1.本发明涉及夹紧装置领域,尤其是涉及一种汽车线束装配夹紧装置。
背景技术:
2.汽车线束装配夹紧装置是汽车线束自动化生产过程中最重要的环节之一。随着工业技术的发展,夹紧装置设计正朝着柔性化、规范化、精密化的方向发展。设计合理的夹紧装置可以更好地实现生产加工的流水化,提高生产线的自动化水平和生产效率。在线束自动装配工作时,夹紧装置保证工件被正确的装夹与固定,同时也为后续各项检测的稳定性和准确性提供了保障。
技术实现要素:
3.本发明提供一种汽车线束装配夹紧装置,以解决现有技术中存在的汽车线束装配夹紧装置是汽车线束自动化生产过程中最重要的环节之一。随着工业技术的发展,夹紧装置设计正朝着柔性化、规范化、精密化的方向发展。设计合理的夹紧装置可以更好地实现生产加工的流水化,提高生产线的自动化水平和生产效率。在线束自动装配工作时,夹紧装置保证工件被正确的装夹与固定,同时也为后续各项检测的稳定性和准确性提供了保障的上述问题。
4.为了达到上述目的,本发明提供如下技术方案:
5.本发明提供一种汽车线束装配夹紧装置,该夹紧装置包括:底座、定位块、夹紧侧板、夹紧机构压头、气缸、应力传感器和激光传感器;两件夹紧侧板分别固定在所述底座的两侧,其中一个夹紧侧板上设置有两个安装孔,分别安装应力传感器和激光传感器;所述定位块安装在两件夹紧侧板的一端,所述定位块和两件夹紧侧板构成线束接插件的容纳空间;在装配过程中,所述夹紧机构压头夹紧在所述线束插接件上,所述夹紧机构压头固定在所述气缸上。
6.其中,所述底座与夹紧侧板、定位块组成所述线束接插件的滑动轨道,所述线束接插件在滑动轨道内;两件所述夹紧侧板设有腰孔,所述应力传感器和激光传感器通过螺栓与所述夹紧侧板连接,所述应力传感器沿着所述夹紧侧板方向的路径进行调整。
7.其中,所述线束接插件插入汽车线束后通过所述滑动轨道进行滑动,通过所述激光传感器确定所述线束接插件到达加工位置后,所述夹紧机构压头在所述夹紧机构气缸的作用下将线束接插件夹紧在夹紧装置中,通过所述应力传感器检测所述线束接插件是否变形,线束加工完成后从夹紧装置上方传输出去,下一组线束接插件滑动到加工位置后接着进行加工操作。
8.其中,所述夹紧机构压头的一端通过螺纹与气缸推杆连接;当所述线束接插件到达加工位置后,由气缸带动所述夹紧机构压头按压在固定区域,通过所述夹紧机构压头的另一端将所述线束接插件固定在夹紧装置内。
9.其中,当线束接插件处于压紧状态时,所述线束接插件受到所述气缸带动所述夹
紧机构压头的作用力,被压紧在夹紧装置内;其中线束接插件的底面和两个侧面与夹紧接触,压紧区域所在面与气缸带动的所述夹紧机构压头接触。
10.其中,当所述线束接插件在滑动轨道加工位置时,通过改变腰孔的锁紧位置调节所述应力传感器检测位置,当位置检测所述应力传感器能够实现正常检测的时候锁紧腰孔,固定所述应力传感器位置。
11.其中,还包括:推杆,当所述线束接插件装配完成后,气缸带动安装在底座上的金属探针在垂直方向上升,直到接触到线束接插件孔,并且被压缩一定长度,金属探针与线束接插件内金属端子接触,形成连通的回路,通过回路的导通性判断线束的导通性能是否满足要求;检测完毕后,机构复位,所述推杆收回,探针与线束接插件分离,回到初始状态。
12.其中,所述滑动轨道设有容置所述线束接插件的凹槽,所述线束接插件上设有安装在凹槽底端槽壁上的转动部;通过所述转动部外部驱动结构驱动带动件带动所述线束接插件,所述带动件带转动部滑动,使所述线束接插件在滑道上朝前向移动。
13.其中,所述气缸表面的薄壁包括:芯轴处理第一单元,用于对芯轴表面进行处理,并将处理好的芯轴进行预热;芯轴处理第二单元,用于先在预热后的芯轴表面均匀喷涂一层耐磨涂层,并进行高温固化,然后将自然冷却至室温后的喷涂有耐磨涂层的芯轴放置在90℃的真空干燥箱中,抽真空除湿48小时,待喷涂有耐磨涂层的芯轴自然冷却后,再将其装入薄壁气缸的内孔中;芯轴处理第三单元,用于将装有芯轴的薄壁气缸放置在50℃的水中浸泡1小时后自然晾干,使芯轴表面的耐磨涂层充分吸水而膨胀;芯轴处理第四单元,用于对装有芯轴的薄壁气缸的外表面进行外圆磨加工。
14.其中,还包括:位置检测装置,所述位置检测装置用以确认碰触线束时的碰触位置坐标,所述位置检测装置包括:处理器,所述处理器连接若干振动传感器,所述处理器处理来自若干振动传感器的信号,计算出当碰触接插件孔时的碰触位置坐标;所述处理器处理来自若干振动传感器的弯曲波振动的信号:测量所述弯曲波振动的振幅及弯曲波振动与振动传感器形成的夹角,并与所述处理器预设的弯曲波振动的振幅及弯曲波振动与振动传感器形成的夹角作辨识确认,基于所述辨识数据,确定当碰触所述接插件孔时的碰触位置坐标。
15.与现有技术相比,本发明具有以下优点:
16.本发明提供一种汽车线束装配夹紧装置,该夹紧装置包括:底座、定位块、夹紧侧板、夹紧机构压头、气缸、应力传感器和激光传感器;两件夹紧侧板分别固定在所述底座的两侧,其中一个夹紧侧板上设置有两个安装孔,分别安装应力传感器和激光传感器;所述定位块安装在两件夹紧侧板的一端,所述定位块和两件夹紧侧板构成线束接插件的容纳空间;在装配过程中,所述夹紧机构压头夹紧在所述线束插接件上,所述夹紧机构压头固定在所述气缸上;通过激光传感器为线束提供了准确的加工工位,满足位置精度要求,确保装配在夹紧的过程中稳定进行。
17.本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书、权利要求书、以及附图中所特别指出的结构来实现和获得。
18.下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
19.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
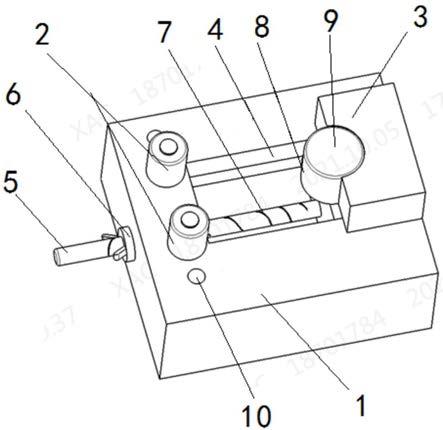
20.图1为本发明实施例中一种汽车线束装配夹紧装置的结构图;
21.图2为本发明实施例中夹紧机构压头与线束接插件接触区域结构图;
22.图3为本发明实施例中一种汽车线束装配夹紧装置工作过程中的流程图。
具体实施方式
23.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
24.本发明实施例提供了一种汽车线束装配夹紧装置,请参照图1至图3,该汽车线束装配夹紧装置包括:底座1、定位块2、夹紧侧板3、夹紧机构压头4、气缸5、应力传感器6和激光传感器7;两件夹紧侧板3分别固定在所述底座1的两侧,其中一个夹紧侧板3上设置有两个安装孔,分别安装应力传感器6和激光传感器7;所述定位块2安装在两件夹紧侧板3的一端,所述定位块2和两件夹紧侧板3构成线束接插件的容纳空间;在装配过程中,所述夹紧机构压头4夹紧在所述线束插接件上,所述夹紧机构压头4固定在所述气缸5上。
25.上述技术方案的工作原理为:该汽车线束装配夹紧装置包括:底座1、定位块2、夹紧侧板3、夹紧机构压头4、气缸5、应力传感器6和激光传感器7;两件夹紧侧板3分别固定在所述底座1的两侧,其中一个夹紧侧板3上设置有两个安装孔,分别安装应力传感器6和激光传感器7;所述定位块2安装在两件夹紧侧板3的一端,所述定位块2和两件夹紧侧板3构成线束接插件的容纳空间;在装配过程中,所述夹紧机构压头4夹紧在所述线束插接件上,所述夹紧机构压头4固定在所述气缸5上;由于线束接插件是薄壁异形件,体积较小,在接插件端面上可供压紧的区域有限,根据线束尺寸以及端面上异形结构位置,避免对端面上凸起的异形结构造成损伤,选定的压紧区域为圆形区域8。
26.上述技术方案的有益效果为:该夹紧装置包括:底座1、定位块2、夹紧侧板3、夹紧机构压头4、气缸5、应力传感器6和激光传感器7;两件夹紧侧板3分别固定在所述底座1的两侧,其中一个夹紧侧板3上设置有两个安装孔,分别安装应力传感器6和激光传感器7;所述定位块2安装在两件夹紧侧板3的一端,所述定位块2和两件夹紧侧板3构成线束接插件的容纳空间;在装配过程中,所述夹紧机构压头4夹紧在所述线束插接件上,所述夹紧机构压头4固定在所述气缸5上;通过激光传感器7为线束提供了准确的加工工位,满足位置精度要求,确保装配在夹紧的过程中稳定进行。
27.在另一实施例中,所述底座1与夹紧侧板3、定位块2组成所述线束接插件的滑动轨道,所述线束接插件在滑动轨道内;两件所述夹紧侧板3设有腰孔,所述应力传感器6和激光传感器7通过螺栓与所述夹紧侧板3连接,所述应力传感器6沿着所述夹紧侧板3方向的路径进行调整。
28.上述技术方案的工作原理为:所述底座1与夹紧侧板3、定位块2组成所述线束接插件的滑动轨道,所述线束接插件在滑动轨道内;两件所述夹紧侧板3设有腰孔,所述应力传感器6和激光传感器7通过螺栓与所述夹紧侧板3连接,所述应力传感器6沿着所述夹紧侧板3方向的路径进行调整。
29.上述技术方案的有益效果为:所述底座1与夹紧侧板3、定位块2组成所述线束接插件的滑动轨道,所述线束接插件在滑动轨道内;两件所述夹紧侧板3设有腰孔,所述应力传感器6和激光传感器7通过螺栓与所述夹紧侧板3连接,所述应力传感器6沿着所述夹紧侧板3方向的路径进行调整。保证加工时线束接插件定位的准确性,满足位置精度要求,确保装配检测过程的稳定进行。
30.在另一实施例中,请参照图3,所述线束接插件插入汽车线束后通过所述滑动轨道进行滑动,通过所述激光传感器7确定所述线束接插件到达加工位置后,所述夹紧机构压头4在所述气缸5的作用下将线束接插件夹紧在夹紧装置中,通过所述应力传感器6检测所述线束接插件是否变形,线束加工完成后从夹紧装置上方传输出去,下一组线束接插件滑动到加工位置后接着进行加工操作。
31.上述技术方案的工作原理为:所述线束接插件插入汽车线束后通过所述滑动轨道进行滑动,通过所述激光传感器7确定所述线束接插件到达加工位置后,所述夹紧机构压头4在所述气缸5的作用下将线束接插件夹紧在夹紧装置中,通过所述应力传感器6检测所述线束接插件是否变形,线束加工完成后从夹紧装置上方传输出去,下一组线束接插件滑动到加工位置后接着进行加工操作。
32.其中,在气缸对夹紧机构压头施加压力过程中,负载力的计算公式为:
[0033][0034]
f表示负载力;p1表示气缸的使用压力;p2表示夹紧机构压头的使用压力;d表示气缸直径;d表示夹紧机构压头的直径。
[0035]
上述技术方案的有益效果为:所述线束接插件插入汽车线束后通过所述滑动轨道进行滑动,通过所述激光传感器7确定所述线束接插件到达加工位置后,所述夹紧机构压头4在气缸5的作用下将线束接插件夹紧在夹紧装置中,通过所述应力传感器6检测所述线束接插件是否变形,线束加工完成后从夹紧装置上方传输出去,下一组线束接插件滑动到加工位置后接着进行加工操作。从而实现需要确保线束接插件在加工时被可靠地夹紧,同时也要保证线束接插件不会因受力过大而产生塑性变形。
[0036]
在另一实施例中,所述夹紧机构压头4的一端通过螺纹与气缸5推杆连接;当所述线束接插件到达加工位置后,由气缸5带动所述夹紧机构压头4按压在固定区域,通过所述夹紧机构压头4的另一端将所述线束接插件固定在夹紧装置内。
[0037]
上述技术方案的工作原理为:所述夹紧机构压头4的一端通过螺纹与气缸5推杆连接;当所述线束接插件到达加工位置后,由气缸5带动所述夹紧机构压头4按压在固定区域,通过所述夹紧机构压头4的另一端将所述线束接插件固定在夹紧装置内。
[0038]
上述技术方案的有益效果为:所述夹紧机构压头4的一端通过螺纹与气缸5推杆连接;当所述线束接插件到达加工位置后,由气缸5带动所述夹紧机构压头4按压在固定区域,通过所述夹紧机构压头4的另一端将所述线束接插件固定在夹紧装置内。确保夹紧装置的稳定性。
[0039]
在另一实施例中,当线束接插件处于压紧状态时,所述线束接插件受到所述气缸5带动所述夹紧机构压头4的作用力,被压紧在夹紧装置内;其中线束接插件的底面和两个侧面与夹紧接触,压紧区域所在面与气缸5带动的所述夹紧机构压头4接触。
[0040]
上述技术方案的工作原理为:当线束接插件处于压紧状态时,所述线束接插件受到所述气缸5带动所述夹紧机构压头4的作用力,被压紧在夹紧装置内;其中线束接插件的底面和两个侧面与夹紧接触,压紧区域所在面与气缸5带动的所述夹紧机构压头4接触。
[0041]
上述技术方案的有益效果为:当线束接插件处于压紧状态时,所述线束接插件受到所述气缸5带动所述夹紧机构压头4的作用力,被压紧在夹紧装置内;其中线束接插件的底面和两个侧面与夹紧接触,压紧区域所在面与气缸5带动的所述夹紧机构压头4接触。
[0042]
在另一实施例中,当所述线束接插件在滑动轨道加工位置时,通过改变腰孔的锁紧位置调节所述应力传感器6检测位置,当位置检测所述应力传感器6能够实现正常检测的时候锁紧腰孔,固定所述应力传感器6位置。
[0043]
上述技术方案的工作原理为:当所述线束接插件在滑动轨道加工位置时,通过改变腰孔的锁紧位置调节所述应力传感器6检测位置,当位置检测所述应力传感器6能够实现正常检测的时候锁紧腰孔,固定所述应力传感器6位置。
[0044]
上述技术方案的有益效果为:当所述线束接插件在滑动轨道加工位置时,通过改变腰孔的锁紧位置调节所述应力传感器6检测位置,当位置检测所述应力传感器6能够实现正常检测的时候锁紧腰孔,固定所述应力传感器6位置。
[0045]
在另一实施例中,还包括:推杆,当所述线束接插件装配完成后,气缸5带动安装在底座1上的金属探针在垂直方向上升,直到接触到线束接插件孔,并且被压缩一定长度,金属探针与线束接插件内金属端子接触,形成连通的回路,通过回路的导通性判断线束的导通性能是否满足要求;检测完毕后,机构复位,所述推杆收回,探针与线束接插件分离,回到初始状态。
[0046]
上述技术方案的工作原理为:还包括:推杆,当所述线束接插件装配完成后,气缸5带动安装在底座1上的金属探针在垂直方向上升,直到接触到线束接插件孔,并且被压缩一定长度,金属探针与线束接插件内金属端子接触,形成连通的回路,通过回路的导通性判断线束的导通性能是否满足要求;检测完毕后,机构复位,所述推杆收回,探针与线束接插件分离,回到初始状态。
[0047]
上述技术方案的有益效果为:还包括:推杆,当所述线束接插件装配完成后,气缸5带动安装在底座1上的金属探针在垂直方向上升,直到接触到线束接插件孔,并且被压缩一定长度,金属探针与线束接插件内金属端子接触,形成连通的回路,通过回路的导通性判断线束的导通性能是否满足要求;检测完毕后,机构复位,所述推杆收回,探针与线束接插件分离,回到初始状态。
[0048]
在另一实施例中,所述滑动轨道设有容置所述线束接插件的凹槽,所述线束接插件上设有安装在凹槽底端槽壁上的转动部;通过所述转动部外部驱动结构驱动带动件带动所述线束接插件,所述带动件带转动部滑动,使所述线束接插件在滑道上朝前向移动。
[0049]
上述技术方案的工作原理为:所述滑动轨道设有容置所述线束接插件的凹槽,所述线束接插件上设有安装在凹槽底端槽壁上的转动部;通过所述转动部外部驱动结构驱动带动件带动所述线束接插件,所述带动件带转动部滑动,使所述线束接插件在滑道上朝前向移动。
[0050]
上述技术方案的有益效果为:所述滑动轨道设有容置所述线束接插件的凹槽,所述线束接插件上设有安装在凹槽底端槽壁上的转动部;通过所述转动部外部驱动结构驱动
带动件带动所述线束接插件,所述带动件带转动部滑动,使所述线束接插件在滑道上朝前向移动。
[0051]
在另一实施例中,所述气缸5表面的薄壁包括:芯轴处理第一单元,用于对芯轴表面进行处理,并将处理好的芯轴进行预热;芯轴处理第二单元,用于先在预热后的芯轴表面均匀喷涂一层耐磨涂层,并进行高温固化,然后将自然冷却至室温后的喷涂有耐磨涂层的芯轴放置在90℃的真空干燥箱中,抽真空除湿48小时,待喷涂有耐磨涂层的芯轴自然冷却后,再将其装入薄壁气缸5的内孔中;芯轴处理第三单元,用于将装有芯轴的薄壁气缸5放置在50℃的水中浸泡1小时后自然晾干,使芯轴表面的耐磨涂层充分吸水而膨胀;芯轴处理第四单元,用于对装有芯轴的薄壁气缸5的外表面进行外圆磨加工。
[0052]
上述技术方案的工作原理为:所述气缸5表面的薄壁包括:芯轴处理第一单元,用于对芯轴表面进行处理,并将处理好的芯轴进行预热;芯轴处理第二单元,用于先在预热后的芯轴表面均匀喷涂一层耐磨涂层,并进行高温固化,然后将自然冷却至室温后的喷涂有耐磨涂层的芯轴放置在90℃的真空干燥箱中,抽真空除湿48小时,待喷涂有耐磨涂层的芯轴自然冷却后,再将其装入薄壁气缸5的内孔中;芯轴处理第三单元,用于将装有芯轴的薄壁气缸5放置在50℃的水中浸泡1小时后自然晾干,使芯轴表面的耐磨涂层充分吸水而膨胀;芯轴处理第四单元,用于对装有芯轴的薄壁气缸5的外表面进行外圆磨加工。
[0053]
上述技术方案的有益效果为:所述气缸5表面的薄壁包括:芯轴处理第一单元,用于对芯轴表面进行处理,并将处理好的芯轴进行预热;芯轴处理第二单元,用于先在预热后的芯轴表面均匀喷涂一层耐磨涂层,并进行高温固化,然后将自然冷却至室温后的喷涂有耐磨涂层的芯轴放置在90℃的真空干燥箱中,抽真空除湿48小时,待喷涂有耐磨涂层的芯轴自然冷却后,再将其装入薄壁气缸5的内孔中;芯轴处理第三单元,用于将装有芯轴的薄壁气缸5放置在50℃的水中浸泡1小时后自然晾干,使芯轴表面的耐磨涂层充分吸水而膨胀;芯轴处理第四单元,用于对装有芯轴的薄壁气缸5的外表面进行外圆磨加工。
[0054]
在另一实施例中,还包括:位置检测装置,所述位置检测装置用以确认碰触线束时的碰触位置坐标,所述位置检测装置包括:处理器,所述处理器连接若干振动传感器,所述处理器处理来自若干振动传感器的信号,计算出当碰触接插件孔时的碰触位置坐标;所述处理器处理来自若干振动传感器的弯曲波振动的信号:测量所述弯曲波振动的振幅及弯曲波振动与振动传感器形成的夹角,并与所述处理器预设的弯曲波振动的振幅及弯曲波振动与振动传感器形成的夹角作辨识确认,基于所述辨识数据,确定当碰触所述接插件孔时的碰触位置坐标。
[0055]
上述技术方案的工作原理为:还包括:位置检测装置,所述位置检测装置用以确认碰触线束时的碰触位置坐标,所述位置检测装置包括:处理器,所述处理器连接若干振动传感器,所述处理器处理来自若干振动传感器的信号,计算出当碰触接插件孔时的碰触位置坐标;所述处理器处理来自若干振动传感器的弯曲波振动的信号:测量所述弯曲波振动的振幅及弯曲波振动与振动传感器形成的夹角,并与所述处理器预设的弯曲波振动的振幅及弯曲波振动与振动传感器形成的夹角作辨识确认,基于所述辨识数据,确定当碰触所述接插件孔时的碰触位置坐标。
[0056]
上述技术方案的有益效果为:还包括:位置检测装置,所述位置检测装置用以确认碰触线束时的碰触位置坐标,所述位置检测装置包括:处理器,所述处理器连接若干振动传
感器,所述处理器处理来自若干振动传感器的信号,计算出当碰触接插件孔时的碰触位置坐标;所述处理器处理来自若干振动传感器的弯曲波振动的信号:测量所述弯曲波振动的振幅及弯曲波振动与振动传感器形成的夹角,并与所述处理器预设的弯曲波振动的振幅及弯曲波振动与振动传感器形成的夹角作辨识确认,基于所述辨识数据,确定当碰触所述接插件孔时的碰触位置坐标,从而确保线束接插件定位准确,保证装配过程中的稳定性,确保装配的质量。
[0057]
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。