:
1.本发明涉及一种屏蔽电机推力瓦瓦基加工工艺。
背景技术:
2.随着核电厂安全性不断提高,一回路反应堆冷却剂泵要求免维护、无泄漏、长寿命,具有该特性的屏蔽电机将得到广泛使用。为实现上述目的,现在国内屏蔽电机产品轴承寿命由原来的几千小时向几万小时甚至更高运行时间设计,水膜建立是轴承运行可靠的基础,这就要求制造精度更高,分度更准,而作为支撑的推力轴承更是在其中起到关键作用,所以推力轴承制造是屏蔽电机轴承制造的关键,所以为提高推力轴承精度,推力瓦基的加工、分度无疑是绕不过的高点,而传统加工方式采用整体加工圆盘,然后再铣床、线切割等设备根据划线基准将合缝面加工而成,这种加工会出现由于切割力的影响导致分度不准确,每块瓦承载力不同,最终导致转子在轴承上运行不稳定,从而造成主泵电机振动增加,降低运行寿命。针对现在的情况,急需一种新的工艺弥补传统加工工艺加工出现的问题,
技术实现要素:
3.本发明涉及一种屏蔽电机推力瓦瓦基加工工艺,实现8块推力瓦瓦基在同一定位胎具上进行加工,保证合缝面的直线度,同时保证每块瓦的分度相同,消除因为分度不同导致的推力轴承承载力的不同的影响,提高轴承、甚至整体运行寿命。本发明的方案为:一种屏蔽电机推力瓦加工工艺,包括以下步骤:
4.a)将推力瓦瓦基(6)清洁干净,检查表面状态不出现磕碰损伤;
5.b)将推力瓦瓦基(6)放置到基础板(1)上,采用定位销(9)定位推力瓦瓦基(6)销孔位置;
6.c)将两个固定销钉(7)拧入基础板(1)上,固定销(7)与瓦基接触(6),将紧定螺钉(8)拧入固定销(7)中;
7.d)采用紧定螺钉(8)调整推力瓦瓦基(6)位置,使推力瓦瓦基(6) 伸出基础板(1)边缘部分的长度前后一致,紧固紧定螺钉(8);
8.e)将压板(4)放置到推力瓦瓦基(6)表面并用螺钉(5)进行固定,不要磕伤推力瓦瓦基(6)表面;
9.f)将装配推力瓦瓦基(6)的基础板(1)放置到铣床工作台上,以基础板(1)侧面为基准,用百分表测量推力瓦瓦基(6)一侧平面跳动值在0.02mm以内为准,采用滑块(3)及螺钉(2)进行固定到铣床工作台上;
10.g)以基础板(1)侧面为加工基准,加工推力瓦瓦基(6)侧面,调整塞尺测基础板(1)与刀具间隙为0.5mm时加工推力瓦瓦基(6)侧面;
11.h)推力瓦瓦基(6)一侧平面加工后,调整推力瓦瓦基6位置,将推力瓦瓦基6另一侧平面朝外,按a)、b)、c)、d)、e)、f)方式进行装配,按照步骤g)步骤方式加工推力瓦瓦基(6)的另一侧平面; i)按a)、b)、c)、d)、e)、f)、g)、h)方式依次加工8块推力瓦瓦基(6)。
12.本发明技术效果:
13.本发明通过改变常规推力瓦瓦基加工方式,达到推力瓦瓦基侧面直线度水平,扇形块分度精准的目的,满足推力瓦瓦基装配需求,从而达到屏蔽电机运行平稳可靠的效果。传统的加工方式利用整块加工后划线加工两侧面,会导致扇形推力瓦基分度不均匀,如果简单利用数控铣床进行加工,在一侧找正加工后,无法定位找正另一侧加工面,也需要进行划线,误差很大;尤其现在对屏蔽电机要求更高,安全、可靠、免维护,并且运行平稳,减震降噪已经成为屏蔽电机运行主要指标,达到这些效果轴承是关键,尤其推力瓦基更是承载着转子运行平稳的关键,所以采用本发明加工的推力瓦基,可以保证每块推力瓦基侧面直线度水平,扇形快角度一致,而且装卡方面快捷,提高制造效率,如果将底板加工到足够大,一次可以装卡多块推力瓦基,可以实现流水线大批量生产的目的。再者通过本发明加工的推力瓦基,在装配后保证每块瓦基承载力一致,在运行是不会出现由于偏心运行而出现的线性离心力问题,再者通过本发明加工的推力瓦基可以保证加工后每块瓦间隙一致,水膜建立均匀,避免因间隙不均匀而出现的水膜振荡,从而降低屏蔽电机运行振动及噪声,提高屏蔽电机运行可靠,达到屏蔽电机减震、降噪的目的,实现免维护、安全可靠运行
14.鉴于以上技术方案,采取在铣床上利用定位胎具实现推力瓦瓦基基两侧面一体加工的工艺方法,经过工具设计、调整,模拟件验证,最终尺寸测量,进而摸索确定出新的推力瓦瓦基基两侧面一体加工的工艺,即采用在胎具上定位推力瓦瓦基,将定位胎具在工作台上进行找正、固定,此种方法加工的推力瓦基,可以保证每块推力瓦基侧面直线度水平,扇形快角度一致,而且装卡方面快捷,提高制造效率,如果将底板加工到足够大,一次可以装卡多块推力瓦基,可以实现流水线大批量生产的目的,并且根据产品推力瓦瓦基的实际尺寸及尺寸要求,在模拟件基础上进行工艺细化,进而总结出一套完整的屏蔽电机推力瓦瓦基加工工艺方法以指导生产。该屏蔽电机推力瓦瓦基加工工艺在相近尺寸的模拟件上进行验证,并且在多台产品中得到应用,使用效果良好,达到产品预期效果。
15.本发明采用专用定位胎具,通过一个定位基准,在同一工况下加工,即保证加工效率提高,又可保证推力瓦瓦基分度准确,从而保证每块推力瓦承载力相同,提高轴承运行寿命,降低运行振动,进而提高整机运行时间。为了保证这种屏蔽电机推力轴承制造精度,需要采用新的屏蔽电机推力瓦瓦基加工工艺。
附图说明:
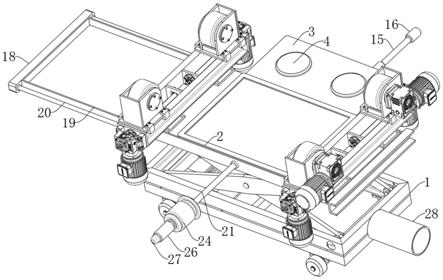
16.图1为推力瓦瓦基左侧加工示意图。
17.图2为图1的a-a剖面图
18.图3为图2的剖视图
19.图4推力瓦瓦基右侧加工示意图
20.图5为图4的c-c剖面图面图
21.其中:基础板1,滑块2,螺钉3,压板4,螺栓5,推力瓦瓦基 6,固定销钉7,紧定螺钉8,定位销9。
具体实施方式:
22.一种屏蔽电机推力瓦加工工艺,包括以下步骤:
23.a)将推力瓦瓦基6清洁干净,检查表面状态不出现磕碰损伤;
24.b)如图1所示,将推力瓦瓦基6放置到基础板1上,采用定位销9 定位推力瓦瓦基6销孔位置;
25.c)将两个固定销钉7拧入基础板1上,固定销7与瓦基接触6,将紧定螺钉8拧入固定销7中;
26.d)采用紧定螺钉8调整推力瓦瓦基6位置,使推力瓦瓦基6伸出基础板1边缘部分的长度前后一致,紧固紧定螺钉8;
27.e)如图2所示,将压板4放置到推力瓦瓦基6表面并用螺钉5进行固定,不要磕伤推力瓦瓦基6表面;
28.f)将装配推力瓦瓦基6的基础板1放置到铣床工作台上,以基础板1侧面为基准,用百分表测量推力瓦瓦基6一侧平面跳动值在0.02mm 以内为准,如图3所示,采用滑块3及螺钉2进行固定到铣床工作台上;
29.g)以基础板1侧面为加工基准,加工推力瓦瓦基6侧面,调整塞尺测基础板1与刀具间隙为0.5mm时加工推力瓦瓦基6侧面;
30.h)推力瓦瓦基6一侧平面加工后,如图4、图5,调整推力瓦瓦基6 位置,将推力瓦瓦基6另一侧平面朝外,按a)、b)、c)、d)、e)、 f)方式进行装配,按照步骤g)步骤方式加工推力瓦瓦基(6)的另一侧平面;
31.i)按a)、b)、c)、d)、e)、f)、g)、h)方式依次加工8块推力瓦瓦基6。
技术特征:
1.一种屏蔽电机推力瓦瓦基加工工艺,其特征包括以下步骤:a)将推力瓦瓦基(6)清洁干净,检查表面状态不出现磕碰损伤;b)将推力瓦瓦基(6)放置到基础板(1)上,采用定位销(9)定位推力瓦瓦基(6)销孔位置;c)将两个固定销钉(7)拧入基础板(1)上,固定销(7)与瓦基接触(6),将紧定螺钉(8)拧入固定销(7)中;d)采用紧定螺钉(8)调整推力瓦瓦基(6)位置,使推力瓦瓦基(6)伸出基础板(1)边缘部分的长度前后一致,紧固紧定螺钉(8);e)将压板(4)放置到推力瓦瓦基(6)表面并用螺钉(5)进行固定,不要磕伤推力瓦瓦基(6)表面;f)将装配推力瓦瓦基(6)的基础板(1)放置到铣床工作台上,以基础板(1)侧面为基准,用百分表测量推力瓦瓦基(6)一侧平面跳动值在0.02mm以内为准,采用滑块(3)及螺钉(2)进行固定到铣床工作台上;g)以基础板(1)侧面为加工基准,加工推力瓦瓦基(6)侧面,调整塞尺测基础板(1)与刀具间隙为0.5mm时加工推力瓦瓦基(6)侧面;h)推力瓦瓦基(6)一侧平面加工后,调整推力瓦瓦基6位置,将推力瓦瓦基6另一侧平面朝外,按a)、b)、c)、d)、e)、f)方式进行装配,按照步骤g)步骤方式加工推力瓦瓦基(6)的另一侧平面;i)按a)、b)、c)、d)、e)、f)、g)、h)方式依次加工8块推力瓦瓦基(6)。
技术总结
本发明涉及一种屏蔽电机推力瓦瓦基加工工艺,采用定位工具进行定位装卡推力瓦瓦基,加工一侧平面,加工一侧平面后调整推力瓦瓦基位置,重新定位装卡工具位置,加工另一侧平面,实现再同一装卡胎具上完成推力瓦瓦基空间角度尺寸加工。本发明可实现推力瓦瓦基在同一定位卡具上加工,保证图纸要求角度尺寸及公差,避免因为空间尺寸无法测量出现后续装配问题出现,同时消除装卡后无法找正问题。同时消除装卡后无法找正问题。同时消除装卡后无法找正问题。
技术研发人员:张涛 于志佳 唐浩宇 黄秀波 王晗钰 徐显达 宋亮 杨静元 韩冬傲 金珊
受保护的技术使用者:哈尔滨电气动力装备有限公司
技术研发日:2021.12.16
技术公布日:2022/4/12
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。