完成挤压溢胶并粘接固定,又可以使得邻近的电池组2与前一个第一梁1或者前面的箱体框架3之间完成挤压溢胶并粘接固定,这样操作简单,可行性高,并可以提高电池组2与第一梁1或箱体框架3的粘接固定效果。
56.一些实施例中,本实施例提供的电池装置的装配方法,在步骤101中还可以包括以下步骤:如图1所示,在电池组2相对的两个第二侧面22或者与第二侧面22相邻的第二梁4上设置结构胶。
57.本实施例中,在电池组2的两个第一侧面21和两个第二侧面22所在方位上均设置有结构胶,使得电池组2的四个侧面与对应的梁之间均采用胶层粘接固定,这样,可以进一步减小电池组2对底板6的压力,并进一步提高电池装置的整体可靠性和安全性。
58.一些实施例中,如图5所示,箱体框架3包括底板6,本实施例提供的电池装置的装配方法还包括以下步骤:步骤104,从电池装置底部一侧通过螺栓7等紧固件将底板6与第一梁1锁紧固定。
59.第一梁1与底板6之间通过螺栓7等连接件可拆卸式连接,这样,可以进一步提高第一梁1的固定良率,并且可以方便第一梁1的安装和拆卸,可以保证第一梁1安装的可靠性。并且,通过在第一梁1和底板6上设置安装孔,可以对第一梁1的装配进行定位,提高第一梁1装配位置的精准性,避免第一梁1装配不到位导致对电池组2的压力过大或者过小,从而影响电池装置的装配良率。
60.一些实施例中,将电池组2与第一梁1沿着第一方向x依次安装于箱体框架3内,具体包括:如图1和图2所示,在最先安装的电池组2和/或与该最先安装的电池组2相邻的箱体框架3的边框上设置结构胶,将最先安装的电池组2放入箱体框架3内并贴近该箱体框架3的边框设置。换句话说,靠近箱体边框的位置为起始位置,首先安装的电池组2紧贴箱体的边框设置,并与箱体的边框粘接。
61.一些实施例中,在步骤102之后,还可以包括以下步骤:步骤105,在第一设定间隔s处布置电器件。这样,可以充分利用箱体框架3内的空间,提高电池装置的能量密度。
62.例如,最后安装的第一梁1背离电池组2的一侧直接面向箱体的边框并与该边框之间具有第一设定间隔s,该第一设定间隔s所在区域被配置为配电区域,在安装完第一梁1后可以用于布置电器件,实现空间复用,能够有效节省空间,从而提高电池装置的能量密度。
63.一些实施例中,如图5和图6所示,第一设定间隔s的距离大于5mm;优选的,第一设定间隔s的距离大于8mm,例如,可以为8mm、10mm、12mm、14mm、16mm、18mm、20mm;优选的,第一设定间隔s的距离为8mm-15mm之间。上述第一设定间隔s的设置,可以为最后一个第一梁1的
安装预留足够的空间,既可以避免该第一梁1在安装时剐蹭胶层,保证装配良率,又可以使得该第一梁1沿第一方向x的移动行程较小,便于安装。另外,该第一设定间隔s不会占用电池装置太大的空间,可以保证电池装置的能量密度。
64.一些实施例中,如图3所示,第二设定间隔d大于5mm。在步骤102中,将第一梁1设置在沿第一方向x距离其邻近的电池组2第二设定间隔d处,具体为:将第一梁1设置在距离电池组2间隔大于5mm的位置处,优选设置在间隔为8mm-15mm的位置处;例如,具体可以为8mm、10mm、12mm、14mm、15mm。
65.上述第二设定间隔d的设置,既可以避免第一梁1与电池组2之间发生胶层剐蹭,保证装配良率,又可以使得第一梁1沿第一方向x的移动行程较小,便于安装。
66.具体的,如图3和图5所示,不同的第一梁1在安装过程中距离其邻近的电池组2之间的第二设定间隔d的具体值数值可以不同,例如,针对最后一个安装的第一梁1,其在安装过程中与其邻近的电池组2之间的第二设定间隔d需要小于或等于第一设定间隔s。对于其它第一梁1,在安装过程中与其邻近的电池组2之间的第二设定间隔d则可以大于第一设定间隔s。
67.本实施例提供的电池装置的装配方法,利用电池组与第一梁交替安装的方式装配,并且,采用将第一梁水平移动直至压紧电池组的方式实现第一梁与电池组的胶粘固定,可以加强第一梁与电池组的粘接固定强度,并且可以避免直接将电池组装入箱体的腔室内所导致的胶水被剐蹭等情况,从而能够提高电池装置的装配良率,并且,该装配方法的工艺可行性较高,可以提高生产效率。
68.具体的,本技术提供的电池装置的装配方法,与本技术提供的电池装置为相同的发明构思,具有相同的实施例和有益效果,本技术此处不再赘述。
69.具体的,本实施例提供的电池装置可以为电池包。电池装置的底板可以包括液冷板。电池组与梁之间的胶粘固定,可以减小电池组对液冷板的压力,提高电池包的安全性和可靠性。
70.本领域技术人员在考虑说明书及实践这里公开的发明创造后,将容易想到本公开的其它实施方案。本公开旨在涵盖本发明的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和示例实施方式仅被视为示例性的,本公开的真正范围和精神由所附的权利要求指出。
71.应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本公开的保护范围仅由所附的权利要求来限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。