1.本技术涉及镀膜治具技术领域,特别是涉及一种镀膜遮蔽治具。
背景技术:
2.在手表产品上,外观往往能体现本身的价值,在其表面能实现人们喜欢的颜色,一定可以极大的拓宽产品的市场范围,提升产品的价值和品位,赢得客户的青睐。真空镀膜在实现产品表面外观的颜色装饰镀膜已应用广泛,可以镀制银色、金色、黑色、玫瑰金色等多种膜层。随着大家对颜色体验的提高,在产品上做出金属色与pvd(physical vapor deposition,物理气相沉积法)颜色的双色效果,如金属原色和pvd黑色搭配、金属原色和pvd金色搭配,pvd金色和pvd黑色搭配等,成为手表设计师的颜色搭配的重要选择。因此在手表表圈上实现电镀双色的效果成为产品着色的一个重要技术手段。
3.现有技术中,通过油墨保护和水镀制作双色的方法实现表圈电镀双色,但油墨保护和水镀制作双色的方法存在化学污染大环保成本高的问题。化学油墨或水镀溶液产生的废液和废气,在加工过程中易吸入人体,对从业人员的身体危害性大,安全性也差。而且,油墨保护制备产品表面双色效果时,存在油墨保护的差异,影响实际边界的整齐一致的美观性,存在边缘呈现狗牙状、锯齿状等边界不齐的不良,甚至出现油墨破损、非镀膜面出现镀膜颜色等外观不良,影响产品的外观效果。水镀制作双色的方法时,需要增加相关配置溶液等槽体,需要考虑溶液条件变化差异对色泽的影响,工艺复杂。
技术实现要素:
4.基于此,有必要提供一种镀膜遮蔽治具,旨在解决现有技术存在的表圈双色镀膜时外观不良或工艺复杂的问题。
5.本技术提供一种镀膜遮蔽治具,用于固定待镀膜工件,包括相配合的挡板和盒盖,所述挡板和盒盖之间形成容纳腔;所述挡板开设有至少一个镀膜孔,所述镀膜孔连通所述容纳腔与外部空间,所述容纳腔内设有与所述镀膜孔一一对应的紧固组件,所述紧固组件用于将所述待镀膜工件限位,所述镀膜孔用于暴露所述待镀膜工件的局部区域。
6.上述方案通过设置紧固组件配合镀膜孔使得待镀膜工件的局部区域暴露于外部空间,而其他区域位于挡板和盒盖所形成的容纳腔内,通过将待镀膜工件的其他区域遮挡以避免镀膜,从而实现对待镀膜工件的局部区域进行镀膜,进而实现对待镀膜工件的双色镀膜。本实施方式中的镀膜遮蔽治具能够适用于pvd镀膜,采用简单的结构对待镀膜工件进行物理遮蔽,具有以下优点:结构简单,制造效率高,适合大规模量产和推广;待镀膜工件的双色遮蔽边界能够根据调整紧固组件的结构进行调整,且边界一致美观,不会产生化学法涂油保护导致的外观不良;采用物理遮蔽,不接触化学的强酸强碱溶液,不会腐蚀待镀膜工件;pvd镀膜在生产过程中不产生废气废液,过程简单环保无污染。
7.下面对本技术的技术方案作进一步的说明:
8.在任意实施方式中,所述紧固组件包括弹性件和顶紧件,所述顶紧件连接所述待
镀膜工件,所述弹性件设置于所述顶紧件和所述盒盖之间并对所述顶紧件施加朝向所述挡板的力,使所述顶紧件或所述待镀膜工件抵接于所述挡板。
9.在任意实施方式中,所述顶紧件包括受力块和定位环,所述受力块和所述定位环之间存在用于容置所述待镀膜工件的间隙,当所述受力块和所述定位环对所述待镀膜工件固定时,所述待镀膜工件置于所述间隙内且所述待镀膜工件的局部区域凸出于所述间隙以暴露于外部空间。
10.在任意实施方式中,所述受力块和所述定位环与所述待镀膜工件配合的表面均为与所述待镀膜工件相适配的仿形面。
11.在任意实施方式中,所述受力块与所述弹性件抵接,使所述受力块带动所述待镀膜工件抵接于所述挡板。
12.在任意实施方式中,所述定位环内嵌于所述镀膜孔。
13.在任意实施方式中,所述受力块与所述弹性件抵接,使所述受力块带动所述定位环抵接于所述挡板,所述定位环的外径大于所述镀膜孔的孔径。
14.在任意实施方式中,所述挡板和盒盖相扣合。
15.在任意实施方式中,所述挡板的面对所述盒盖的侧面固定连接有至少一个扣合片,所述盒盖开设有与所述扣合片相适配的扣合孔,所述扣合片设有限位凸块,所述扣合片能够穿过所述扣合孔并利用所述限位凸块抵接于所述盒盖的背对所述挡板的侧面。
16.在任意实施方式中,所述盒盖和所述挡板其中至少一个设有朝向其中之另一的翻边,当所述挡板和所述盒盖相配合时,至少一个所述翻边与所述盒盖或所述挡板相抵接。
附图说明
17.构成本技术的一部分的附图用来提供对本技术的进一步理解,本技术的示意性实施方式及其说明用于解释本技术,并不构成对本技术的不当限定。
18.为了更清楚地说明本技术实施方式中的技术方案,下面将对实施方式描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
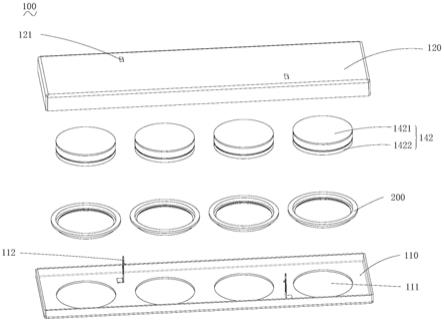
19.图1是本技术一实施方式所示的镀膜遮蔽治具的爆炸状态结构示意图;
20.图2是图1中的盒盖的结构示意图;
21.图3是图1中镀膜遮蔽治具的装配状态剖面示意图。
22.附图标记说明:
23.100、镀膜遮蔽治具;110、挡板;111、镀膜孔;112、扣合片;1121、限位凸块;120、盒盖;121、扣合孔;130、容纳腔;140、紧固组件;141、弹性件;142、顶紧件;1421、受力块;1422、定位环;
24.200、待镀膜工件。
具体实施方式
25.为使本技术的上述目的、特征和优点能够更加明显易懂,下面结合附图对本技术的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本申
请。但是本技术能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本技术内涵的情况下做类似改进,因此本技术不受下面公开的具体实施方式的限制。
26.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同;本文中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术;本技术的说明书和权利要求书及上述附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。
27.在本技术实施方式的描述中,术语“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
28.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
29.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
30.在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
31.在本技术中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
32.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
33.待镀膜工件可以采用任意能够进行pvd镀膜的材料,在本实施方式中,待镀膜工件采用金属材料,具体可为不锈钢材料。待镀膜工件可以是任意结构,在本实施方式中,待镀膜工件为表圈,其可以是圆形表圈,也可以是方形表圈等。
34.本技术所提供的镀膜遮蔽治具可以应用于pvd镀膜领域,能够对待镀膜工件进行遮蔽,使得待镀膜工件的局部区域暴露于外部空间以仅对所暴露的局部区域进行pvd镀膜。
35.下面结合附图,说明本技术的较佳实施方式。
36.如图1至图3所示,为本技术一实施方式展示的一种镀膜遮蔽治具100,用于固定待镀膜工件200,包括相配合的挡板110和盒盖120,挡板110和盒盖120之间形成容纳腔130;挡板110开设有至少一个镀膜孔111,镀膜孔111连通容纳腔130与外部空间,容纳腔130内设有与镀膜孔111一一对应的紧固组件140,紧固组件140将待镀膜工件200限位,使得待镀膜工件200的局部区域通过镀膜孔111暴露于外部空间,镀膜孔111用于暴露待镀膜工件200的局部区域。
37.镀膜孔111和紧固组件140的数量一致且一一对应,每组镀膜孔111和紧固组件140用于固定一个待镀膜工件200。在如图1所示的实施方式中,镀膜孔111和紧固组件140的数量均为4个,即每个镀膜遮蔽治具100每次可以对4个待镀膜工件200进行固定。在其他实施方式中,镀膜孔111和紧固组件140的数量可以是任意相同个数。
38.其中,局部区域可以根据待镀膜工件200的实际镀膜需求设定,在如图1和图3所示的实施方式中,待镀膜工件200为表圈,暴露在外部空间的局部区域为表圈内映位。
39.当使用上述实施例中的镀膜遮蔽治具100时,先利用紧固组件140对待镀膜工件200限位,将紧固组件140与镀膜孔111一一对应,再将挡板110和盒盖120相配合使得紧固组件140和待镀膜工件200位于容纳腔130内。此时,待镀膜工件200的局部区域通过镀膜孔111暴露于外部空间以进行镀膜,待镀膜工件200的其他区域位于容纳腔130内不会被镀膜。
40.上述方案通过设置紧固组件140配合镀膜孔111使得待镀膜工件200的局部区域暴露于外部空间,而其他区域位于挡板110和盒盖120所形成的容纳腔130内,通过将待镀膜工件200的其他区域遮挡以避免镀膜,从而实现对待镀膜工件200的局部区域进行镀膜,进而实现对待镀膜工件200的双色镀膜。本实施方式中的镀膜遮蔽治具100能够适用于pvd镀膜,采用简单的结构对待镀膜工件200进行物理遮蔽,具有以下优点:结构简单,制造效率高,适合大规模量产和推广;待镀膜工件200的双色遮蔽边界能够根据调整紧固组件140的结构进行调整,且边界一致美观,不会产生化学法涂油保护倒是的外观不良;采用物理遮蔽,不接触化学的强酸强碱溶液,不会腐蚀待镀膜工件200;pvd镀膜在生产过程中不产生废气废液,过程简单环保无污染。
41.如图3所示,根据本技术的一些实施方式,可选地,紧固组件140包括弹性件141和顶紧件142,顶紧件142连接待镀膜工件200,弹性件141设置于顶紧件142和盒盖120之间并对顶紧件142施加朝向挡板110的力,使顶紧件142或待镀膜工件200抵接于挡板110。
42.弹性件141设置于顶紧件142和盒盖120之间,当挡板110和盒盖120相互配合,弹性件141的两端分别与顶紧件142和盒盖120相抵接,使得弹性件141受到顶紧件142和盒盖120的挤压,以使弹性件141能够对顶紧件142施加朝向挡板110的力,使顶紧件142或待镀膜工件200抵接于挡板110。
43.在如图2和图3所示的实施方式中,弹性件141为弹性片,弹性片呈v型结构,弹性片的一端固定连接于盒盖120朝向挡板110的侧面。在其他实施方式中,弹性片也可以连接于顶紧件142朝向盒盖120的端面。在其他实施方式中,弹性件141也可以为弹簧。
44.请参阅图1和图3,根据本技术的一些实施方式,可选地,顶紧件142包括受力块1421和定位环1422,受力块1421和定位环1422之间存在用于容置待镀膜工件200的间隙,当受力块1421和定位环1422对待镀膜工件200固定时,待镀膜工件200置于间隙内且待镀膜工件200的局部区域凸出于间隙以暴露于外部空间。
45.受力块1421受到弹性件141的弹力作用,将待镀膜工件200夹持在受力块1421和定位环1422之间的间隙中。当受力块1421和定位环1422对待镀膜工件200固定时,受力块1421和定位环1422之间仍然存在间隙,以使镀膜工件的局部区域凸出于该间隙从而暴露于外部空间。
46.根据本技术的一些实施方式,可选地,受力块1421和定位环1422与待镀膜工件200配合的表面均为与待镀膜工件200相适配的仿形面。仿形面可以包括圆形、方形或其他仿形要求。例如当待镀膜工件200具有多个台阶槽,受力块1421和定位环1422与待镀膜工件200相配合的面可以具有与台阶槽相适配的台阶凸起。
47.请参阅图3,根据本技术的一些实施方式,可选地,受力块1421与弹性件141抵接,使受力块1421带动待镀膜工件200抵接于挡板110。定位环1422内嵌于镀膜孔111。受力块1421受到弹性件141的弹力作用,将待镀膜工件200夹持在受力块1421和定位环1422之间,并将待镀膜工件200抵接于挡板110,此时定位环1422内嵌于镀膜孔111,对待镀膜工件200的近镀膜孔111的区域进行遮挡,避免镀膜。
48.在其他实施方式中,受力块1421与弹性件141抵接,使受力块1421带动定位环1422抵接于挡板110,定位环1422的外径大于镀膜孔111的孔径。受力块1421受到弹性件141的弹力作用,将待镀膜工件200夹持在受力块1421和定位环1422之间,并将定位环1422抵接于挡板110。此时定位环1422与挡板110相抵接,定位环1422的外径应当大于镀膜孔111的孔径相等。为了减少定位环1422对镀膜的影响,优选地,定位环1422的内径与镀膜孔111的孔径相等。
49.请参阅图3,根据本技术的一些实施方式,可选地,挡板110和盒盖120相扣合,以便于将待镀膜工件200装配和拆卸。
50.请参阅图2和图3,根据本技术的一些实施方式,可选地,挡板110的面对盒盖120的侧面固定连接有至少一个扣合片112,盒盖120开设有与扣合片112相适配的扣合孔121,扣合片112设有限位凸块1121,扣合片112能够穿过扣合孔121并利用限位凸块1121抵接于盒盖120的背对挡板110的侧面。
51.扣合片112与挡板110固定连接,其可以采用胶粘、通过螺钉螺纹连接、焊接等连接方式。在如图1和图3所示的实施方式中,扣合片112呈l型,扣合片112的部分固定连接于挡板110,另一部分竖直朝向扣合孔121设置。
52.限位凸块1121位于扣合片112的一侧,当挡板110和盒盖120相扣合时,限位凸块1121位于穿过扣合孔121抵接于盒盖120的远挡板110的侧面,以对挡板110和盒盖120限位固定。在本实施方式中,限位凸块1121倾斜设置于扣合片112,以便于扣合片112穿过扣合孔121。
53.请参阅图3,根据本技术的一些实施方式,可选地,盒盖120和挡板110其中至少一个设有朝向其中之另一的翻边,当挡板110和盒盖120相配合时,至少一个翻边与盒盖120或挡板110相抵接。
54.具体来说,盒盖120设有翻边,当挡板110和盒盖120相配合时,翻边与挡板110相抵接,使得盒盖120和挡板110之间形成容纳腔130,或,挡板110设有翻边,当挡板110和盒盖120相配合时,翻边与盒盖120相抵接,使得盒盖120和挡板110之间形成容纳腔130,或,如图3所示,盒盖120和挡板110均设有翻边,当挡板110和盒盖120相配合时,两个翻边中的一个
与盒盖120或挡板110相抵接,使得盒盖120和挡板110之间形成容纳腔130。
55.在使用上述实施方式中的镀膜遮蔽治具100,对待镀膜工件200镀膜时,可以采用以下方法:
56.当需要获得待镀膜工件200金属色和镀膜色时:
57.s1:将待镀膜工件200进行pvd前清洗,去除待镀膜工件200表面的脏污、油渍及其它残留异物。一般是采用待镀膜工件200浸泡入清洗5%~10%的除油溶液中,温度为60℃~80℃,开超声波清洗10min以上,清洗掉产品表面油渍;接着泡入清洗3%~5%的除腊溶液中,温度为60℃~80℃,开超声波清洗10min以上,清洗掉产品表面腊质和污渍;然后在去离子水中开超声波清洗5~10min,去除表面残留。进入工业烘箱烘干,温度60℃~120℃,烘烤20min以上。
58.s2:将经检验清洗干净合格的待镀膜工件200装入镀膜遮蔽治具100中,并将挡板110和盒盖120扣合。
59.s3:将装有待镀膜工件200的镀膜遮蔽治具100组装入真空炉,进行抽空及加热作业。其中,炉体本底真空压力不高于8.0
×
10-3
pa,炉体温度达到60℃~120℃,沉积ti或者zr或者cr等金属底层,ti或者zr或者cr等靶接中频脉冲溅射电源,电源频率在20khz~60khz,通入工作气体ar 200~800sccm,偏压50~200v,占空比20%~80%,ti或者zr靶沉积功率3~12kw,根据不同的参数设定调整成膜时间至目标膜厚。一般此层沉积厚度约在0.1~0.2μm。
60.沉积中频tin或者zrn或者crn等颜色层,ti或者zr或者cr等靶接中频脉冲溅射电源,电源频率在20khz~60khz,通入工作气体ar 200~800sccm,反应气体n
2 30~150sccm,偏压100~200v,占空比20%~80%,ti或者zr靶功率3~12kw,根据不同的参数设定调整成膜时间至目标膜厚后,完成pvd颜色层。沉积完成后冷却至80℃以下出炉。
61.s4:将装有工件的镀膜遮蔽治具100打开,取出已完成电镀效果的工件。
62.本案双色镀膜的镀膜遮蔽治具100除能电镀ti或者zr或者cr等靶,电镀tin或者zrn或者crn等颜色层外,可以电镀其它pvd靶材,也可以运用上述靶材,使用或增加反应气体c2h2、ch4、o2等,实现工件金属色 内映位红色,金属色 内映位咖啡色,金属色 内映位绿色等双色电镀效果。
63.当需要获得待镀膜工件200双色镀膜时:
64.s1:将待镀膜工件200进行pvd前清洗,去除基材表面的脏污、油渍及其它残留异物,一般是采用产品浸泡入清洗5%~10%的除油溶液中,温度为60℃~80℃,开超声波清洗10min以上,清洗掉产品表面油渍;接着泡入清洗3%~5%的除腊溶液中,温度为60℃~80℃,开超声波清洗10min以上,清洗掉产品表面腊质和污渍;然后在去离子水中开超声波清洗5~10min,去除表面残留。进入工业烘箱烘干,温度60℃~120℃,烘烤20min以上。
65.s2:将待镀膜工件200组装入真空炉,进行抽空及加热作业。其中,炉体本底真空压力不高于8.0
×
10-3pa,炉体温度达到60℃~120℃,沉积ti或者zr或者cr等金属层打底层,ti或者zr或者cr等靶接中频脉冲溅射电源,电源频率在20khz~60khz,通入工作气体ar 200~800sccm,偏压50~200v,占空比20%~80%,ti或者zr靶沉积功率3~12kw,根据不同的参数设定调整成膜时间至目标膜厚。一般此层沉积厚度约在0.1~0.2μm。
66.沉积中频tic或者zrcn或者crc等颜色层,ti或者zr或者cr等靶接中频脉冲溅射电
源,电源频率在20khz~60khz,通入工作气体ar 200~800sccm,反应气体c2h2 30~300sccm,偏压100~200v,占空比20%~80%,ti或者zr靶功率3~12kw,根据不同的参数设定调整成膜时间至目标膜厚后,完成pvd颜色层。沉积完成后冷却至80℃以下出炉。
67.s3:将已电镀颜色的合格的工件装入镀膜遮蔽治具100中,并将挡板110和盒盖120扣合。
68.s4:将装有工件的镀膜遮蔽治具100组装入真空炉,进行抽空及加热作业。其中,炉体本底真空压力不高于8.0
×
10-3pa,炉体温度达到60℃~120℃,沉积ti或者zr或者cr等金属层打底层,ti或者zr或者cr等靶接中频脉冲溅射电源,电源频率在20khz~60khz,通入工作气体ar 200~800sccm,偏压50~200v,占空比20%~80%,ti或者zr靶沉积功率3~12kw,根据不同的参数设定调整成膜时间至目标膜厚。一般此层沉积厚度约在0.1~0.2μm。
69.沉积中频tin或者zrn或者crn等颜色层,ti或者zr或者cr等靶接中频脉冲溅射电源,电源频率在20khz~60khz,通入工作气体ar 200~800sccm,反应气体n2 30~150sccm,偏压100~200v,占空比20%~80%,ti或者zr靶功率3~12kw,根据不同的参数设定调整成膜时间至目标膜厚后,完成pvd颜色层。沉积完成后冷却至80℃以下出炉。
70.s5:将装有工件的镀膜遮蔽治具100打开,取出已完成电镀效果的工件。
71.本案双色镀膜的镀膜遮蔽治具100除能电镀ti或者zr或者cr等靶,电镀tin或者zrn或者crn等颜色层外,可以电镀其它pvd靶材,可以实现黑色 内映位红色,黑色 内映位咖啡色,黑色 内映位绿色等不同颜色搭配电镀效果。
72.最后应说明的是:以上各实施方式仅用以说明本技术的技术方案,而非对其限制;尽管参照前述各实施方式对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施方式所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施方式技术方案的范围,其均应涵盖在本技术的权利要求和说明书的范围当中。尤其是,只要不存在结构冲突,各个实施方式中所提到的各项技术特征均可以任意方式组合起来。本技术并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。