一种镍基高温合金gh4169g合金的均匀化处理方法
技术领域
1.本发明属于高温合金热加工技术领域,具体涉及一种镍基高温合金gh4169g铸锭的均匀化处理工艺。
背景技术:
2.gh4169g合金是在gh4169合金的基础上,采用p、b微合金复合强化的方法发展而形成的一种先进镍基高温合金,主要用于制造航空发动机压气机叶盘、轴颈及低压涡轮盘等零件。gh4169g高温合金成分中有较高的易偏析元素nb,同时含有大量的p、b晶界富集元素,铸锭中析出大量的低熔点相和脆性相,因此工业化生产中铸锭在锻造开坯前需进行均匀化处理,避免因低熔点相和脆性相而引起铸锭开裂。
3.高温合金铸锭主要采用均匀化扩散退火的方法来消除低熔点相和脆性相,减轻微观成分偏析。高温合金中低熔点相和脆性相种类较多,回溶温度也不同,若均匀化设定不合理,会造成某种析出相“熔化”产生孔洞,在铸锭开坯时引起铸锭开裂。
技术实现要素:
4.为克服上述现有技术的不足,本发明的目的是提供一种镍基高温合金gh4169g铸锭的均匀化处理工艺,采用多台阶长时间保温的方法,通过示例的参数保证铸锭均匀化的效果;本发明采用6个不同温度长时间保温的工艺,成功消除gh4169g合金铸锭中的脆性相和低熔点相,解决了铸锭开坯易裂的问题;同时减轻了微观区域内枝晶干和枝晶间的成分不均匀问题,保证了产品质量的稳定性。
5.为实现上述目的,本发明采用的技术方案是:一种镍基高温合金gh4169g铸锭的均匀化处理工艺,采用1120℃-1160℃保温先消除脆性相和低熔点相,然后采用在1195℃长时间保温使铸态微观区域元素扩散,消除铸态枝晶形貌,降低微观成分偏析,具体包括以下步骤:步骤1,低于750℃装炉,在750℃保温120-240min;步骤2,缓慢升温至1120℃,升温时间不小于900min,在1120℃保温时间不小于3000min;步骤3,缓慢升温至1160℃,升温时间不小于600min,在1160℃保温时间不小于2400min;步骤4,缓慢升温至1195℃,升温时间不小于360min,在1195℃保温时间不小于6000min;步骤5,缓慢降温至1120℃,降温时间不小于2800min,在1120℃保温时间不小于600min;步骤6,缓慢降温至550℃,降温时间不小于1200min,然后出炉空冷。
6.所述步骤1中的装炉温度应低于750℃,然后在750℃保温。
7.所述步骤3中的1160℃的保温时间应大于2400min。
8.所述步骤4中的1195℃的保温时间大于6000min。
9.本发明的有益效果是:本发明的均匀化工艺主要实现方式为采用逐阶缓慢升温加长时间保温,实现gh4169g合金铸锭中脆性相和低熔点相的回溶,同时减轻微观枝晶偏析问题,为后续棒材锻造奠定基础。
10.本发明的优点具体体现在以下几方面:1)采用本发明的工艺进行均匀化,保证gh4169g合金脆性相和低熔点相全部回溶,解决了铸锭开坯开裂的问题;2)采用本发明的工艺进行均匀化,减轻了gh4169g合金铸锭枝晶干和枝晶间成分偏析问题,保证了成品棒材的成分均匀性。
附图说明
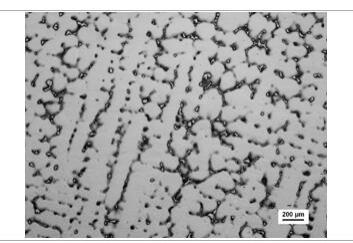
11.图1为采用本发明工艺均匀化处理之前φ508mm锭型的gh4169g铸锭的微观组织形貌,图示存在大量脆性相和低熔点相,呈明显枝晶形貌。
12.图2为采用本发明工艺均匀化处理之后φ508mm锭型的gh4169g铸锭的微观组织形貌,图示无脆性相和低熔点相,无枝晶形貌。
13.具体实施步骤下面结合具体示例对本发明作进一步详细说明。
14.在下文中,结合不同锭型gh4169g合金铸锭来描述本发明的均匀化处理工艺。
15.实施例1:经真空自耗冶炼成型的gh4169g铸锭,规格为φ406mm,均匀化设备为天然气炉,炉温精度要求
±
5℃。铸锭的均匀化工艺共分为6个步骤,依次为:步骤1,铸锭在700℃装炉,然后设定在750℃保温120min;步骤2,缓慢升温至1120℃,升温时间为900min,在1120℃保温时间为3000min;步骤3,缓慢升温至1160℃,升温时间为600min,在1160℃保温时间为2400min;步骤4,缓慢升温至1195℃,升温时间为360min,在1195℃保温时间为6000min;步骤5,缓慢降温至1120℃,降温时间为2800min,在1120℃保温时间为600min;步骤6,缓慢降温至550℃,降温时间为1200min,然后出炉空冷。
16.实施例2:经真空自耗冶炼成型的gh4169g铸锭,产品规格φ450mm,均匀化设备为天然气炉,炉温精度要求
±
5℃。铸锭的均匀化工艺共分为6个步骤,依次为:步骤1,铸锭在650℃装炉,然后设定在750℃保温180min;步骤2,缓慢升温至1120℃,升温时间为1020min,在1120℃保温时间为3060min;步骤3,缓慢升温至1160℃,升温时间为720min,在1160℃保温时间为2520min;步骤4,缓慢升温至1195℃,升温时间为480min,在1195℃保温时间为6120min;步骤5,缓慢降温至1120℃,降温时间为2920min,在1120℃保温时间为720min;步骤6,缓慢降温至550℃,降温时间为1500min,然后出炉空冷。
17.实施例3:经真空自耗冶炼成型的gh4169g铸锭,产品规格φ508mm,均匀化设备为天然气炉,
炉温精度要求
±
5℃。铸锭的均匀化工艺共分为6个步骤,依次为:步骤1,铸锭在500℃装炉,然后设定在750℃保温240min;步骤2,缓慢升温至1120℃,升温时间为1080min,在1120℃保温时间为3140min;步骤3,缓慢升温至1160℃,升温时间为780min,在1160℃保温时间为2580min;步骤4,缓慢升温至1195℃,升温时间为540min,在1195℃保温时间为6200min;步骤5,缓慢降温至1120℃,降温时间为2980min,在1120℃保温时间为780min;步骤6,缓慢降温至550℃,降温时间为1800min,然后出炉空冷。
18.图1为采用本发明工艺均匀化处理之前φ508mm锭型的gh4169g铸锭的微观组织形貌,图示存在大量脆性相和低熔点相,呈明显枝晶形貌。
19.图2为采用本发明工艺均匀化处理之后φ508mm锭型的gh4169g铸锭的微观组织形貌,图示无脆性相和低熔点相,无枝晶形貌。
20.上述示例可以使gh4169g铸锭中脆性相和低熔点全部回溶,同时消除了枝晶形貌,成功达到均匀化处理的目的。
21.综上所述,本发明提供的gh4169g合金铸锭的均匀化处理方法,达到较好的处理效果。
技术特征:
1.一种镍基高温合金gh4169g铸锭的均匀化处理工艺,其特征在于,采用缓慢升温和多台阶保温的方式实现,具体包括以下步骤:步骤1,将成品铸锭低于750℃装炉,在750℃保温120min-240min;步骤2,缓慢升温至1120℃,升温时间不小于900min,在1120℃保温时间不小于3000min;步骤3,在步骤2的基础上,缓慢升温至1160℃,升温时间不小于600min,在1160℃保温时间不小于2400min;步骤4,在步骤3的基础上,缓慢升温至1195℃,升温时间不小于360min,在1195℃保温时间不小于6000min;步骤5,缓慢降温至1120℃,降温时间不小于2800min,在1120℃保温时间不小于600min;步骤6,缓慢降温至550℃,降温时间不小于1200min,然后出炉空冷。2.根据权利要求1所述的一种镍基高温合金gh4169g铸锭的均匀化处理工艺,其特征在于,所述步骤3中的1160℃的保温时间应大于2400min。3.根据权利要求1所述的一种镍基高温合金gh4169g铸锭的均匀化处理工艺,其特征在于,所述步骤4中的1195℃的保温时间大于6000min。
技术总结
一种镍基高温合金GH4169G铸锭的均匀化处理工艺,包括以下步骤:步骤1,低于750℃装炉,在750℃保温120-240min;步骤2,缓慢升温至1120℃,升温时间不小于900min,在1120℃保温时间不小于3000min;步骤3,缓慢升温至1160℃,升温时间不小于600min,在1160℃保温时间不小于2400min;步骤4,缓慢升温至1195℃,升温时间不小于360min,在1195℃保温时间不小于6000min;步骤5,缓慢降温至1120℃,降温时间不小于2800min,在1120℃保温时间不小于600min;步骤6,缓慢降温至550℃,降温时间不小于1200min,出炉空冷;可有效解决GH4169G合金铸锭因脆性相和低熔点相引起锻造开裂问题和微观成分偏析问题,为铸锭开坯锻造奠定基础。为铸锭开坯锻造奠定基础。
技术研发人员:史新波 亢梦珂 郭会明 曹国鑫 付宝全
受保护的技术使用者:西安聚能高温合金材料科技有限公司
技术研发日:2021.11.26
技术公布日:2022/4/12
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。